ГОСТ 23544-84
Группа Е46
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЖГУТЫ ПРОВОДОВ ДЛЯ АВТОТРАКТОРНОГО ЭЛЕКТРООБОРУДОВАНИЯ
Общие технические условия
Ropes of wires for autotractor electrical equipment. General specifications
ОКП 35 8400
Дата введения 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Государственным комитетом СССР по стандартам 30.11.84 N 4075
3. Срок первой проверки - 1990 год. Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 23544-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 15.001-88 | 3.3.3 |
ГОСТ 20.57.406-81 | 4.1; 4.4.5; 4.4.6; 4.5.1; 4.5.2; 4.5.3 |
ГОСТ 166-89 | 4.2.1 |
ГОСТ 427-75 | 4.2.1 |
ГОСТ 860-75 | 2.4.4 |
ГОСТ 7855-84 | 4.4.2; 4.4.3 |
ГОСТ 8828-89 | 5.3 |
ГОСТ 12177-79 | 4.2.1 |
ГОСТ 15150-69 | 5.6 |
ГОСТ 16214-86 | 2.4.1 |
ГОСТ 17515-72 | 2.2 |
ГОСТ 18242-72* | 3.1 |
________________ | |
ГОСТ 18620-80 | 5.4 |
ГОСТ 19034-82 | 2.3.2 |
ГОСТ 21930-76 | 2.3.2; 2.3.3 |
ГОСТ 21931-76 | 2.3.2; 2.3.3 |
ГОСТ 22261-94 | 4.3.2; 4.3.3 |
ГОСТ 23216-78 | 5.1 |
6. Ограничение срока действия снято постановлением Госстандарта СССР от 26.06.91 N 1022
7. ИЗДАНИЕ (январь 2002 г.) с Изменением N 1, утвержденным в апреле 1988 г. (ИУС 7-88)
Настоящий стандарт распространяется на жгуты проводов (далее - жгуты), предназначенные для соединения электрических схем изделий автотракторного электрооборудования. Категория размещения 1-5, климатическое исполнение У, ХЛ, Т по ГОСТ 15150.
Настоящий стандарт распространяется также на армированные провода.
Перечень машин, на которых устанавливают жгуты, изготовленные в соответствии с настоящим стандартом, приведены в приложении 2.
(Измененная редакция, Изм. N 1).
1. РАЗМЕРЫ
1. РАЗМЕРЫ
1.1. Длина отдельных проводов и проводов, входящих в жгут, должна быть не менее 100 мм и кратной 10.
По согласованию изготовителя с потребителем допускается меньшая длина проводов.
1.2. Длина ответвлений жгута должна быть не менее 50 мм. Длина ответвлений до соединительной колодки должна быть не менее 100 мм.
Допускаются по согласованию изготовителя с потребителем ответвления меньшей длины.
1.3. Расстояние между двумя соседними ответвлениями, выходящими из разных точек ствола, должно быть не менее 50 мм.
По согласованию изготовителя с потребителем допускается меньшее расстояние между ответвлениями.
1.4. Предельные отклонения от номинальных размеров элементов жгута, если они не указаны на чертеже, должны быть:
от минус 10 до плюс 50 мм - для длин отдельных проводов, и проводов, ответвляющихся от жгутов;
±10 мм - для расстояния между соседними ответвлениями и для мест установки изолирующих трубок или деталей;
±15 мм - для длин трубок, скрепляющей оплетки или обмотки;
±20 мм - для мест установки бандажей;
±5 мм - по ширине одиночных бандажей.
1.5. Обозначение жгутов должно присваиваться по чертежам предприятия - разработчика жгутов.
Термины, применяемые в настоящем стандарте, и их пояснения приведены в приложении 3. В условное обозначение жгута должны входить: номер чертежа жгута (по конструкторской документации, утвержденной в установленном порядке) и обозначение нормативно-технической документации на конкретные жгуты.
В условном обозначении жгута для районов с тропическим или холодным климатом после номера чертежа жгута должно быть указано обозначение климатического исполнения - Т или ХЛ.
Пример условного обозначения жгута проводов щитка приборов для автобуса Ликинского автобусного завода модели ЛИАЗ-677, выполненного согласно чертежу 677-3724207-70:
Жгут 677-3724207-70 ТУ…
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Жгуты должны изготовляться в соответствии с требованиями настоящего стандарта, стандартов или технических условий на конкретные жгуты, по конструкторской и технологической документации, утвержденной в установленном порядке.
По согласованию изготовителя с потребителем жгуты могут изготавливать по эталонным образцам, утвержденным в установленном порядке.
Объем требований, в зависимости от особенностей конструкции жгутов, должен устанавливаться в технических условиях на конкретные жгуты.
2.2. Жгуты должны состоять из армированных или неармированных проводов, скрепленных между собой, и других элементов (соединительных устройств, наконечников и т.п.).
Провода для жгутов, предназначенных для соединения автотракторного электрооборудования и приборов номинальным напряжением до 48 В, должны соответствовать нормативно-технической документации.
Допускается применение проводов НВ по ГОСТ 17515, а также проводов других марок по нормативно-технической документации.
В жгутах, работающих при температуре более 70 °С, должны применяться провода марок ПВА, ПВАЭ, ПГВТА, ПГВА, ПГВАЭ, ПГВАБ и ПРВАД.
В жгутах исполнения У, устанавливаемых снаружи грузовых автомобилей, машин, монтируемых на их шасси, прицепов и полуприцепов, должны применяться провода марок ПГВА-ХЛ, ПГВТА, ПГВА, ПГВАЭ, ПГВАБ и ПГВАД. Применение проводов марок ПГВА, ПГВАЭ, ПГВАБ и ПГВАД в жгутах проводов для грузовых автомобилей допускается до 01.01.90.
Провод марки АМГ, армированный наконечниками, должен применяться для соединения электрооборудования с корпусом.
