ГОСТ 23222-88
(СТ СЭВ 6123-87)
Группа П01
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ХАРАКТЕРИСТИКИ ТОЧНОСТИ ВЫПОЛНЕНИЯ
ПРЕДПИСАННОЙ ФУНКЦИИ СРЕДСТВ АВТОМАТИЗАЦИИ
Требования к нормированию
Общие методы контроля
Precision characteristics of fulfilment of automation means prescript function.
Requirements for rating. General control methods
ОКСТУ 0016
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством приборостроения, средств автоматизации и систем управления СССР
ИСПОЛНИТЕЛИ
А.Г.Конюхов, канд. техн. наук (руководитель темы); В.С.Вергунов, канд. техн. наук; Б.С.Иванов; А.Г.Зотов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.10.88 N 3557
3. Срок проверки - 1993 г. Периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 6123-87
5. ВЗАМЕН ГОСТ 23222-78
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12997-84 | 3.1; 3.11.1 |
ГОСТ 13053-76 | 3.3.2 |
Настоящий стандарт распространяется на аналоговые, аналого-дискретные и дискретно-аналоговые средства автоматизации технологических процессов (далее - изделия) и устанавливает общие требования к нормированию, оценке и контролю характеристик точности выполнения предписанной функции.
Настоящий стандарт не распространяется на изделия вычислительной техники и средства измерения.
Степень соответствия настоящего стандарта стандарту СТ СЭВ 6123-87 приведена в приложении 1.
Термины и определения - по приложению 2.
1. ВЫБОР ХАРАКТЕРИСТИК ТОЧНОСТИ ВЫПОЛНЕНИЯ ПРЕДПИСАННОЙ ФУНКЦИИ
1. ВЫБОР ХАРАКТЕРИСТИК ТОЧНОСТИ ВЫПОЛНЕНИЯ ПРЕДПИСАННОЙ ФУНКЦИИ
1.1. Комплексы характеристик, указываемые в стандартах для описания и определения свойств однотипных групп изделий, выбираются из пп.2-8 приложения 2.
Допускается устанавливать классы точности в стандартах на изделия конкретного типа.
1.2. Допускается в стандартах на изделия конкретного типа устанавливать дополнительные характеристики, не предусмотренные настоящим стандартом и необходимые для описания статических и динамических свойств этих изделий.
К таким характеристикам относятся дополнительные погрешности, вызванные влияющими величинами, которые необходимо устанавливать в зависимости от специфики изделий и которые не приведены в разд.4, а также номинальные значения или номинальные диапазоны этих влияющих величин.
1.3. Комплексы характеристик, нормируемых для однотипных групп изделий, должны быть составлены в соответствии с пп.1.1 и 1.2 так, чтобы они были пригодны для оценки и контроля точности выполнения изделием предписанной функции.
2. СПОСОБЫ НОРМИРОВАНИЯ И ФОРМЫ ПРЕДСТАВЛЕНИЯ ХАРАКТЕРИСТИК
2.1. Характеристики, установленные в соответствии с разд.2 как комплекс на изделия конкретного типа, должны представляться и нормироваться по требованиям пп.2.2-2.20.
2.2. Статическая функция преобразования в стандартах на изделия конкретного типа должна нормироваться одним из следующих способов:
1) номинальной статической функцией преобразования, если жестко установлена зависимость информативного параметра выходного сигнала от информативного параметра входного сигнала (существующие элементы настройки для нижнего предела нормирующего значения служат только для исключения производственных допусков);
2) семейством номинальных статических функций преобразования, если зависимость информативного параметра выходного сигнала от информативного параметра входного сигнала настраивается ступенчато или непрерывно (существующие элементы настройки для нижнего и верхнего пределов диапазона нормирующего значения допускают непрерывные и (или) ступенчатые настройки в более широких пределах, чем необходимые для исключения производственных допусков);
3) нижней и верхней ограничивающими линиями, в пределах которых должна находиться статическая функция преобразования.
2.3. Применение способа 3 по п.2.2 допускается только для изделий, для которых либо невозможно определение более точных данных о статической функции преобразования из-за отсутствия лучших средств для отдельных экземпляров, либо в конкретных условиях применения изделий.
