ГОСТ 23692-79*
Группа Т53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ
И КОЛЛЕКТОРАМИ ТЕПЛООБМЕННЫХ АППАРАТОВ
Требования к типовому технологическому процессу закрепления труб
энергией электрического взрыва проводников
Joints of tubes with tube-plates and collectors of heat exchangers.
Requirements for typical technology of making tube to tube-plate joints
by means of leads electrical explosion energy
ОКП 11 600
Постановлением Государственного комитета СССР по стандартам от 7 июня 1979 года N 2071 срок введения установлен с 01.01.81
ПРОВЕРЕН в 1985 году Постановлением Госстандарта от 14.11.85 N 3605 срок действия продлен до 01.01.88**
________________
** Ограничение срока действия снято по протоколу N 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание.
* ПЕРЕИЗДАНИЕ (сентябрь 1986 года) с Изменением N 1, утвержденным в ноябре 1986 года (ИУС 2-86).
Настоящий стандарт распространяется на технологический процесс закрепления труб в трубных решетках и коллекторах теплообменных аппаратов с применением запрессовки труб энергией электрического взрыва проводников (далее - ЭВП), а также устанавливает общие требования к технологическому процессу изготовления.
1. ОБЩИЕ ТРЕБОВАНИЯ
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. В зависимости от применяемой энергии, выделяемой при электрическом взрыве проводников, в соответствии с ГОСТ 23691-79 устанавливаются три типа соединений:
I - прессовые;
II - комбинированные, получаемые путем запрессовки труб в трубной решетке в сочетании со сваркой их концов, осуществляемой до или после запрессовки;
III - комбинированные, получаемые запрессовкой труб в сочетании с механическими способами развальцовки труб до или после запрессовки.
(Измененная редакция, Изм. N 1).
1.2. Запрессовка труб энергией электрического взрыва проводников осуществляется с применением высоковольтных электроимпульсных установок и токоподводящих устройств, обеспечивающих подачу электрической энергии к вставляемым в концы закрепляемых труб электровзрывным патронам (черт.1.).
Черт.1. Схема установки электровзрывных патронов в трубах
Схема установки электровзрывных патронов в трубах
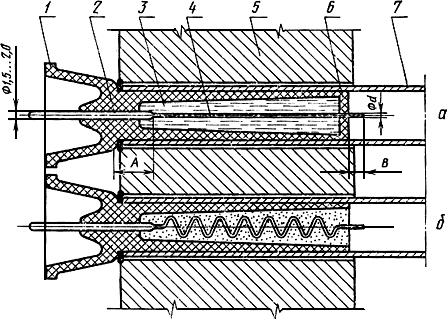
а) патрон с прямой частью взрывающегося проводника (наполнитель - вода);
б) патрон с витой частью взрывающегося проводника (наполнитель - смесь технического желатина с глицерином);
1 - корпус патрона; 2 - токоподводящая часть проводника; 3 - наполнитель; 4 - взрывающаяся часть проводника; 5 - трубная решетка; 6 - заглушка; 7 - труба.
Величина смещения ![]() токопроводящего проводника относительно сварного шва или торца трубной решетки не должна превышать значений, установленных техническими условиями на патроны или инструкцией на их применение.
токопроводящего проводника относительно сварного шва или торца трубной решетки не должна превышать значений, установленных техническими условиями на патроны или инструкцией на их применение.
Величина выступающей из патрона части взрывающегося проводника ![]() должна быть равна внутреннему радиусу трубы.
должна быть равна внутреннему радиусу трубы.
Черт.1
1.3. На процесс закрепления труб в трубных решетках с использованием энергии электрического взрыва проводников предприятием - изготовителем теплообменного аппарата должна быть выпущена следующая документация:
технологическая инструкция на закрепление труб ЭВП или рабочий технологический процесс с картограммой, в которой должны быть указаны порядок и количество запрессовываемых труб, согласованные с базовым предприятием отрасли (ведомства);
инструкция по требованиям безопасности при закреплении труб ЭВП, утвержденная в установленном порядке.
1.4. Запрессовка должна осуществляться при положительной температуре окружающего воздуха.
1.5. Перед запрессовкой труб электровзрывные патроны и электроимпульсная установка должны быть проверены на стабильность срабатывания определением величины раздачи образцов труб в свободном состоянии, имеющих разброс прочностных характеристик (![]() ;
; ![]() ) не более ±5%, в количестве не менее 20 шт. на партию патронов (или на теплообменный аппарат). Разброс величины раздачи образцов не должен превышать ±15%.
) не более ±5%, в количестве не менее 20 шт. на партию патронов (или на теплообменный аппарат). Разброс величины раздачи образцов не должен превышать ±15%.