Провода для жгутов, предназначенных для соединения аппаратов системы зажигания двигателей номинальным напряжением свыше 1000 В, должны соответствовать нормативно-технической документации на провода.
По согласованию изготовителя с потребителем вместо проводов в жгутах применяют многожильные кабели, в том числе спиральные.
(Измененная редакция, Изм. N 1).
2.3. Армирование проводов наконечниками
2.3.1. Для армирования проводов должны применяться наконечники по нормативно-технической документации.
2.3.2. Армирование проводов наконечниками должно производиться методом холодного опрессования без пайки или с последующей пайкой.
Армирование проводов для аккумуляторных батарей и стартеров должно проводиться литьем под давлением припоем марки ПОССУ* 4-4 или, по согласованию с потребителем, методом холодного опрессования без пайки или с последующей пайкой.
______________
* Соответствует оригиналу. - Примечание.
Допускается для жгутов первой категории качества армирование проводов наконечниками методом пайки. Для пайки должен применяться припой марки ПОС-40 по ГОСТ 21930 и ГОСТ 21931.
Допускается по согласованию с потребителем применение припоя марки ПОС-30, а для пайки наконечников аккумуляторных батарей припоя марки ПОССу* 4-4 или ПОССу* 18-2.
______________
* Соответствует оригиналу. - Примечание.
По согласованию потребителя с изготовителем допускается применение припоя других марок.
Применение при пайке кислотных флюсов не допускается.
По согласованию изготовителя с потребителем для защиты мест соединения наконечника и провода могут применять трубки из поливинилхлоридного пластиката по ГОСТ 19034 или резины, резиновые колпачки или другие защитные элементы по нормативно-технической документации.
Длина трубок должна быть предусмотрена в чертежах.
Для защиты наконечников высоковольтных жгутов должны применяться колпачки по нормативно-технической документации.
2.3.3. Концы проводов в жгуте, не армированные наконечниками, должны быть зачищены от изоляции на длине 5-7 мм и облужены оловянно-свинцовым припоем по ГОСТ 21930 и ГОСТ 21931, если на чертеже не указаны другие требования.
Диаметры облуженных концов жил не должны превышать для сечений:
0,5 и 0,75 мм![]() - 1,5 мм;
- 1,5 мм;
1,0 мм![]() - 1,9 мм;
- 1,9 мм;
1,5 мм![]() - 2,2 мм;
- 2,2 мм;
2,5 мм![]() - 3,5 мм.
- 3,5 мм.
2.3.4. При зачистке изоляции на концах проводов допускается подрез не более одной проволоки жил. Наличие флюса и грязи на наконечниках не допускается. Наконечники после армирования их на проводах должны сохранять присоединительные размеры, установленные чертежом, и не должны иметь трещин.
2.4. Скрепление проводов в жгуты
2.4.1. Провода в жгуты скрепляют:
бандажами, выполненными липкой поливинилхлоридной лентой по ГОСТ 16214 и нормативно-технической документации;
стяжными зубчатыми лентами;
приваркой проводов, расположенных в одной плоскости, к скрепляющему элементу, выполненному в виде поливинилхлоридной ленты или одного из проводов жгута, выполненного зигзагом.
Бандажи накладывают у каждого ответвления и между ответвлениями таким образом, чтобы расстояние между бандажами было не более 250 мм, если расстояние не указано на чертеже. Число слоев липкой ленты в бандаже не менее 2,5, при этом начало наложения бандажа должно быть перекрыто последующей обмоткой.
2.4.2. По согласованию изготовителя с потребителем провода в жгутах могут быть защищены и скреплены в жгут трубкой из поливинилхлоридного пластиката или обмоткой липкой поливинилхлоридной лентой, поливинилхлоридной пленкой, полиэтиленовой пленкой. Трубка на жгуте должна быть закреплена бандажом или другими способами, исключающими ее перемещение.
Допускается по согласованию с потребителем свободное перемещение трубки на жгуте или отдельном проводе.
Обмотка лентой или пленкой должна производиться с перекрытием, в соответствии с нормативно-технической документацией.
2.4.3. По согласованию изготовителя с потребителем провода могут быть скреплены в жгут оплеткой из искусственных, синтетических, хлопчатобумажных или смешанных (комбинированных) нитей.
Коэффициент поверхностной плотности оплетки должен быть не менее 70%, если другой не указан на чертеже.
Допускается пропуск отдельных нитей в пряди на длине до 10 шагов оплетки при условии сохранения всех прядей обратного направления. Концы скрепляющей оплетки должны быть защищены от расплетания.
2.4.4. В случаях, когда требуется подавление радиопомех, провода скрепляют в жгут и защищают экраном, выполненным оплеткой или обмоткой из медных проволок, луженных припоем марки ПОС-40.
Медная проволока для экранирования жгутов тропического исполнения должна быть покрыта оловом по ГОСТ 860.
Плотность оплетки или обмотки должна соответствовать чертежам.
2.4.5. Высоковольтные провода для систем зажигания должны скрепляться в жгут резиновыми кольцами или другими скрепляющими элементами по нормативно-технической документации.
2.4.6. По согласованию изготовителя с потребителем провода должны скреплять в жгут наконечниками, соединительными скобами, соединительными колодками, штепсельными разъемами. Сращивание проводов скруткой внутри жгута не допускается.
Допускается по согласованию с потребителем скреплять провода в жгут другими способами и материалами, при этом жгут должен удовлетворять всем требованиям настоящего стандарта.
2.4.7. Отличительная маркировка проводов, скрепленных в жгут, должна производиться проводами с цветной изоляцией по нормативно-технической документации.
По согласованию изготовителя с потребителем допускается применять буквенно-цифровую маркировку проводов в соответствии с электросхемой соединений, нанесенную на поливинилхлоридную трубку, защищающую место соединения наконечника с проводом.
(Измененная редакция, Изм. N 1).
2.5. Требования к электрическим параметрам
2.5.1. Жгуты должны обеспечивать целостность электрических цепей.