Примечание. Пример применения способа 3: анализаторы для определения следов газов, опасных для здоровья.
2.4. Нормированная статическая функция преобразования должна быть представлена в виде формулы, графика или таблицы.
2.5. Пределы допускаемой основной погрешности должны нормироваться как абсолютные, относительные или приведенные пределы допускаемой основной погрешности. Допускаются также комбинированные методы нормирования.
Для приведенных пределов допускаемой основной погрешности должно определяться и указываться нормирующее значение.
Доверительная вероятность устанавливается в стандартах на изделия конкретного типа.
2.6. Систематическая составляющая основной погрешности нормируется пределам допускаемого значения. Допускаются другие способы нормирования.
2.7. Случайная составляющая основной погрешности нормируется пределом допускаемого значения среднего квадратического отклонения. Допускаются другие способы нормирования.
2.8. Пределы допускаемой основной погрешности сравнения регулятора должны определяться как абсолютные предельные значения отклонения регулируемой величины ![]() или как предельные значения от
или как предельные значения от ![]() , приведенные к предписанному диапазону управляемой величины
, приведенные к предписанному диапазону управляемой величины ![]() .
.
2.9. Допускается указывать класс точности наряду с относительными или приведенными пределами допускаемой основной погрешности с нормирующим значением.
Классы точности должны быть установлены из следующих рядов:
0,01; 0,16; 0,025; 0,04; 0,06; 0,1; 0,16; 0,25; 0,4; 0,6; 1,0; 1,6; 2,5; 4,0;
0,015; 0,02; 0,05; 0,15; 0,2; 0,5; 1,5; 2,0.
2.10. Вариацию необходимо нормировать пределом допускаемого значения вариации. Нормированная вариация должна относиться к тому же нормирующему значению, которое указывается для приведенных пределов основной погрешности.
2.11. Дополнительные погрешности от изменения влияющих величин, указанных в табл.1, и других величин, установленных в зависимости от специфики изделий, должны определяться для всего допускаемого диапазона влияющей величины и нормироваться в виде допускаемых максимальных значений для установленной ширины диапазона изменения влияющей величины с учетом табл.1. При этом дополнительные погрешности должны указываться для возрастающих отклонений значений влияющей величины. Каждая дополнительная погрешность должна относиться к нормирующему значению, которое указывается для пределов допускаемой основной погрешности.
Таблица 1
Влияющая величина | Числовое значение установленной ширины диапазона | |
Температура окружающего воздуха, °С | 10 | |
Электрическое питание | Напряжение постоянного тока | 10% номинального значения |
Напряжение переменного тока | 10% номинального значения | |
Частота тока | 2% номинального значения | |
Избыточное давление пневматического питания | 10% номинального значения | |
Допускается указывать дифференцированные данные о дополнительной погрешности для поддиапазонов влияющей величины, если дополнительная погрешность изменяет свои знаки в пределах допускаемого диапазона влияющей величины.
Эти дифференцированные данные заменяют нормирование дополнительной погрешности для всего допускаемого диапазона влияющей величины, если поддиапазоны охватывают весь допускаемый диапазон влияющей величины.
2.12. Если номинальная статическая функция преобразования предусматривает настройку в пределах более широких, чем это необходимо для исключения производственных допусков, то значения основных характеристик должны нормироваться не менее чем для обоих предельных значений настройки.
2.13. Нормированное значение ширины зоны нечувствительности и порога реагирования должно относиться к нормирующему значению входной величины, которое соответствует нормирующему значению выходной величины, указываемому для приведенных пределов допускаемой основной погрешности.
2.14. Нормированное значение неконформности или нелинейности должно относиться к нормирующему значению, которое указывается для приведенных пределов допускаемой основной погрешности.
2.15. Долговременный дрейф нормируется для интервала времени 30 d и должен относиться к нормирующему значению, которое указывается для приведенных пределов допускаемой основной погрешности.
В технически и экономически обоснованных случаях допускается нормировать дрейф в стандартах на изделия конкретного типа для меньшего интервала времени, но не менее 10 d, или для интервала времени, превышающего 30 d.