1.6. Патроны вставляются в концы труб, подлежащих запрессовке, по рядам в количестве, предусмотренном картограммой расположения отверстий в трубной решетке.
1.7. При установке патронов в запрессовываемые трубы должны учитываться следующие требования:
патроны должны вставляться в концы труб под действием легкого нажима до упора;
диаметральный зазор между внутренней поверхностью трубы и наружной поверхностью патрона должен быть в пределах (0,01-0,06) ![]() , где
, где ![]() - внутренний диаметр трубы;
- внутренний диаметр трубы;
конец корпуса электровзрывного патрона не должен доходить до внутреннего торца трубной решетки или коллектора на расстояние 2-8 мм;
расстояние между патронами должно обеспечивать отсутствие электрического пробоя между ними;
зазор между упорным буртиком патрона и выступающим концом трубы (сварного шва) или плоскостью трубной решетки не должен превышать 1 мм.
(Измененная редакция, Изм. N 1).
1.8. Запрессовку труб в трубных решетках следует производить на режимах, выбранных в соответствии с методикой расчета параметров запрессовки труб (рекомендуемое приложение 2).
1.9. Выбранные режимы запрессовки труб ЭВП перед проведением работ на штатных аппаратах следует проверять на образцах-свидетелях по ГОСТ 23691-79.
1.10. Требования к качеству поверхности труб после запрессовки должны быть установлены в чертежно-конструкторской документации.
2. ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ СОЕДИНЕНИЙ И ИХ РЕМОНТУ
2.1. Последовательность операций при соединении концов труб с трубной решеткой сваркой, осуществляемых до запрессовки труб ЭВП, изложена ниже. При этом следует:
2.1.1. Собрать трубы с трубной решеткой в соответствии с ГОСТ 23691-79, произвести сварку концов труб с трубными решетками и контроль сварных швов согласно действующему на предприятии технологическому процессу, правилам контроля и требованиям рабочего чертежа.
2.1.2. Проверить измерительным инструментом внутренний диаметр сварных швов.
Величина наплыва сварного шва внутри трубы не должна превышать:
0,3 мм на диаметр для труб с наружным диаметром до 15 мм;
0,6 мм на диаметр для труб с наружным диаметром свыше 15 мм.
В случае превышения величины наплывов удалить наплывы со сварных швов.
2.1.3. Подготовить теплообменный аппарат к запрессовке труб методом ЭВП. Концы труб очистить на длине запрессовки от стружки, пыли и влаги и составить акт о готовности теплообменного аппарата к проведению работ по закреплению труб (рекомендуемое приложение 2).
2.1.4. Подать теплообменный аппарат на рабочее место.
2.1.5. Проверить параллельность расположения трубной решетки относительно перемещения электрода электроимпульсной установки в горизонтальном и вертикальном направлениях.
Отклонение от параллельности не должно превышать 5 мм на диаметр трубной решетки.
(Измененная редакция, Изм. N 1).
2.1.6. Получить электровзрывные патроны (с оформлением акта, форма которого приведена в рекомендуемом приложении 3, и с записью в журнале ОТК), доставить их на производственный участок и установить в концы труб теплообменного аппарата согласно пп.1.6-1.7 в количестве, указанном в картограмме технологического процесса, исходя из возможностей электроимпульсной установки.
2.1.7. Подключить кабель заземления к теплообменному аппарату; настроить электроимпульсную установку на заданный режим работы; проверить стабильность ее работы в соответствии с требованиями п.1.5.
2.1.8. Установить электрод против патрона, с которого начинается запрессовка.
2.1.9. Снять разрядную штангу с высоковольтного вывода конденсатора и с пульта управления, в соответствии с инструкцией по эксплуатации, включить электроимпульсную установку и посредством автоматической подачи высоковольтных разрядов через перемещающийся электрод к каждому патрону, произвести последовательную запрессовку концов труб, в которых установлены электровзрывные патроны.
2.1.10. Отметить запрессованные трубы в картограмме.
2.1.11. Произвести запрессовку остальных труб в соответствии с картограммой в последовательности, изложенной в пп.2.1.6-2.1.10.
2.1.12. Удалить из труб остатки электровзрывных патронов выпрессовкой водой или другими способами, принятыми на предприятии - изготовителе теплообменного оборудования.
2.1.13. Произвести контроль запрессовки труб в соответствии с ГОСТ 23691-79.
2.1.14. Концы труб, в которых полностью отсутствует запрессовка, повторно запрессовать на режимах, выбранных в соответствии с п.1.8.
В соединениях с недостаточной величиной запрессовки концы труб запрессовать вторично при напряжении разряда, составляющем 0,8-0,9 от первоначального значения напряжения или осуществить подвальцовку труб гидростатическим методом.