2.5.2. Падение напряжения на соединении наконечника с проводом, армированного методом холодного опрессования, должно быть не более указанного в табл.1.
Таблица 1
Номинальное сечение провода, мм | Номинальный ток испытания, А | Падение напряжения, мВ |
0,20 | 5 | 30 |
0,35 | 5 | 30 |
0,50 | 5 | 30 |
0,75 | 10 | 30 |
1,0 | 10 | 20 |
1,2 | 10 | 15 |
1,5 | 15 | 30 |
2,0 | 20 | 15 |
2,5 | 30 | 20 |
3,0 | 30 | 15 |
4,0 | 50 | 30 |
5,0 | 50 | 25 |
6,0 | 50 | 20 |
8,0 | 50 | 15 |
10,0 | 100 | 20 |
16,0 | 200 | 30 |
25,0 | 200 | 30 |
35,0 | 200 | 20 |
50,0 | 200 | 20 |
70 | 200 | 15 |
95,0 | 200 | 15 |
Примечание. Для жгутов системы зажигания напряжением выше 1000 В требование по падению напряжения не устанавливают.
Падение напряжения на соединении штекерных наконечников серии 2,8 с проводом при токе 6 А должно быть не более 10 мВ.
2.5.3. Падение напряжения на соединении штекерных наконечников серий 6,35; 7,7; 9,5 при токе 15 А должно быть не более 25 мВ, серий 2,8 и 4,8 при токе 6 А - не более 30 мВ.
2.6. Требования к стойкости при механических воздействиях
2.6.1. Усилие отрыва болтового наконечника от провода должно быть не менее указанного в табл.2.
Таблица 2
Номинальное сечение провода, мм | Усилие отрыва, Н |
0,20 | 19,6 |
0,35 | 39,2 |
0,50 | 78,5 |
0,75 | 78,5 |
1,0 | 137,3 |
1,2 | 137,3 |
1,5 | 137,3 |
2,0 | 137,3 |
2.5 | 137,3 |
3,0 | 137,3 |
4,0 | 294,3 |
5,0 | 294,3 |
6,0 | 441,5 |
8,0 | 441,5 |
10,0 | 441,5 |
16,0 | 1275,3 |
25,0 | 1275,3 |
35,0 | 2452,5 |
50,0 | 2943,0 |
70,0 | 2943,0 |
95,0 | 2943,0 |
2.6.2. Усилие отрыва наконечника к выводам аккумуляторных батарей и стартеров от провода должно быть не менее указанного в табл.3.
Таблица 3
Номинальное сечение провода, мм | Усилие отрыва, Н |
6,0 | 441,5 |
10,0 | 441,5 |
16,0 | 686,7 |
25,0 | 981,0 |
35,0 | 1275,3 |
50,0 | 1373,4 |
70,0 | 1373,4 |
2.6.3. Усилие отрыва штекерного наконечника от провода должно быть не менее указанного в табл.4.
Таблица 4
Номинальное сечение провода, мм | Усилие отрыва, Н, для штекерных наконечников серий | ||||
2,8 | 4,8 | 6,35 | 7,7 | 9,5 | |
0,20 | - | 19,6 | - | - | - |
0,35 | 39,2 | 24,5 | 58,3 | - | - |
0,50 | 58,9 | 58,9 | 78,5 | 78,5 | - |
0,75 | 68,7 | 68,7 | 78,5 | 78,5 | - |
1,0 | 78,5 | 78,5 | 137,3 | 137,3 | - |
1,2 | 88,3 | 88,3 | 137,3 | 137,3 | - |
1,5 | 98,1 | 98,1 | 137,3 | 137,3 | - |
2,0 | - | - | 137,3 | 137,3 | - |
2,5 | - | - | 137,3 | 137,3 | - |
3,0 | - | - | 196,2 | 196,2 | - |
4,0 | - | - | 294,3 | 294,3 | 294,3 |
5,0 | - | - | 343,4 | 343,4 | 343,4 |
6,0 | - | - | 441,5 | 441,5 | 441,5 |
Примечание. Усилие отрыва колодочных штекерных наконечников от провода сечением 4,0 мм![]() должно быть не менее 196,2 Н, от провода сечением 6,0 мм
должно быть не менее 196,2 Н, от провода сечением 6,0 мм![]() - 294,3 Н.
- 294,3 Н.
2.6.4. Усилие отрыва припаянного наконечника от провода должно быть не менее 78,5 Н для провода сечением 0,5-1,0 мм![]() , 117,7 Н для провода сечением 1,5-6 мм
, 117,7 Н для провода сечением 1,5-6 мм![]() и 176,6 Н для провода сечением 10 мм
и 176,6 Н для провода сечением 10 мм![]() и выше.
и выше.
2.6.5. Усилие отрыва наконечника от провода для систем зажигания должно быть не менее 98,1 Н при температуре (25±10) °С и не менее 49,1 Н при температуре (80±3) °С.
2.6.6 Усилия соединения и разъединения штекерных наконечников должны соответствовать указанным в табл.5.
Таблица 5
Серия наконечника | Усилие соединения, Н, не более | Усилие разъединения, Н |
Штекерные | ||
2,8 | 39,2 | 14,7-49,1 |
4,8 | 49,1 | 14,7-58,9 |
6,35 | 68,7 | 29,4-98,1 |
9,5 | 78,5 | 58,9-107,9 |
Штекерные | ||
Колодочные | ||
2,8 | 4,4 | 3,9-9,8 |
6,35 | 11,8 | 5,9-11,8 |
7,7 | 24,5 | 9,8-24,5 |
9,5 | 34,3 | 14,7-49,1 |
2.6.7. Усилие извлечения штекерного наконечника серии 2,8 из соединительной колодки должно быть не менее 44,1 Н, остальных серий - 83,4 Н.
2.6.8. Жгуты должны выдерживать воздействие вибрационных нагрузок при частоте 50 Гц и ускорении до 98 м/с![]() (10
(10![]() ).
