ГОСТ 23518-79
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Cas-shielded arc welding. Welded joints. Main types, design elements and dimensions
МКС 25.160.40
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 11.03.79 N 870 дата введения установлена 01.01.80
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ПЕРЕИЗДАНИЕ. Февраль 2011 г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах.
2. Приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-20.
Таблица 1
Тип соеди- | Форма подготовленных кромок | Характер выполненного | Форма поперечного сечения подготовленных кромок и выполненного шва | Толщина свариваемых деталей, мм, для способов сварки | Угол соединения деталей | Условное обозначение соединения | |||
ИН | ИНп | ИП | УП | ||||||
Угловое | Без скоса кромок | Односторонний на съемной или стальной остающейся подкладке |
| 0,5-3,0 | 0,8-3,0 | 0,8-4,0 | 0,8-8,0 | 179-91 | У2 |
Односторонний |
| 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-6,0 | 179-91; | У1 | ||
Двусторонний |
| 3-6 | 3-6 | 3-6 | 3-12 | 179-136 | У3 | ||
Со скосом одной кромки | Односторонний |
| - | 3-10 | 3-10 | 5-40 | 179-136; 89-46 | У4 | |
Односторонний на съемной или остающейся подкладке |
| - | 3-10 | 3-10 | 5-40 | 179-136 | У7 | ||
Двусторонний |
| - | 3-10 | 3-10 | 5-40 | 179-136; 89-46 | У5 | ||
С двумя скосами одной кромки | Двусторонний |
| - | 6-20 | 6-20 | 6-100 | 179-165; | У6 | |
С двумя скосами одной кромки и одним скосом второй кромки |
| - | 6-20 | 6-20 | 6-120 | 179-36 | У8 | ||
Со скосом двух кромок | Односторонний |
| - | 3-10 | 3-10 |
| 179-122 89-61 179-142; 89-71 | У9 | |
Двусторонний |
| - | 3-10 | 3-10 |
| 179-122 89-61 179-142; 89-71 | У10 | ||
Тавровое | Без скоса | Односторонний |
| - | 0,8-10,0 | 0,8-40,0 | 0,8-40,0 | 91-175 | Т1 |
Двусторонний |
| - | 0,8-10,0 | 0,8-40,0 | 0,8-40,0 | 91-135; | Т2 | ||
Со скосом одной кромки | Односторонний |
| - | 0,8-10,0 | 0,8-40,0 | 0,8-40,0 | 89-45; 91-135 | Т5 | |
Двусторонний |
| - | 0,8-10,0 | 0,8-40,0 | 0,8-40,0 | 89-45; | Т6 | ||
Односторонний |
| - | 4,0-10,0 | 4,0-10,0 | 4,0-40,0 | 91-134 | T3 | ||
Двусторонний |
| - | 4,0-10,0 | 4,0-10,0 | 4,0-40,0 | 91-134 | Т4 | ||
С двумя скосами одной кромки | Двусторонний |
| - | 6-20 | 6-60 | 6-20 | 91-100; 89-80 | Т7 | |
С двумя несимметричными скосами одной кромки |
| - | - | 12-100 | 12-100 | 101-110; 79-70 | Т8 | ||
С двумя криволинейными скосами одной кромки |
| - | - | 18-100 | 18-100 | 91-105; 89-75 | Т9 | ||
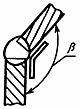
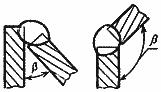
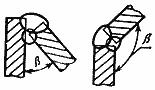
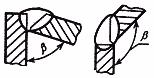