(Измененная редакция, Изм. N 1).
2.1.15. Одновременно с операцией запрессовки труб в штатном теплообменном аппарате должна проводиться запрессовка труб в образцах-свидетелях с заполнением акта (рекомендуемое приложение 3).
Запрессовка труб в образцах-свидетелях должна производиться равными частями в начале, середине и конце процесса запрессовки труб в штатном изделии в количестве, указанном в ГОСТ 23691-79.
2.1.16. После выполнения операций по запрессовке труб необходимо удалить продукты взрыва с поверхностей трубных решеток и труб промыванием горячей водой или моющим раствором, допущенным к применению в установленном порядке, с последующим пыжеванием тканевыми тампонами.
2.1.17. Произвести контроль и испытания соединений труб с трубной решеткой в соответствии с требованиями рабочего чертежа теплообменного аппарата и технологической инструкции на закрепление труб.
2.1.18. Составить акты на результаты закрепления труб и испытания соединений (см. рекомендуемые приложения 6 и 7).
2.2. Последовательность операций соединения труб без сварки или со сваркой концов труб с трубной решеткой, осуществляемой после запрессовки методом ЭВП, изложена ниже. При этом следует:
2.2.1. В собранном с трубами теплообменном аппарате выполнить одну из операций:
установить фальштрубную решетку и приварить к ней концы труб;
предварительно приварить концы труб к технологическому припуску трубной решетки;
развальцевать концы труб механической вальцовкой на длину от 5 до 10 мм.
2.2.2. Толщина фальштрубной решетки, представляющей собой металлический диск с отверстиями под установку труб, просверленными в соответствии с разбивкой штатной трубной решетки, должна быть такой, чтобы исключить ее коробление при сварке концов труб.
2.2.3. Величина технологического припуска трубной решетки устанавливается технологической инструкцией на закрепление труб и должна быть не менее 3 мм.
2.2.4. После выполнения одной из подготовительных операций, указанной в п.2.2.1, произвести запрессовку труб в последовательности, изложенной в пп.2.1.2-2.1.16.
2.2.5. Удалить сварные швы на фальштрубной решетке или технологический припуск на штатной трубной решетке механической обработкой торца или сверлением концов труб без применения смазочных или охлаждающих жидкостей.
2.2.6. Испытать соединения на плотность в соответствии с п.2.1.17 и устранить обнаруженные неплотности в соединениях посредством подвальцовки роликовыми вальцовками без смазки.
2.2.7. Сварить концы труб со штатными трубными решетками, осуществить контроль сварных швов и выполненных соединений в соответствии с пп.2.1.1-2.1.17.
2.2.8. Составить паспорта на результаты закрепления труб и испытания соединений (см. рекомендуемые приложения 4 и 5).
2.3. Требования к запрессовке труб с использованием электрического разряда в пробку из сплава Вуда
2.3.1. Запрессовку труб с электрическим разрядом в пробку из сплава Вуда следует применять при запрессовке труб с внутренним диаметром 10 мм и более, на внутренней поверхности которых не допускается наличие напыленного слоя от взрывающегося проводника.
2.3.2. Установку патронов в трубы следует производить при вертикальном положении теплообменных труб аппарата по схеме, показанной на черт.2, и при соблюдении требований пп.2.1.1-2.1.3.
Черт.2. Схема установки в трубе электровзрывного патрона с пробкой из сплава Вуда
Схема установки в трубе электровзрывного патрона с пробкой из сплава Вуда
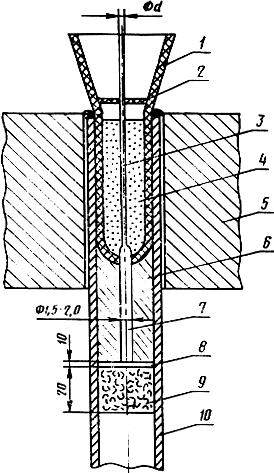
1 - корпус патрона; 2 - картонный фиксатор; 3 - взрывающаяяся часть проводника; 4 - наполнитель;
5 - трубная решетка; 6 - пробка из сплава Вуда; 7 - утолщенная часть проводника;
8 - картонная прокладка; 9 - ватный (войлочный) пыж; 10 - труба
Черт.2
Процесс заливки сплава Вуда в концы труб и установки взрывающегося проводника определяется технологической инструкцией на закрепление труб.
(Измененная редакция, Изм. N 1).
2.3.3. Запрессовку труб следует производить на выбранных режимах в последовательности, изложенной в пп.2.1.5, 2.1.7-2.1.18.
2.3.4. Проверка выбранных режимов должна осуществляться на образцах-свидетелях и одиночных отрезках труб, имеющих пробки из сплава Вуда, залитые в полном соответствии с технологией заливки сплава Вуда в трубах штатного аппарата.