).
2.6.9. Жгуты должны выдерживать воздействие 10000 ударов при ускорении до 147 м/с![]() (15
(15![]() ). Длительность удара 1-5 мс.
). Длительность удара 1-5 мс.
2.6.10. Усилие отрыва провода от ленты из поливинилхлоридного пластиката при скреплении приваркой должно быть не менее 9,8 Н.
2.7. Требования к стойкости при климатических воздействиях
2.7.1 Жгуты должны быть стойкими к воздействию температуры: (80±3) °С - монтируемые на двигателе и в моторном отделении; (70±3) °С - монтируемые в кабине или закрытом кузове, а также снаружи машины с учетом нагрева от солнечной радиации. Жгуты должны быть работоспособны при кратковременном воздействии повышенной температуры до 100 °С, если другая температура не указана в нормативно-технической документации на конкретные шнуры.
2.7.2. Жгуты должны быть стойкими к воздействию пониженной температуры окружающей среды до минус 40 °С; при неработающем двигателе - до минус 45 °С. Жгуты, монтируемые снаружи машины, должны быть работоспособны при температуре минус 50 °С. Жгуты в исполнении ХЛ должны быть стойкими к воздействию пониженной температуры окружающей среды до минус 60 °С.
2.7.3. Жгуты должны быть стойкими к воздействию изменения температуры окружающей среды:
от минус 40 до 80 °С - для жгутов, монтируемых на двигателе и в моторном отделении;
от минус 40 до 70 °С - для жгутов, монтируемых в кабине или закрытом кузове, а также снаружи машины;
от минус 60 до 70 °С - для жгутов в исполнении ХЛ.
2.7.4. Жгуты должны быть стойкими к воздействию относительной влажности воздуха до 98% при температуре 40 °С.
2.7.5. Жгуты должны быть стойкими к воздействию пониженного атмосферного давления до 61,5 кПа.
2.7.6. Жгуты тропического исполнения должны быть стойкими к воздействию плесневых грибов.
2.8. Жгуты и отдельные провода, армированные наконечниками к выводам аккумуляторных батарей литьем под давлением, должны быть стойкими к воздействию электролита.
2.9. Жгуты должны быть стойкими к воздействию минерального масла, бензина, дизтоплива, воды и их паров.
2.10. Жгуты не должны распространять горение.
2.11. Требование к надежности
2.11.1. Средний срок службы жгутов должен быть 10 лет.
2.11.2. Минимальная наработка должна быть равна:
9000 ч - для жгутов высшей категории;
3000 ч - для жгутов первой категории, прокладываемых в моторном отделении, 5000 ч - для остальных жгутов.
2.11.3. Средний срок сохраняемости жгутов - 10 лет.
2.12. Перечень элементов конструкции жгутов приведен в приложении 1.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия жгутов требованиям настоящего стандарта должны проводиться следующие испытания: приемосдаточные, периодические, типовые. План и порядок проведения выборочного контроля - по ГОСТ 18242*.
_______________
* В Российской Федерации действует ГОСТ Р 50779.71-99.
3.2. Приемосдаточные испытания
3.2.1. Жгуты предъявляют к приемке партиями.
За партию принимают жгуты одного обозначения, изготовленные не более чем за одну смену по одной нормативно-технической документации, предъявляемые одновременно к приемке, объемом до 3200 шт.
3.2.2. Жгуты должны проверяться сплошным или выборочным контролем.
3.2.3. Приемосдаточные испытания должны проводиться в объеме и последовательности, указанных в табл.6.
Таблица 6
Группа жгутов | Наименование проверки | Пункт | Приемочный уровень дефектности, % | |
технических требований | методов испытаний | |||
Высоковольтные | 1. Проверка целостности электрических цепей | 2.5.1 | 4.3.1 | 0,15 |
2. Проверка соответствия жгутов конструкторской документации | 2.1 | 4.2.1 | 2,5 | |
Низковольтные | 1. Проверка армирования проводов наконечниками | 2.3.1, 2.3.2 | 4.2.1 | 0,25 |
2. Проверка зачистки концов проводов | 2.3.3-2.3.4 | 4.2.1 | 0,25 | |
3. Проверка предельных отклонений геометрических размеров элементов жгута | 1.4 | 4.2.1 | 2,5 | |
4. Проверка скрепления проводов в жгуты | 2.4.1-2.4.6 | 4.2.1 | 2,5 | |
5. Проверка отличительной маркировки проводов | 2.4.7 | 4.2.1 | 2,5 | |
6. Проверка соответствия жгутов конструкторской документации | 2.1 | 4.2.1 | 0,25 | |
7. Проверка целостности электрических цепей | 2.5.1 | 4.3.1 | 0,25 | |
Жгуты на соответствие п.2.5.1 допускается изготовителю проверять сплошным контролем в процессе производства.
(Измененная редакция, Изм. N 1).
3.2.4. Для проверки качества жгутов применяют одноступенчатый нормальный и облегченный виды контроля степени II.
План контроля указан в табл.7.