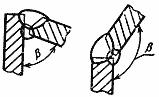
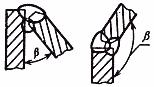


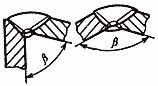


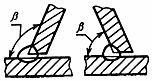

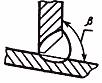

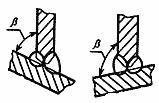
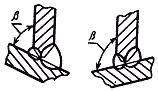
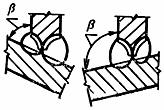
Таблица 2
Размеры, мм
Обозна- | Конструктивныe элементы | Спо- |
|
|
|
|
| |||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
179-160 | 159-136 | 135-91 | ||||||||||
У2 | ИН | От 0,5 до 3,0 |
|
| 0 | +0,5 | 0 | ±0,5 |
| |||
ИНп | От 0,8 до 1,0 |
| 0,5 | |||||||||
Св. 1,0 до 2,0 | +1,0 | |||||||||||
Св. 2,0 до 3,0 | 1 | ±1,0 | 1,0 | |||||||||
ИП | От 0,8 |
| 0 | 0,5 | ||||||||
Св. 1,0 до 2,0 | +1,5 | 1,0 | ||||||||||
|
| Св. 2,0 до 4,0 | 1 | +1,0 | 1,5 | 3 | ||||||
УП | От 0,8 до 1,0 | 1,0 | ||||||||||
Св. 1,0 до 3,0 | ||||||||||||
Св. 3,0 | 1,5 | |||||||||||
Св. 4,0 до 6,0 | 2 | ±1,0 | 2,0 | ±1,0 | ||||||||
Св. 6,0 до 8,0 | ||||||||||||
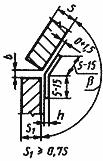

Таблица 3
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
| ||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| ||||||||||||
179-160 | 159-136 | 135-91 | 89-61 | 60-46 | 45-5 | Номин. | откл. | Номин. | откл. | |||||
У1 | ИН | От 0,5 |
|
|
|
| 1,75 | 2 | 0 | +0,5 | 0,5 | ±0,5 | ||
|
| Св. 1,0 | +1,0 | 1,5 | ||||||||||
Св. 2,0 до 4,0 | +1,5 | |||||||||||||
ИНп | От 0,8 до 2,0 |
| +0,5 | 1,0 | ||||||||||
Св. 2,0 до 4,0 | 1,5 | |||||||||||||
Св. 4,0 до 6,0 | +1,0 | |||||||||||||
УП | Св. 6,0 до 30,0 | - | - | 2 | +2,0 -1,0 | 2,0 | +1,0 | |||||||
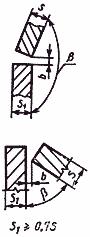

Таблица 4
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
| ||||||||
подготов- | сварного шва |
| Номин. | откл. | Номин. | откл. | |||||||||
179-160 | 159-136 | 135-91 | 89-61 | 60-45 | 179-91 | 89-45 | |||||||||
У3 | ИН | От 3 |
|
| - | - | - | не более 8 | 3 (справочное) | 0 | +0,5 | 0 | +0,5 | ||
Св. 4 | +1,0 | ||||||||||||||
ИНп | От 3 |
|
| 1,75 | 1 | ±1,0 | |||||||||
Св. 4 | |||||||||||||||
|
| Св. 6 | - | 2 | +2,0 -1,0 | ||||||||||
ИП | Св. 10 | ||||||||||||||
УП | От 3 |
|
| ( | |||||||||||
Св. 4 |
| ||||||||||||||
Св. 6 |
| 2 | |||||||||||||
Св. 12 | - |
| |||||||||||||
Св. 14 | |||||||||||||||
Св. 18 | |||||||||||||||
Св. 30 до 60 |
| - | - | не более 10 | |||||||||||

Таблица 5
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
| |||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | откл. | Номин. | откл. | |||||||
179-136 | 89-46 | Св. 90 | До 90 |
| |||||||||
У4 | ИНп | От 3 | 1,4 | 1,5 |
|
| 1 | ±1,0 | 1 | ±1,0 | 50 | ||
Св. 6 | 1,4 | ||||||||||||