2.3.5. Удаление пробок из сплава Вуда после запрессовки труб следует производить путем выпаривания.
2.4. Требования к устранению дефектов в соединениях
2.4.1. Метод устранения дефектов в соединениях устанавливает предприятие-изготовитель по согласованию с предприятием, проектировавшим теплообменный аппарат.
2.4.2. Соединения труб с трубными решетками следует ремонтировать одним из методов, указанных ниже:
запрессовкой текущих соединений методом ЭВП единичными электровзрывными патронами при напряжении разряда, составляющем 0,8-0,9 от напряжения первичного разряда;
подвальцовкой механическими вальцовками;
заменой труб с последующим закреплением их по принятой технологии;
глушение соединений специальными заглушками.
2.4.3. При подвальцовке соединений механическими вальцовками до сварки труб с трубной решеткой подвальцовка труб должна производиться без смазки.
2.4.4. Удаление трубы, подлежащей замене, должно производиться по специально разработанной технологии, согласованной с разработчиком теплообменного аппарата.
2.4.5. Запрессовку вновь установленной трубы и контроль качества полученного соединения следует производить по технологии, предусмотренной настоящим стандартом.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Организация и проведение запрессовки труб энергией электрического взрыва проводников должны осуществляться в полном соответствии с требованиями настоящего стандарта ГОСТ 12.3.002-75, ГОСТ 12.1.010-76, действующих "Правил устройства электроустановок", "Правил технической эксплуатации электроустановок потребителей", "Временных правил по технике безопасности и производственной санитарии на электрогидроимпульсных установках для штамповки металлов", согласованных с ВЦСПС, и инструкции по эксплуатации электроимпульсной установки.
Применяемое производственное оборудование - по ГОСТ 12.2.003-74.
3.2. Опасные и вредные производственные факторы:
электроопасность;
взрывоопасность;
повышенный уровень шума;
повышенный уровень электромагнитных излучений;
повышенная запыленность и загазованность воздуха рабочей зоны.
3.3. Запрессовку труб следует проводить в специально оборудованном и изолированном помещении с обязательным удалением из воздушной среды продуктов электровзрыва и паров обезжиривающих композиций при помощи приточно-вытяжной вентиляции.
3.4. Пульт управления запрессовкой должен находиться в отдельном помещении на расстоянии более 2 м от установки.
3.5. Предприятие - изготовитель теплообменных аппаратов обязано составить инструкции по требованиям безопасности при запрессовке труб энергией электрического взрыва проводников с учетом работы на установках высокого напряжения, в условиях повышенного шума и выделений газообразных продуктов при электрических разрядах, а также с учетом общих требований безопасности, технологических особенностей процесса, местных производственных условий и обеспечить систематический контроль за их исполнением.
3.6. Работы по запрессовке труб с помощью энергии электрического взрыва проводников должны проводиться работниками, имеющими право на обслуживание высоковольтных установок.
3.7. Электроимпульсную установку должны обслуживать одновременно не менее двух человек.
3.8. Установка должна быть заземлена на индивидуальный заземляющий контур с сопротивлением растекания тока не более 0,5 Ом.
3.9. Дверь в помещение для запрессовки должна иметь блокировочные контакты, обеспечивающие отключение установки при ее открывании.
3.10. В рабочем помещении, в котором производится запрессовка труб, должны находиться следующие защитные средства:
изолирующие штанги, рассчитанные на максимальное рабочее напряжение, для выполнения операций под напряжением или для наложения временных заземлений;
изолирующие клещи для снятия и установки трубчатых предохранителей под напряжением;
диэлектрические перчатки и боты для обслуживания установки напряжением свыше 1000 В;
переносные диэлектрические коврики;
защитные очки с простыми стеклами;
изолирующие прокладки для изоляции отключенных токоведущих частей от частей, остающихся под напряжением;
переносные ограждения токоведущих частей.
3.11. Конструкция защитных средств, условия их содержания и применения должны отвечать "Правилам пользования и испытания защитных средств, применяемых в электроустановках" (приложение 13 к ПТЭ и ПТБ).
3.12. Для снижения уровня импульсного электромагнитного поля следует применять общее экранирование установки или экранирование отдельных ее блоков.
3.13. Напряженность импульсных магнитных полей (ИМП) на рабочих местах не должна превышать предельно допустимой нормы 100 А/м. Контроль напряжения ИМП производится на предельных параметрах работы установки.
3.14. Допустимые уровни звукового давления и звука на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.003-83.
3.15. Воздух рабочей зоны при выполнении всех технологических операций должен соответствовать требованиям ГОСТ 12.1.005-83.