Таблица 7
Объем партии, шт. | Приемочный уровень дефектности, % |
|
|
|
|
|
|
Нормальный контроль | Облегченный контроль | ||||||
От 2 до | 0,15 | * | 0 | 1 | * | 0 | 1 |
0,25 | * | 0 | 1 | * | 0 | 1 | |
2,5 | * | 0 | 1 | 2 | 0 | 1 | |
От 9 до | 0,15 | * | 0 | 1 | * | 0 | 1 |
0,25 | * | 0 | 1 | * | 0 | 1 | |
2,5 | 5 | 0 | 1 | 2 | 0 | 1 | |
От 16 до | 0,15 | * | 0 | 1 | * | 0 | 1 |
0,25 | * | 0 | 1 | * | 0 | 1 | |
2,5 | 5 | 0 | 1 | 2 | 0 | 1 | |
От 26 до | 0,15 | * | 0 | 1 | * | 0 | 1 |
0,25 | * | 0 | 1 | 20 | 0 | 1 | |
2,5 | 5 | 0 | 1 | 2 | 0 | 1 | |
От 51 до | 0,15 | * | 0 | 1 | 32 | 0 | 1 |
0,25 | 50 | 0 | 1 | 20 | 0 | 1 | |
2,5 | 20 | 1 | 2 | 8 | 0 | 2 | |
От 91 до | 0,15 | 80 | 0 | 1 | 32 | 0 | 1 |
0,25 | 50 | 0 | 1 | 20 | 0 | 1 | |
2,5 | 20 | 1 | 2 | 8 | 0 | 2 | |
От 151 до | 0,15 | 80 | 0 | 1 | 32 | 0 | 1 |
0,25 | 50 | 0 | 1 | 20 | 0 | 1 | |
2,5 | 32 | 2 | 3 | 13 | 1 | 3 | |
От 281 до | 0,15 | 80 | 0 | 1 | 32 | 0 | 1 |
0,25 | 50 | 0 | 1 | 20 | 0 | 1 | |
2,5 | 50 | 3 | 4 | 20 | 1 | 4 | |
От 501 до | 0,15 | 80 | 0 | 1 | 32 | 0 | 1 |
0,25 | 50 | 0 | 1 | 20 | 0 | 1 | |
2,5 | 80 | 5 | 6 | 32 | 2 | 5 | |
От 1201 до | 0,15 | 80 | 0 | 1 | 32 | 0 | 1 |
0,25 | 200 | 1 | 2 | 80 | 0 | 2 | |
2,5 | 125 | 7 | 8 | 50 | 3 | 6 | |
Примечание. Условные обозначения, используемые в таблице:![]() - число жгутов в выборке;
- число жгутов в выборке;![]() - приемочное число;
- приемочное число;![]() - браковочное число;
- браковочное число;
* - вся партия жгутов.
3.2.5. Партию жгутов принимают, если число дефектных жгутов в выборке по каждому параметру меньше или равно приемочному числу, и бракуют, если число дефектных жгутов в выборке по какому-либо из параметров больше или равно браковочному числу.
При применении планов одноступенчатого облегченного контроля партию жгутов принимают и в том числе, если число дефектных жгутов в выборке больше приемочного числа, но меньше браковочного.
3.3. Периодические испытания
3.3.1. Периодические испытания проводят на выборке, в которую включают жгуты от текущей партии, прошедшей приемосдаточные испытания.
3.3.2. Испытания должны проводиться в объеме и последовательности, указанных в табл.8.
Таблица 8
Наименование испытаний | Пункт | Периодичность испытаний, мес | |
технических требований | методов испытаний | ||
Измерение падения напряжения | 2.5.2, | 4.3.2, | 6 |
2.5.3 | 4.3.3 | 6 | |
Измерение усилия отрыва наконечника от провода | 2.6.1-2.6.4, 2.6.5 | 4.4.1 | 3 |
Измерение усилия соединения и разъединения штекерных наконечников | 2.6.6 | 4.4.2 | 3 |
Измерение усилия извлечения штекерного наконечника из соединительной колодки | 2.6.7 | 4.4.3 | 3 |
Измерение усилия отрыва провода от поливинилхлоридной ленты | 2.6.10 | 4.4.8 | 12 |
Испытание на теплостойкость | 2.7.1 | 4.5.1 | 12 |
Испытание на холодостойкость | 2.7.2 | 4.5.2 | 12 |
Испытание на стойкость к воздействию электролита | 2.8 | 4.6 | 12 |
При установившемся производстве допускается переход на удвоенный срок периодичности испытаний при выполнении следующих условий:
непрерывность производства;
серийное производство превышает два года;
удовлетворительные результаты на четырех последовательно проведенных периодических испытаниях;
отсутствие в течение последнего года рекламаций, связанных с ухудшением параметров;
уровень сдачи изделий с первого предъявления не менее 0,9.
При нарушении хотя бы одного из этих условий следует переходить на первоначальную периодичность.
3.3.3. Периодические испытания проводят по плану выборочного двухстворчатого контроля на выборке объемом 15 жгутов (![]() =5,
=5, ![]() =10) с приемочным числом для суммарной выборки, равным единице.
=10) с приемочным числом для суммарной выборки, равным единице.
Если в первой выборке не обнаружено ни одного дефектного жгута, то партию принимают. При получении неудовлетворительных результатов хотя бы по одному показателю, по этому показателю должно быть проведено испытание второй выборки.
Если во второй выборке не обнаружено ни одного дефектного жгута, то партия должна быть принята.
Если в этой выборке обнаружен хотя бы один дефектный жгут, то партия должна быть забракована.
При получении неудовлетворительных результатов испытаний приемку жгутов приостанавливают до получения положительных результатов повторных испытаний.
Результаты испытаний должны быть оформлены протоколом по форме, соответствующей ГОСТ 15.001*. Результаты испытаний направляют потребителю по его требованию.
_______________
* В Российской Федерации действует ГОСТ Р 15.201-2000.
3.4. Типовые испытания
3.4.1. Типовые испытания проводят при изменении конструкции, технологии, применяемых материалов, если эти изменения могут оказать влияние на качество жгутов.
Объем испытаний и число жгутов, подвергаемых испытаниям, должны определяться программой, составленной изготовителем и согласованной с разработчиком жгутов, в зависимости от степени возможного влияния предлагаемых изменений на качество выпускаемых жгутов.
Типовые испытания рекомендуется проводить на соответствие требованиям пунктов, указанных в табл.6 и 8 и пп.2.6.8; 2.6.9; 2.7.3; 2.11.2.
3.5. Потребитель проводит входной контроль качества жгутов на соответствие требованиям настоящего стандарта.
Испытания проводят по методам, установленным в настоящем стандарте.
Проверка должна проводиться не более чем на 1% жгутов от партии, но не менее чем на трех жгутах. За партию принимают количество жгутов, полученное потребителем по одному сопроводительному документу.