УП | От 5 до 8 | 1,1 | 2 | 45 | |||||||||
|
| Св. 8 до 10 |
| ||||||||||
Св. 10 до 30 |
| 0,9 | 2 | +1,0 | |||||||||
Св. 30 до 40 | - | ||||||||||||
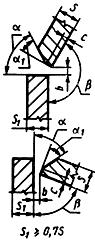

Таблица 6
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
| ||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | откл. | Номин. | откл. | Номин. | откл. | |||||
179-136 | |||||||||||||
У7 | ИНп | От 3 | 1,4 |
| 0 | +3 | 1,0 | ±1,0 | 1 | +0,5 | 50 | ||
Св. 6 | 1,4 | 1,5 | ±1,0 | ||||||||||
|
| УП | От 5 до 8 | 1,1 | 2 | ±1 | 0 | +3,0 | 45 | ||||
Св. 8 до 10 |
| ||||||||||||
Св. 10 до 30 | 3 | ±2 | 2 | +1,0 | |||||||||
Св. 30 до 40 | 4 | ||||||||||||
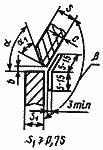

Таблица 7
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
| |||||||
подготов- | сварного шва |
| ||||||||||||||
179-136 | 89-46 | Св. 90 | До 90 | Св. 90 | До 90 | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
У5 | ИНп | От 3 | 1,4 | 1,5 | Не | 3 (справочное) |
|
| 1,0 | +1,0 | 1,0 | +0,5 | 50 | |||
Св. 6 | 1,4 | Не более 8 | 1,5 |
| ±1,0 | |||||||||||
|
| УП | От 5 до 8 | 1,1 | 2,0 | +1,0 | 45 | |||||||||
Св. 8 до 10 |
| |||||||||||||||
Св. 10 до 30 |
| 0,9 | 2,0 | +1,0 | ||||||||||||
Св. 30 до 40 | - | |||||||||||||||
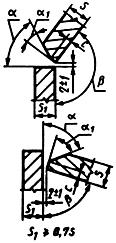
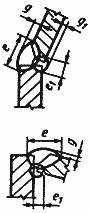
Таблица 8
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||
не более | град | Номин. | Пред. откл. | |||||||||||||||||||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | св. 90 | до 90 | ||||||||||||||||||||||
179-175 | 89-85 | 174-170 | 84-80 | 169-165 | 79-75 | 174-170 | 84-80 | 169-165 | 79-75 | Св. 90 | 90 | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||||
У6 | ИНп | От 6 |
|
| 0,8 | 0,8 | 0,7 | 0,9 | 1,2 |
|
|
|
| 1 | ±1 | 1 | ±1 | 1 | ±1 | 50 | 1 | ±1 | ||||||
УП | От 6 | 0,8 | 2 | +1 | 45 | |||||||||||||||||||||||
|
| Св.20 | 0,7 | 2 | +1 | 2 | +1 | |||||||||||||||||||||
Св.30 | 0,6 | |||||||||||||||||||||||||||
Св.70 | 0,5 | |||||||||||||||||||||||||||
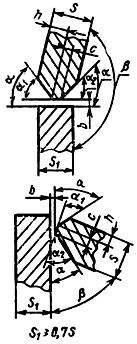
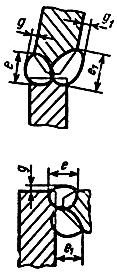
Таблица 9
Размеры, мм
Обозначение | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
|
| ||||
подготовленных кромок свариваемых деталей | сварного шва |
| |||||||||||||
179-136 | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||
У8 | ИНп | От 6 |
| 0,8 |
|
| 1 | ±1 | 1 | ±1 | 1 | ±1 | 60 | ||
УП | От 6 | 2 | +1 | 45 | |||||||||||
|
| Св.20 | 2 | +1 | |||||||||||
Св.40 | 0,7 | 2 | +1 | ||||||||||||
Св.80 | 0,6 | ||||||||||||||
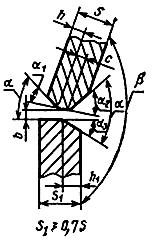
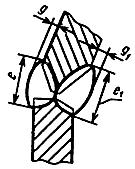
Таблица 10