3.16. Сварочные работы должны производиться на специально оборудованных участках с соблюдением требований "Санитарных правил при сварке, наплавке и резке металлов", утвержденных Минздравом СССР.
3.17. При работах со сплавом Вуда должны соблюдаться требования "Санитарных правил организации процессов пайки мелких изделий сплавами, содержащими свинец", утвержденных Минздравом СССР.
3.18. Работы с применением обезжиривающих жидкостей допускается производить по специальному разрешению (по установленной форме) местного пожарного надзора и ответственного лица за работу на данном участке.
3.19. Обезжиривание концов труб перед сборкой с трубной решеткой спиртом или ацетоном должны производить проинструктированные рабочие. При этом должны быть соблюдены следующие требования:
исполнителям должны быть выданы специальные небьющиеся флаконы емкостью не более 200 мл с резиновой грушей для принудительного смачивания тампона;
заправка флаконов с обезжиривающей жидкостью должна производиться в местах хранения флаконов в вытяжном шкафу;
использованные тампоны, пропитанные обезжиривающей жидкостью, должны быть убраны в наполненные до половины водой сосуды с закрывающейся крышкой; запрещается выбрасывать использованные тампоны на пол и другие места помещения;
сосуды с обезжиривающей жидкостью должны храниться в отдельном помещении;
применение средств защиты кожи рук.
3.20. При гидравлических испытаниях соединений должны быть соблюдены требования "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденных Госгортехнадзором СССР в 1970 г.; "Правил устройства и безопасной эксплуатации оборудования атомных электростанций опытных и исследовательских ядерных реакторов и установок", утвержденных Госгортехнадзором СССР в 1973 г.; "Правил Регистра СССР" и действующих стандартов на гидравлические испытания теплообменных аппаратов.
3.21. Сигнальные цвета и знаки безопасности помещений и оборудования должны соответствовать ГОСТ 12.4.026-76*.
_______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - Примечание.
4. Требования к оборудованию и электровзрывным патронам для запрессовки труб помещены в рекомендуемом приложении 1.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ И ЭЛЕКТРОВЗРЫВНЫМ ПАТРОНАМ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Запрессовку труб энергией электрического взрыва проводников необходимо применять в следующих случаях:
при отсутствии возможности оборудовать специальный участок со складом взрывчатых веществ;
при отсутствии повышенных требований по чистоте внутренней поверхности труб в теплообменных аппаратах;
при отсутствии повышенных требований по прочности и плотности к теплообменным аппаратам.
1. Общие требования к электроимпульсной установке и электровзрывным патронам
1.1. Запрессовку труб энергией электрического взрыва проводников следует производить с использованием электроимпульсных установок типа "Молния", устанавливаемых на производственном участке (см. таблицу).
Основные технические характеристики электрогидроимпульсных установок
Тип установки | Энергия, кДж | Напряжение, кВ | Емкость, мкф | Частота, Гц |
Молния-5М | 15,0 | 30-50 | 12 | 0,2 |
Молния-6у | 12,5 | 10 | ||
Молния-8 | 20,0 | 5-10 | 400 | 0,12 |
Молния-10 | 30-50 | 16 | 0,5 | |
Т0223* | 40,0 | 32 | 1,0 | |
Т0226* | ||||
Т0226А |
_____________
* Установки выпускают серийно.
1.2. Принципиальная схема электроимпульсной установки приведена на чертеже.
Принципиальная схема электроимпульсной установки
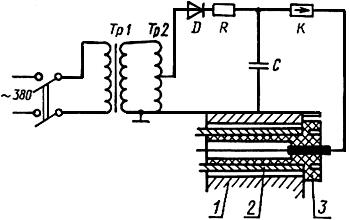
![]() - трансформатор;
- трансформатор; ![]() - автотрансформатор;
- автотрансформатор; ![]() - выпрямитель;
- выпрямитель; ![]() - нагрузочное сопротивление;
- нагрузочное сопротивление;![]() - разрядник;
- разрядник; ![]() - конденсаторные батареи: 1 - трубная решетка; 2 - труба; 3 - электровзрывной патрон
- конденсаторные батареи: 1 - трубная решетка; 2 - труба; 3 - электровзрывной патрон
1.3. В состав электроимпульсной установки должны входить следующие устройства и сборочные единицы:
выпрямительные устройства типа ВТМ 15-50, выбираемые в зависимости от величины напряжения и потребляемой мощности;
конденсаторные батареи типов ИМ 50-3, ИМ 5-150, способные работать в импульсном режиме;
разрядное устройство в виде шарового разрядника с поджогом и без поджога или в виде электромагнитной катушки с перемещающимся сердечником;
блокировочные устройства, состоящие из блокировок низкого и высокого напряжений;
пульт управления, в котором смонтированы системы пуска и выключения установки, контрольно-измерительная аппаратура;
технологический узел, предназначенный для передачи электрической энергии от электроимпульсной установки к электровзрывным патронам.