При получении неудовлетворительных результатов хотя бы по одному показателю, по этому показателю должно быть проведено повторное испытание удвоенного числа жгутов, взятых от той же партии.
Результаты повторной проверки распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания должны быть проведены в нормальных климатических условиях по ГОСТ 20.57.406, если в конкретных методах не указаны другие условия испытания.
4.2. Проверка конструкции жгутов
4.2.1. Проверка жгутов на соответствие требованиям пп.1.4; 2.1; 2.3.2-2.3.4.; 2.4.1-2.4.7 должна проводиться измерением линейкой по ГОСТ 427, штангенциркулем по ГОСТ 166 и внешним осмотром. Базой измерений служит ось ствола жгута и оси ответвлений жгута.
Определение коэффициента поверхностной плотности оплетки должно проводиться по ГОСТ 12177.
4.3. Проверка электрических параметров
4.3.1. Проверка целостности электрических цепей жгутов (п.2.5.1) должна проводиться любым индикаторным устройством, обеспечивающим качество проверки.
4.3.2. Измерение падения напряжения на соединении наконечника с проводом (п.2.5.2) следует проводить на трех образцах армированных проводов для каждого сечения провода.
Длина образца должна быть не менее 60 мм. Схема ![]() измерения указана на черт.1.
измерения указана на черт.1.
Черт.1. Схема измерения падения напряжения
Схема измерения падения напряжения
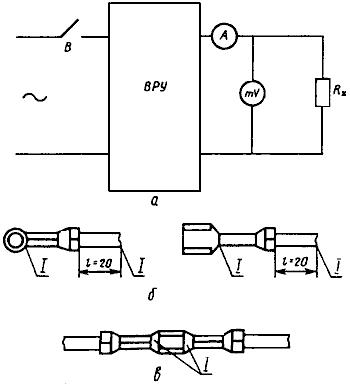
В - рубильник; ВРУ - выпрямительно-регулирующее устройство; А - амперметр;
mV - милливольтметр; ![]() - точка измерения падения напряжения
- точка измерения падения напряжения
Черт.1
Падение напряжения между точками, указанными на схеме ![]() , измеряется при прохождении постоянного тока через образец.
, измеряется при прохождении постоянного тока через образец.
Падение напряжения не должно превышать значений, указанных в п.2.5.2.
Для измерения силы тока и напряжения должны применяться приборы не ниже первого класса точности по ГОСТ 22261. Допускается применение амперметров с пределом измерений от 50 до 200 А классов точности не ниже 1,5.
4.3.3. Измерение падения напряжения на соединении штекерных наконечников (п.2.5.3) должно проводиться на трех образцах армированных проводов для каждого типа наконечников. Длина образцов должна обеспечивать подсоединение их к приборам.
Схема измерения указана на черт.1.
Падение напряжения на соединении штекерных наконечников с проводом, указанным на схеме ![]() , измеряется при прохождении постоянного напряжения через внутренний и внешний наконечники образцов, соединенных между собой.
, измеряется при прохождении постоянного напряжения через внутренний и внешний наконечники образцов, соединенных между собой.
Падение напряжения не должно превышать значения, указанного в п.2.5.3, как после первого, так и после восьмого соединения штекерных наконечников между собой.
Для измерения должны применяться приборы не ниже первого класса точности по ГОСТ 22261.
4.4. Проверка механических параметров
4.4.1. Измерение усилия отрыва наконечника от провода (п.2.6.1-2.6.5) должно проводиться на трех образцах армированных проводов для каждого сечения провода.
Усилие должно измеряться на разрывных машинах по ГОСТ 7855.
Длина образцов должна быть не менее 200 мм.
Нагрузку прикладывают вдоль оси провода при скорости подвижного зажима 50-100 мм/мин до отрыва наконечника от провода.
Допускается проводить измерение с помощью динамометра, обеспечивающего измерение усилия отрыва в соответствии со значением по пп.2.6.1-2.6.5.
Нагрузку на наконечник, который армирует два или более проводов, прикладывают вдоль оси провода наименьшего сечения и измеряют усилие отрыва наконечника от этого провода.
Значения усилия отрыва наконечника от провода должны соответствовать приведенным в пп.2.6.1-2.6.5.
4.4.2. Измерение усилия соединения и разъединения штекерных наконечников (п.2.6.6) должно проводиться на трех образцах наконечников каждого типа, отобранных от жгута, на специальном приспособлении со стальными калибрами, установленном на разрывной машине по ГОСТ 7855. Скорость движения подвижного зажима - 50-100 мм*.
_____________
* Соответствует оригиналу. - Примечание.
Направление движения - по оси наконечника.
Значения усилия на первом и восьмом соединении и разъединении должно соответствовать приведенным в табл.6 (п.2.6.6.).
Схема приспособления для измерения усилия соединения и разъединения штекерных наконечников указана на черт.2.
Черт.2. Схема приспособления для измерения усилия соединения и разъединения штекерных наконечников
Схема приспособления для измерения усилия соединения
и разъединения штекерных наконечников
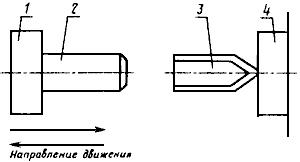
1 - подвижный зажим; 2 - калибр; 3 - штекерный наконечник; 4 - неподвижный зажим
Черт.2
4.4.3. Измерение усилия извлечения штекерного наконечника из соединительной колодки (п.2.6.7) должно проводиться на трех образцах наконечников каждого типа, отобранных от жгута, на разрывных машинах по ГОСТ 7855.
Нагрузку прикладывают вдоль оси провода при скорости подвижного зажима 50-100 мм/мин до извлечения наконечника из соединительной колодки.
Усилие извлечения штекерного наконечника из соединительной колодки должно соответствовать указанному в п.2.6.7.