2.16. Способы нормирования входных и выходных импедансов изделий должны устанавливаться в стандартах на изделия конкретного типа.
2.17. Предел перегрузки нормируется в абсолютных значениях единиц входной величины и относится к верхнему пределу диапазона входной величины.
2.18. Точка коммутации (переключения) и разность переключения нормируются в единицах входной величины.
2.19. Все полные динамические характеристики (приложение 2, пп.5.4-5.7), а также амплитудно-частотная характеристика с фазовой частотной характеристикой должны нормироваться как номинальные.
2.20. Частные динамические характеристики нормируются в зависимости от специфики изделия в стандартах на изделия конкретного типа.
3. ОБЩИЕ МЕТОДЫ КОНТРОЛЯ
3.1. Программа контроля
Для контроля соответствия значений характеристик установленным нopмам должна составляться программа контроля, устанавливающая для периодических или приемо-сдаточных испытаний последовательность контроля, а также оценку результатов.
Программа контроля должна учитывать программы испытаний других свойств изделия, например, совместная программа испытаний для определения дополнительных погрешностей и для подтверждения устойчивости против воздействия внешних факторов при эксплуатации и транспортировании - по ГОСТ 12997.
3.2. Средства контроля
Средства контроля, необходимые для проведения контроля характеристик изделий, должны устанавливаться отдельно для периодических и приемо-сдаточных испытаний в зависимости от вида испытаний и требований, предъявляемых к их точности.
3.3. Выбор параметров и условий контроля
3.3.1. Контроль изделий должен проводиться при условии, что для изделий в стандартах на изделия конкретного типа установлены допускаемые значения характеристик.
Если согласно п.1.2 в стандартах на изделия конкретного типа установлены дополнительные характеристики, которые не входят в настоящий стандарт, или требования, предъявляемые к этим изделиям, отличаются от общих требований (например, нелинейные функциональные математические средства, средства сбора и хранения информации), то перечисленные в настоящем стандарте требования к контролю могут быть уточнены или приведены в соответствующих стандартах на изделия конкретного типа или же могут быть установлены дополнительные требования к контролю.
3.3.2. Значения основной погрешности, неконформности или нелинейности, размаха, погрешности настройки, вариации, зоны нечувствительности, виды дрейфа и погрешностей динамической характеристики необходимо определять в нормальных условиях согласно табл.2.
Таблица 2
Наименование влияющей величины | Номинальное значение и допустимые отклонения или номинальный | ||
Температура окружающего воздуха, °С | Номинальное значение: 20; 23* | ||
Относительная влажность, % | От 45 до 75** | ||
Атмосферное давление, кПа | От 86 до 106** | ||
Электрическое питание | Постоянный ток | Напряжение | Номинальное значение ±1%, если не указано иное в стандарте на изделия конкретного типа |
Переменный ток | Напряжение | Номинальное значение ±2%, если не указано иное в стандарте на изделия конкретного типа | |
Частота, Гц | 50±0,5 | ||
Максимальный коэффициент высших гармоник | 2% для изделий, для которых данное значение считается максимальным при эксплуатации | ||
5% для всех остальных изделий | |||
Пневматическое питание | Избыточное давление воздуха | Номинальное значение ±2%; для измерительных преобразователей допускается ±1% | |
Потребление | Отклонения от номинального значения устанавливаются в стандартах на изделия конкретного типа | ||
Загрязнение воздуха | По ГОСТ 13053 | ||
Нагрузка выхода, Ом | Постоянный ток, мА | От 4 до 20 | (250±2,5)*** Чистое омическое сопротивление |
Постоянное напряжение, В | От 1 до 5 | (2000±50)*** | |
От 0 до 10 | (5000 ±50)*** | ||
Давление воздуха | Только для пневматических преобразователей: | ||
Магнитные поля; механические колебания и удары; импульсное напряжение в напряжении питания постоянного тока; рабочее положение; электрическое внешнее поле | До значений, незначительно воздействующих на значения статических и динамических характеристик | ||
Атмосферное загрязнение | Не допускается наличие газов и паров, активно реагирующих с применяемыми материалами; при необходимости устанавливаются конкретные значения в стандартах на изделия конкретного типа | ||
Время прогрева после включения питания | По стандартам на изделия конкретного типа | ||
________________
* Номинальные значения и допустимые отклонения должны устанавливаться в стандартах на изделия конкретного типа.