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
| ||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| |||||||||||||||
179-142 | 141-122 | 89-71 | 70-61 | Св. 90 | До 90 | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
У9 | ИНп | От 3 до 10 | 0,8 |
| 30- | 30- | 1 | ±1 | 1 | ±1 | 1 | ±1,0 | 30 | ||||
Св. 10 | - | ||||||||||||||||
|
| УП | От 3 до 8 | 0,8 | - | 0,8 | - | 20- | 20- | 20 | |||||||
Св. 8 | 2 | +1 | 2 | +1 | |||||||||||||
Св. 22 | 0,7 | 2 | +1 | ||||||||||||||
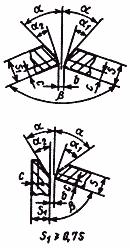
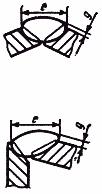
Таблица 11
Размеры, мм
Обозначение соединения проектирование Канализации | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
| ||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| ||||||||||||||||
179-142 | 141-122 | 89-71 | 70-61 | Св. 90 | До 90 | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
У10 | ИНп | От 3 до 10 | 0,8 |
| 30- | 30- | 6 | 1 | ±1 | 1 | ±1 | 1 | ±1 | 30 | ||||
Св. 10 | - | 8 | ||||||||||||||||
|
| УП | От 3 до 8 | 0,8 | - | 0,8 | - | 20- | 20- | 6 | 20 | |||||||
Св. 8 | 8 | 2 | +1 | 2 | +1 | |||||||||||||
Св. 22 | 0,7 | 10 | 2 | +1 | ||||||||||||||
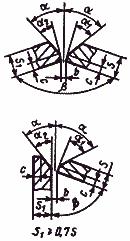
Таблица 12
Размеры, мм
Обозна- | Конструктивныe элементы | Спо- |
|
|
|
| |||||||
подготовленных кромок свариваемых деталей | сварного шва |
| |||||||||||
91-100 | 101-110 | 111-120 | 121-135 | 136-175 | 175-136 | 135-91 | Номин. | Пред. откл. | |||||
Т1 | ИНп | От 0,8 до 2,5 | 4 | 5 | 1,5±1,0 | 3 | 0 | +1,0 | |||||
Св. 2,5 до 4,5 | 7 | ||||||||||||
Св. 4,5 | 5 | 8 | |||||||||||
|
| Св. 6,0 | 6 | 0,4 | 0,6 | 0,9 | 1,1 | ||||||
ИП | Св. 10,0 | 8 | +1,5 | ||||||||||
Св. 16,0 | 9 |
| 5 | ||||||||||
Св. 20,0 до 40,0 | 0,5 | 0,3 | |||||||||||
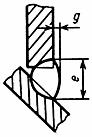
Таблица 13
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
|
| ||||||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||||
90-100 | 89-80 | 101-110 | 79-70 | 111-120 | 69-60 | 121-134 | 59-46 | 135 | 45 | ||||||||||
Т2 | ИНп | От 0,8 до 2,5 | 4 | 0,4 | 0,6 | 0,9 | 1,1 | 4 | 0 | +0,5 | 3 | ±2 | |||||||
Св. 2,5 до 6,0 | 5 | 5 | +1,0 | 4 | |||||||||||||||
Св. 6,0 до 10,0 | |||||||||||||||||||
|
| ИП | Св. 10,0 до 16,0 | 6 | 6 | +2,0 | 5 | ||||||||||||
Св. 16,0 до 20,0 | 8 | 8 | 6 | ||||||||||||||||
Св. 20,0 до 24,0 | 0,5 | 10 | 7 | ||||||||||||||||
Св. 24,0 до 30,0 | 8 | ||||||||||||||||||
Св. 30,0 до 40,0 | 9 | ||||||||||||||||||
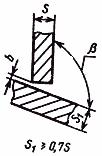
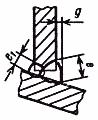
Таблица 14
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
| ||||||
подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||||||||