4.4.4. Испытания на вибро- и ударопрочность (пп.2.6.8; 2.6.9) должны проводиться на трех образцах жгутов, свернутых в бухты с внутренним диаметром не более 250 мм, закрепленных на платформе стенда.
Если длина жгутов не позволяет свернуть их в бухты, то крепить эти жгуты на платформе следует в расправленном состоянии.
4.4.5. Испытание на вибропрочность (п.2.6.8) должно проводиться по ГОСТ 20.57.406 (метод 103-1.6) без электрической нагрузки на вибростенде в течение 8 ч.
4.4.6. Испытание на ударопрочность (п.2.6.9) должно проводиться по ГОСТ 20.57.406 (метод 104-1) без электрической нагрузки на ударном стенде.
4.4.7. После испытаний по пп.4.4.5; 4.4.6 следует проводить проверку жгутов на соответствие требованиям пп.2.5.1; 2.5.2; 2.6.1-2.6.5 (не более 10 образцов проводов, армированных различными типами наконечников, отобранных от каждого жгута).
4.4.8. Измерение усилия отрыва провода от поливинилхлоридной ленты (п.2.6.10) должно проводиться на образцах жгутов. Усилие прилагают к подложке из ленты к проводу, предварительно отогнутому на 180 °С*. Значение усилия отрыва должно соответствовать установленному в п.2.6.10.
______________
* Соответствует оригиналу. - Примечание.
4.5. Проверка на соответствие требованиям к стойкости при климатических воздействиях
4.5.1. Испытание на теплостойкость (п.2.7.1) должно проводиться на образцах жгутов по ГОСТ 20.57.406 (метод 201-1.1).
Образцы жгутов помещают в камеру тепла с температурой, указанной в п.2.7.1, и выдерживают в течение 3 ч.
После выдержки образцы извлекают из камеры тепла.
Сразу после извлечения из камеры следует проводить проверку жгутов на соответствие требованиям пп.2.5.1; 2.5.2; 2.6.1-2.6.5 (не более 10 образцов проводов, армированных различными типами наконечников, отобранных от каждого жгута).
4.5.2. Испытание на холодостойкость (п.2.7.2) должно проводиться на образцах жгутов по ГОСТ 20.57.406 (метод 203-1).
Образцы жгутов помещают в камеру холода с температурой, соответствующей п.2.7.2, и выдерживают не менее 3 ч.
После выдержки образцы извлекают из камеры холода и выдерживают не менее 1 ч в нормальных климатических условиях.
Затем проводят проверку жгутов на соответствие требованиям пп.2.5.1; 2.5.2; 2.6.1-2.6.5 (не более 10 образцов проводов, армированных различными типами наконечников и колодок, отобранных от каждого жгута).
4.5.3. Испытание на воздействие изменения температуры окружающей среды (п.2.7.3) должно проводиться на образцах жгутов по ГОСТ 20.57.406 (метод 205-1). Время выдержки в камере тепла и холода по 3 ч. Температура испытания должна соответствовать указанной в п.2.7.3.
Затем проводят проверку жгутов на соответствие требованиям пп.2.5.1; 2.5.2; 2.6.1-2.6.5 (не более 10 образцов проводов, армированных различными типами наконечников, отобранных от каждого жгута).
4.6. Испытание на стойкость к воздействию электролита (п.2.8) должно проводиться на образцах проводов, армированных литыми из припоя марки ПОССу 4-4 наконечниками.
Длина образца должна быть не менее 200 мм.
Провод с наконечниками погружают на глубину (50±5) мм в электролит плотностью 1,28 г/см![]() и выдерживают в течение 48 ч.
и выдерживают в течение 48 ч.
После выдержки провод с наконечником извлекают из электролита и осматривают. На наконечнике не должно быть следов коррозии.
Затем участок провода около наконечника длиной не менее 10 мм очищают от изоляции. На токопроводящей жиле не должно быть следов электролита.
4.7. Испытание на наработку (п.2.11.2) должно проводиться на пяти образцах жгутов проводов, прошедших приемосдаточные испытания. Перед испытанием должен проводиться наружный осмотр, измерение падения напряжения (п.2.5.2) и проверка целостности электрических цепей (п.2.5.1) жгутов.
Образцы подвергают воздействию девяти повторяющихся испытательных циклов. Должна быть следующая последовательность воздействия в пределах одного испытательного цикла:
повышенной температуры 90 °С в течение 60 ч для жгутов, монтируемых в моторном отделении, и 50 ч для остальных жгутов;
пониженной температуры в соответствии с п.2.7.2 в течение 6 ч;
относительной влажности 94-100% при температуре 55 °С в течение 18 ч;
минерального масла при температуре 90 °С в течение 2 ч;
автомобильного бензина при температуре 20 °С в течение 7 ч;
электролита в течение 8 ч (только для жгутов с наконечника, литыми из припоя марки ПОССу 4-4).
После каждого воздействия образцы выдерживают в нормальных климатических условиях не менее 30 мин.
После окончания каждого цикла испытаний образцы осматривают без применения увеличительных приборов. На поверхности проводов, колодок резинотехнических изделий не должно быть трещин и жгуты должны соответствовать требованиям пп.2.5.1; 2.5.2; 2.6.1-2.6.5.
Один цикл испытаний соответствует 1000 ч наработки.
Примечание. Метод испытания по п.4.7 вводился факультативно до 01.01 91 г.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, транспортирование и хранение жгутов должны соответствовать ГОСТ 23216.
5.2. Жгуты должны быть упакованы в мешки, контейнеры, ящики.
Допускается по согласованию с потребителем упаковывать жгуты в другую тару, обеспечивающую сохранность при транспортировании и хранении. Допускается укладывать жгуты в пачки.
5.3. Жгуты или пачки должны быть перевязаны и уложены в транспортной таре рядами по ширине и слоями по высоте. Каждый слой должен быть переложен бумагой по ГОСТ 8828.
Допускается каждый слой не перекладывать бумагой и при упаковке в ящики и контейнеры жгуты не перевязывать.