1.4. Электроимпульсные установки должны обеспечивать не менее 20 разрядов в минуту заданной мощности со стабильными параметрами; отклонения параметров разряда (напряжение, емкость, энергия) от заданных номинальных значений не должны превышать ±1,5%.
1.5. Управление и обслуживание электроимпульсной установки должно осуществляться в соответствии с инструкцией предприятия - разработчика установки.
1.6. Для запрессовки труб энергией электрического взрыва проводников следует использовать электровзрывные патроны, изготовляемые по инструкциям и чертежам предприятия - изготовителя теплообменного аппарата, согласованным с базовым предприятием отрасли по взрывной обработке металлов.
2. Конструкции электровзрывных патронов и требования, предъявляемые к ним
Электровзрывные патроны должны:
быть простыми и дешевыми в изготовлении;
сохранять форму, размеры и свойства в течение длительного времени хранения;
удобно и надежно подключаться к электроимпульсной установке;
точно фиксироваться в трубе на заданную длину.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (рекомендуемое). Методика предварительного расчета параметров при запрессовке труб
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Методика предварительного расчета параметров при запрессовке труб
1.1. К параметрам запрессовки труб относятся величина напряжения ![]() на клеммах разрядного контура и емкость конденсаторной батареи
на клеммах разрядного контура и емкость конденсаторной батареи ![]() .
.
1.2. Необходимую величину напряжения ![]() , подведенного к разрядному контуру, следует определять по формуле
, подведенного к разрядному контуру, следует определять по формуле
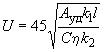 , (1)
, (1)
где ![]() - удельная работа, необходимая для деформации единицы длины трубной решетки степенью запрессовки
- удельная работа, необходимая для деформации единицы длины трубной решетки степенью запрессовки ![]() =1,5% по ГОСТ 23691-79, определяемая по графикам черт.1 с учетом прочностных характеристик, приведенных в табл.1;
=1,5% по ГОСТ 23691-79, определяемая по графикам черт.1 с учетом прочностных характеристик, приведенных в табл.1;
Таблица 1
Характеристики материала труб и трубных решеток
Материал для труб и трубных решеток | Предел текучести, МПа (кгс/мм | |
труб | трубных решеток | |
Цветные сплавы | 100-250 (10-25) | 110-250 (11-25) |
Углеродистые стали | 230-300 (23-30) | 260-380 (26-38) |
Аустенитные стали | 220-350 (22-35) | 250-350 (25-35) |
Титановые сплавы | 220-450 (22-45) | 520-810 (52-81) |
![]() - коэффициент, учитывающий влияние межтрубных перемычек и толщин стенок трубы, определяется по графикам черт.2;
- коэффициент, учитывающий влияние межтрубных перемычек и толщин стенок трубы, определяется по графикам черт.2; ![]() - длина запрессовки, м;
- длина запрессовки, м;![]() - емкость конденсаторной батареи электроимпульсной установки, мкФ;
- емкость конденсаторной батареи электроимпульсной установки, мкФ; ![]() - коэффициент преобразования электрической энергии в энергию запрессовки труб, определяется по графикам черт.3;
- коэффициент преобразования электрической энергии в энергию запрессовки труб, определяется по графикам черт.3;![]() - коэффициент, учитывающий влияние передающей среды патрона, применяется по табл.2.
- коэффициент, учитывающий влияние передающей среды патрона, применяется по табл.2.
Примечание. Методика предварительного расчета параметров запрессовки труб выполнена для применяемых в промышленности электровзрывных патронов со взрывающимися проволочками из алюминиевых сплавов АД и АД-1 диаметром от 0,8 до 0,9 мм и электроимпульсных установок с энергией в импульсе от 25 кДж и индуктивностью разрядного контура не более 10 мкГн.