| ||||||||||||
89-45 | 91-135 | 89-45 | 91-135 | Св. 90 | До 90 | Номин. | Пред. откл. | |||||
Т5 | ИНп | От 0,8 до 2,5 | 2 | 3 | +1 |
| 90- | 0 | +0,5 | |||
Св. 2,5 до 4,0 | 3 | 4 | +2 |
| ||||||||
Св. 4,0 | 4 | 6 | +2 | |||||||||
|
| Св. 6,0 | 5 | 7 | ||||||||
ИП | Св. 10,0 | 6 | 8 | ±2 | +1,5 | |||||||
Св. 15,0 | 7 | 9 | +2,0 | |||||||||
Св. 21,0 до 30,0 | 8 | 10 | ||||||||||
Св. 30,0 до 40,0 | 9 | 12 | ||||||||||
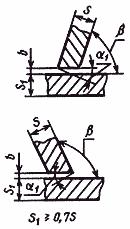
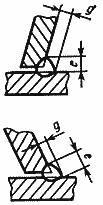
Таблица 15
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Спо- |
|
|
|
| |||||||
подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||||||||
| |||||||||||||
89-45 | 91-135 | 89-45 | 91-135 | Св. 90 | До 90 | Номин. | Пред. откл. | ||||||
Т6 | ИНп | От 0,8 до 2,5 | 2 | 3 | +1 |
| 90- | 0 | +0,5 | ||||
Св. 2,5 до 4,0 | 3 | 4 | +2 | +1,0 | |||||||||
Св. 4,0 | 4 | 5 | +2 | ||||||||||
|
| Св. 6,0 | 5 | 6 | +1,5 | ||||||||
ИП | Св. 10,0 | 6 | 7 | ||||||||||
Св. 15,0 | 7 | 9 | ±2 | +2,0 | |||||||||
Св. 21,0 до 30,0 | 8 | 10 | |||||||||||
Св. 30,0 до 40,0 | 12 | 15 | |||||||||||
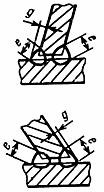
Таблица 16
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
| |||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
91-134 | ||||||||||||
Т3 | ИНп | От 4 | 1,4 | 0 | +1 | 1,5 | +1,0 | 0,15 |
| 55 | ||
Св. 6 | 1,3 | +2 | ||||||||||
|
| УП | От 4 до 6 | 1,4 | 45 | |||||||
Св. 6 до 10 | 1,3 | 2,0 | +1,0 | |||||||||
Св. 10 | ||||||||||||
Св. 14 | ||||||||||||
Св. 18 до 22 | ||||||||||||
Св. 22 | 1,2 | |||||||||||
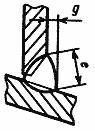
Таблица 17
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
| |||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
91-134 | |||||||||||||
Т4 | ИНп | От 4 | 1,4 |
| 3 (справочное) | 1 | +1 | 0,15 | 1,5 | +1,0 | 55 | ||
Св. 6 | 1,3 | ||||||||||||
УП | От 4 | 1,4 | 3 | +2 | 45 | ||||||||
|
| Св. 6 | 1,3 | 2,0 | +1,0 | ||||||||
Св. 10 до 14 | |||||||||||||
Св. 14 до 18 | |||||||||||||
Св. 18 до 22 | |||||||||||||
Св. 22 | 1,2 | ||||||||||||
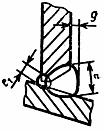
Таблица 18
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
|
|
|
|
| |||||||
не более | град | ||||||||||||||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| Номин. | Пред. откл. | |||||||||||||||||
91-95 | 89-85 | 96-100 | 84-80 | 96-100 | 84-80 | Св. 90 | До 90 | ||||||||||||||
Т7 | ИНп | От 6 до 8 |
| 0,7 | 0,7 |
|
|
|
|
| 3 | +2 | 0,08 | 55 | |||||||
Св. 8 до 12 | 0,7 | ||||||||||||||||||||
Св. 12 до 20 | |||||||||||||||||||||
УП | От 6 | 0,8 | 0,8 |
| 45 | ||||||||||||||||
|
| Св. 8 до 12 | |||||||||||||||||||