Жгуты для запчасти должны быть обернуты бумагой.
Допускается по согласованию с потребителем другой вид упаковки жгутов, запчасти.
Допускается по согласованию с потребителем жгуты не упаковывать в транспортную тару.
5.4. Маркировка жгутов должна соответствовать ГОСТ 18620.
К каждому жгуту, пачке или упаковочной таре должен прикрепляться ярлык, на котором должны быть указаны:
товарный знак предприятия-изготовителя;
обозначение жгутов;
число жгутов;
дата изготовления (месяц, год);
обозначение нормативно-технической документации на конкретные жгуты;
номер по каталогу (жгутов для запчасти);
срок действия консервации (жгутов для запчасти);
на ярлыке должен быть проставлен штамп ОТК.
(Измененная редакция, Изм. N 1).
5.5 Условия транспортирования и хранения жгутов должны соответствовать указанным в табл.9.
Таблица 9
Районы транспортирования и хранения | Обозначение условий транспортирования в части воздействия | Обозначение условий хранения по ГОСТ 15150 | |
механических факторов по ГОСТ 23216 | климатических факторов такие же условия хранения по ГОСТ 15150 | ||
Районы Крайнего Севера и труднодоступные районы по ГОСТ 15846 | Ж | 8(ОЖЗ) | 2(С) |
Остальные районы СССР | Л | 8(ОЖЗ) | 1(Л) |
5.6. Температурные условия при транспортировании жгутов авиатранспортом должны соответствовать ГОСТ 15150.
При транспортировании авиатранспортом транспортная тара должна быть закреплена так, чтобы не было перемещения жгутов.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие жгутов требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения, транспортирования и монтажа.
Гарантийный срок эксплуатации жгутов равен гарантийному сроку эксплуатации машины, на которой установлены жгуты, и исчисляется с момента ввода в эксплуатацию машины.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Перечень элементов конструкции жгута
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Наименование элемента конструкции | Обозначение документа | Марка для исполнения | ||
умеренного | холодного | тропического | ||
1. Провода автотракторные с поливинилхлоридной изоляцией | НТД | ПГВА | ПГВА-ХЛ | ПГВА-Т |
ПГВАЭ | - | ПГВАЭ-Т | ||
ПГВАД | - | ПГВАД-Т | ||
ПГВАБ | - | ПГВАБ-Т | ||
ПВА | - | ПВА | ||
ПВАЭ | - | ПВАЭ | ||
ПВАЛ | - | ПВАЛ | ||
ПГВТА | ||||
2. Провод системы зажигания на напряжение свыше 1000 В | То же | ПВВ | ПВВ-ХЛ | ПВВ-Т |
ПВРВ | ||||
3. Провод медный неизолированный плетеный | " | АМГ | АМГ | АМГ-Т |
4. Провод с поливинилхлоридной изоляцией высоковольтный помехоподавляющий | " | ПВВП | - | ПВВП |
5. Провод высоковольтный | " | ППОВ | ППОВ | ППОВ |
6. Провод высоковольтный помехоподавляющий | " | ПВППВ | ПВППВ | ПВППВ |
7. Провод высоковольтный | ПВС-7 | - | - | |
8. Детали из пластических масс для приборов зажигания | ГОСТ 928 | + | + | + |
9. Соединения семиконтактные разъемные для автомобилей и тракторов | ГОСТ 9200 | + | + | + |
10. Трубки из поливинилхлоридного пластиката | ГОСТ 19034 | ТВ-40А | ТВ-60 | ТВ-40А |
ТВ-40 | ТВ-40Т | |||
ТВ-50 | ||||
11. Лента поливинилхлоридная электроизоляционная | НТД | + | - | + |
12. Пленка поливинилхлоридная пластифицированная техническая | ГОСТ 16272 | В, Э, С | М-50 | - |
13. Колпачки резиновые защитные | ГОСТ 19323, ГОСТ 19324 | + | + | + |
14. Припои оловянно-свинцовые в изделиях | ГОСТ 21930, ГОСТ 21931 | + | + | - |
15. Проволока медная круглая электротехническая | ГОСТ 2112 | + | + | + |
16. Олово | ГОСТ 860 | - | - | + |
17. Наконечники автотракторных проводов низкого напряжения | НТД | + | + | + |
18. Наконечники проводов к выводам батарей и стартеров | То же | + | + | + |
19. Наконечники штекерные плоские и колодки соединительные изолирующие для изделий автотракторного оборудования и приборов | " | + | + | + |
20. Разъемы штепсельные | " | + | + | + |
21. Блок предохранителей ПР-112 | " | + | - | + |
Примечание. + - применяют в данном исполнении; - - не применяют в данном исполнении.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). ПЕРЕЧЕНЬ машин, на которых устанавливают жгуты
ПРИЛОЖЕНИЕ 2
Справочное
Жгуты, изготовленные в соответствии с настоящим стандартом, устанавливают на следующие машины:
автобусы, автомобили, автоцистерны, автофургоны, автомобильные и тракторные прицепы и полуприцепы, автопогрузчики, автокраны, велосипеды, дизели, дорожные машины, двигатели, картинги, прицепные и самоходные комбайны, металловозы, мотоколяски, мотонарты, мотоциклы, мотовелосипеды, мопеды, мотороллеры, панелевозы, самоходные шасси, сельскохозяйственные машины на базе тракторов, тракторы.
ПРИЛОЖЕНИЕ 3 (справочное). Термины, применяемые в стандарте, и их пояснения
ПРИЛОЖЕНИЕ 3
Справочное
Термин | Пояснение |
Жгут | Изделие, состоящее из двух и более проводов, скрепленных в пучок, и других элементов (соединительных устройств, наконечников, соединительных колодок и др.) |
Провод армированный | Отдельный провод с зачищенными концами, на которых закреплены наконечники и могут быть соединительные колодки, штепсельные разъемы и др. |
Серия штекерного наконечника | Ширина внутреннего наконечника |