Черт.1. График для определения удельной работы при запрессовке труб наружным диаметром d(н)
График для определения удельной работы ![]() при запрессовке труб наружным диаметром
при запрессовке труб наружным диаметром ![]()
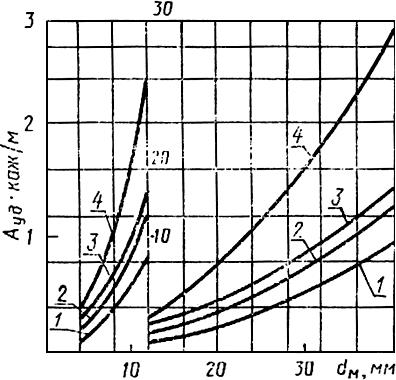
Зависимость ![]() -
-![]() для соединений труб с трубными решетками, изготовленными из:
для соединений труб с трубными решетками, изготовленными из:
1 - цветных металлов; 2 - аустенитных с талей; 3 - углеродистых сталей; 4 - титановых сплавов
Черт.1
Черт.2. Зависимость коэффициента К(1) от отношения шага t между отверстиями к диаметру отверстия в трубной решетке
Зависимость коэффициента ![]() от отношения шага
от отношения шага ![]() между отверстиями к диаметру отверстия
между отверстиями к диаметру отверстия ![]() в трубной решетке
в трубной решетке
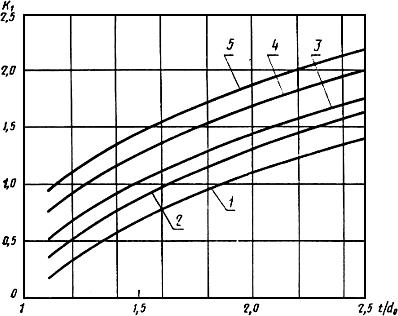
1 - зависимость ![]() без учета деформации трубы; 2 - зависимость
без учета деформации трубы; 2 - зависимость ![]() при отношении
при отношении
наружного диаметра трубы ![]() к внутреннему
к внутреннему ![]() , равному 1,1
, равному 1,1 ![]() *; 3 - зависимость
*; 3 - зависимость ![]()
при отношении наружного диаметра трубы ![]() к внутреннему
к внутреннему ![]() , равному 1,2; 4 - зависимость
, равному 1,2; 4 - зависимость ![]()
при отношении наружного диаметра трубы ![]() к внутреннему
к внутреннему ![]() , равному 1,4; 5 - зависимость
, равному 1,4; 5 - зависимость ![]()
при отношении наружного диаметра трубы к внутреннему ![]() , равному 1,6
, равному 1,6
Черт.2
______________
* Формула соответствует оригиналу. - Примечание.
Черт.3. Зависимость коэффициента полезного действия от наружного диаметра запрессовываемой трубы
Зависимость коэффициента полезного действия ![]() от наружного диаметра
от наружного диаметра ![]() запрессовываемой трубы
запрессовываемой трубы
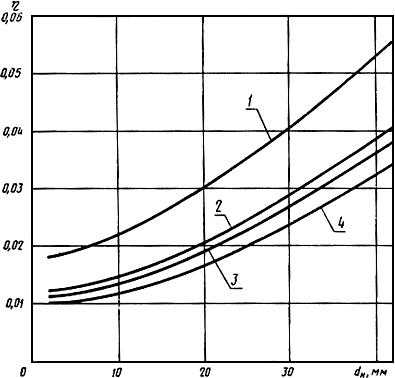
Зависимость ![]() -
-![]() для соединений из:
для соединений из:
1 - титановых сплавов; 2 - цветных металлов; 3 - углеродистых сталей; 4 - аустенитных сталей
Черт.3
Таблица 2
Значения коэффициента ![]() передающих сред
передающих сред
Материал передающей среды | Коэффициент |
Вода | 1,00 |
Вакуумная резина | 0,90 |
Техническая резина | 0,85 |
Полиэтилен высокого давления | 0,82 |
Смесь технического желатина (25%), дистиллированного глицерина (25%) и воды | 0,80 |
Винипласт | 0,75 |
1.3. Для предварительного расчета напряжения запрессовки соединений из разнородных материалов значение ![]() выбирать по материалу трубной решетки.
выбирать по материалу трубной решетки.
1.4. Если расчетное напряжение ![]() превышает наибольшее напряжение установки, то следует произвести двухкратную запрессовку. При этом напряжение
превышает наибольшее напряжение установки, то следует произвести двухкратную запрессовку. При этом напряжение ![]() при повторной запрессовке должно составлять 0,7
при повторной запрессовке должно составлять 0,7![]() .
.
1.5. Расчетное значение напряжения ![]() рекомендуется проверить и уточнить на образцах.
рекомендуется проверить и уточнить на образцах.
Пример расчета параметров при запрессовке труб
Требуется определить значение напряжения, подведенного к разрядному контуру, необходимое для запрессовки труб размером 16х1,5 мм в трубную решетку шириной перемычки ![]() =5,0 мм и диаметром отверстия
=5,0 мм и диаметром отверстия ![]() =16,3 мм при длине запрессовки
=16,3 мм при длине запрессовки ![]() =0,052 м. Материал труб и трубной решетки - титановые сплавы. Емкость конденсаторной батареи
=0,052 м. Материал труб и трубной решетки - титановые сплавы. Емкость конденсаторной батареи ![]() =16 мкф (для электрогидроимпульсных установок типов "Молния-10", Т0223).