Св. 12 до 18 | 0,7 | 0,7 |
| ||||||||||||||||||
Св. 18 до 24 | |||||||||||||||||||||
Св. 24 до 30 | 0,6 | ||||||||||||||||||||
Св. 30 до 48 | |||||||||||||||||||||
Св. 48 до 60 | 0,6 | ||||||||||||||||||||
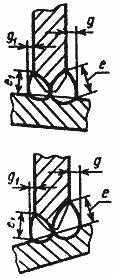
Таблица 19
Размеры, мм
Обозна- | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
|
|
|
| ||||||||||
не более | град | ||||||||||||||||||||||
подготовленных кромок свариваемых деталей | сварного шва |
| |||||||||||||||||||||
101-105 | 79-75 | 106-110 | 74-70 | 101-105 | 79-75 | 106-110 | 74-70 | Св. 90 | До 90 | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||
Т8 | ИП | От 12 до 22 |
| 0,8 | 0,6 |
| 1,2 |
|
|
|
| 2 | ±2 | 4 | ±2 | 45 | |||||||
Св. 22 до 34 | 1,3 | 6 | |||||||||||||||||||||
|
| Св. 34 до 46 | 8 | ||||||||||||||||||||
Св. 46 | 10 | ||||||||||||||||||||||
Св. 58 до 76 | 12 | ||||||||||||||||||||||
Св. 76 до 100 | 14 | ||||||||||||||||||||||
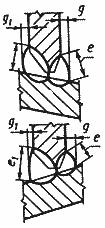
Таблица 20
Размеры, мм
Обозначение соединения | Конструктивныe элементы | Способ сварки |
|
|
|
|
|
|
|
|
| ||||
подготовленных кромок свариваемых деталей | сварного шва | град | |||||||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||
91-105 | 89-75 | Св. 90 | До 90 | ||||||||||||
Т9 | ИП | От 18 до 40 | 0,7 | (20±2)-( | (20±2)+( | (20±2)-(90- | (20±2)+(90- | 0 | +1 | 6 | ±2 | 45 | |||
|
| Св. 40 | 0,6 | 7 | |||||||||||
Св. 50 до 100 | 8 | ||||||||||||||
5. Для сварных соединений У7, У5, У6, У8, Т7, Т8, Т9, выполняемых сваркой в углекислом газе, допускается притупление ![]() =5±2 мм.
=5±2 мм.
6. Сварка деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл.21, должна проводиться также как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 21
мм
Толщина тонкой детали | Разность толщин деталей |
2-3 | 1 |
4-30 | 2 |
32-40 | 4 |
Свыше 40 | 6 |
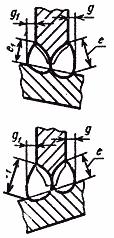
При разнице в толщине свариваемых деталей свыше значений, указанных в табл.21 на детали, имеющей большую толщину ![]() , должен быть сделан скос с одной или двух сторон до толщины тонкой детали под углом 15°, как указано на черт.1 и 2.
, должен быть сделан скос с одной или двух сторон до толщины тонкой детали под углом 15°, как указано на черт.1 и 2.
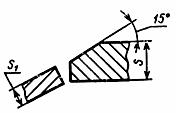
Черт.1
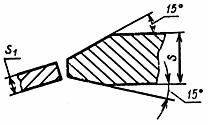
Черт.2
7. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.
8. При переменном угле сопряжения деталей ![]() шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
9. При сварке в углекислом газе проволокой диаметром 0,8-1,4 мм допускается применять основные типы сварных соединений и их конструктивных элементов по ГОСТ 11534-75.