=16 мкф (для электрогидроимпульсных установок типов "Молния-10", Т0223).
По графикам черт.1 определяем значение ![]() .
.
![]() .
.
По графикам черт.2 определяем значение ![]() :
:
при ![]() и
и ![]()
![]() .
.
По графикам черт.3 находим значение ![]() :
:
при ![]() =16 мм
=16 мм ![]() =0,0275.
=0,0275.
Если наполнитель электровзрывного патрона - вода, то, согласно табл.2, ![]() =1,0 и
=1,0 и
![]() кВ.
кВ.
Если наполнитель электровзрывного патрона - смесь технического желатина (25%), глицерина (25%) и воды, то ![]() =0,80 и
=0,80 и
![]() кВ.
кВ.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 3 (рекомендуемое). АКТ
ПРИЛОЖЕНИЕ 3
Рекомендуемое
"______" ______________ 19____ г.
Настоящий акт составлен о том, что | |
(наименование изделия, заводской номер) | |
принято отделом технического контроля под запрессовку труб энергией электрического взрыва проводников.
Фактическая толщина трубной решетки составляет | мм. | |||||
|
| |||||
|
| |||||
Штамп ОТК
ПРИЛОЖЕНИЕ 4 (рекомендуемое). ПАСПОРТ на электровзрывные патроны для запрессовки труб в трубных решетках
ПРИЛОЖЕНИЕ 4
Рекомендуемое
1. | |||
(индекс и заводской номер теплообменного аппарата) | |||
2. | |||
(номер технических условий, рабочего чертежа, инструкции на электровзрывные патроны) | |||
3. Количество собранных патронов | шт. | ||
4. " | " | 19 | г. | |||
(дата сборки патронов) | ||||||
5. Геометрические размеры патронов и качество их соответствуют требованиям технических условий, чертежа и инструкции на патроны.
6. Сборку патронов производил
(должность, ф.и.о.) | (подпись) |
Ответственный за проведение работ
(ф.и.о.) | (подпись) | ||||||
Контрольный мастер ОТК | (подпись) | ||||||
Штамп ОТК
"______" ______________ 19____ г.
ПРИЛОЖЕНИЕ 5 (рекомендуемое). ПАСПОРТ ОБРАЗЦА-СВИДЕТЕЛЯ
ПРИЛОЖЕНИЕ 5
Рекомендуемое
N ________
1. | ||
(индекс и заводской номер теплообменного аппарата) | ||
2. | "______" __________________ 19____ г. | |
(дата запрессовки) | ||
3. Таблица исходных и расчетных величин
Размеры в мм
Обозначение отверстий | Трубная решетка | Труба | |||||||
Диаметр отверстия | Толщина | Номер | Наружный диаметр | Внутренний диаметр | Диамет- ральный зазор | Внутренний диаметр трубы после запрессовки | Степень запрес- совки | ||
|
| ||||||||
Контрольный мастер ОТК
"______" ______________ 19____ г.
ПРИЛОЖЕНИЕ 6 (рекомендуемое). АКТ
ПРИЛОЖЕНИЕ 6
Рекомендуемое
от "______" ______________ 19____ г.
Настоящий акт составлен представителем отдела технического контроля цеха N | ||||||||
т. | и ответственным за проведение работ т. | |||||||
(ф.и.о.) | (ф.и.о.) | |||||||
в том, что трубы в теплообменном аппарате, заводской N _________ , были запрессованы энергией электрического взрыва проводников в соответствии с инструкцией N | ||||||||
и технологическим процессом N | . | |||||||
(дата запрессовки) | ||||||||
Повторно запрессованы или подвальцованы механической вальцовкой | ||||||||
(шт.) | ||||||||
труб согласно таблице. | ||||||||
Номер трубной решетки | Номер ряда | Номер трубы | Запрессовка (первичная или повторная) или механическая подвальцовка |
Примечание. По требованию заказчика к данному акту прикладывается таблица замеров раздачи труб.
Контрольный мастер ОТК | (подпись) | |||
(ф.и.о.) | ||||
Ответственный за проведение работ | (подпись) | |||
(ф.и.о.) | ||||
ПРИЛОЖЕНИЕ 7 (рекомендуемое). АКТ
ПРИЛОЖЕНИЕ 7
Рекомендуемое
от "______" ______________ 19____ г.
Настоящий акт составлен о том, что изделие | |||
(наименование, заводской номер) | |||
после запрессовки труб энергией электрического взрыва проводников испытано | |||
(метод испытания) | |||
При испытаниях обнаружено | |||
Выявленные дефекты устранены | |||
Начальник ОТК | (подпись) | |
(ф.и.о.) |