** В стандартах на изделия, характеристики которых зависят от относительной влажности и атмосферного давления, должны быть установлены соответствующие ограничения, где необходимо применять номинальное значение относительной влажности 65% и номинальное значение атмосферного давления 101,3 кПа.
*** Для измерительных преобразователей неэлектрических величин допускается устанавливать другие значения нагрузки выхода.
Во время контроля кратковременного и долговременного дрейфа влияющая величина - температура окружающего воздуха может изменяться от 15 до 35 °С, если это допускается в стандартах на изделия конкретного типа.
3.3.3. Дополнительные погрешности должны определяться при нормальных условиях для всех влияющих величин и параметров, кроме той влияющей величины (или параметра), влияние которой на погрешность проверяют во всем диапазоне условий эксплуатации.
3.4. Выбор диапазона для контроля
3.4.1. Изделия с непрерывной выходной величиной
3.4.1.1. Изделия, для которых нормирующее значение (диапазон входной величины) может устанавливаться в более широких пределах, чем те, которые служат для исключения производственных допусков, должны контролироваться при настройке диапазона в пределах допускаемого минимума и допускаемого максимума. Если диапазон максимальной настройки больше двукратного диапазона минимальной настройки, то изделия должны контролироваться также с настройкой диапазона на среднее арифметическое значение из минимального и максимального нормирующих значений. Допускаются другие методы контроля, приведенные в стандартах на изделия конкретного типа.
3.4.1.2. Изделия, у которых начальное значение диапазона входной величины может быть настроено в более широких пределах, чем те, которые необходимы для исключения производственных допусков, должны контролироваться с настройкой начального значения на минимум и максимум. Если диапазон настройки больше, чем двукратное нормирующее значение, то изделие необходимо контролировать также с настройкой на среднее арифметическое значение, образуемое из минимального и максимального значений. Допускаются также другие методы контроля, приведенные в стандартах на изделия конкретного типа.
3.4.1.3. Для изделий, у которых нормирующее и начальное значения диапазона входной величины могут быть настроены в более широких пределах, чем те, которые необходимы для исключения производственных допусков и для которых в стандартах на изделия конкретного типа нет уточненных определений, должны быть выбраны также крайние настройки нормирующего и начального значений, которые имеют наибольшее влияние на проверяемую характеристику.
3.4.1.4. У всех изделий с настраиваемым диапазоном входной величины перед каждым периодическим испытанием должны быть настроены начальные и конечные значения диапазона соответственно нормирующему значению так, чтобы отклонение от предписанных значений не превышало ![]() допускаемой основной погрешности.
допускаемой основной погрешности.
Во время приемосдаточных испытаний при настройке нормирующего значения допускается отклонение начальной и конечной точек до 10% предписанных значений.
3.4.2. Аналого-дискретные изделия с прерывистой выходной величиной
3.4.2.1. Изделия, у которых разность переключения может быть настроена в более широких пределах, чем те, которые необходимы для исключения производственных допусков, необходимо контролировать по крайней мере при менее чем одной установке минимально и максимально допускаемой разности переключения, если в стандартах на изделия конкретного типа нет дополнительных указаний.
3.4.2.2. Изделия, у которых одна из точек коммутации может быть настроена в более широких пределах, чем те, которые необходимы для исключения производственных допусков, необходимо контролировать при не менее чем одной установке самой низкой и самой высокой настраиваемой точки коммутации, если в стандартах на изделия конкретного типа нет дополнительных указаний.
3.4.2.3. Изделия, у которых разность переключения и одна точка коммутации могут быть настроены в более широких пределах, чем те, которые необходимы для исключения производственных допусков и для которых в стандартах на изделия конкретного типа нет уточненных определений, необходимо выбирать такие установки разности переключения и точки коммутации, которые оказывают наибольшее влияние на проверяемую характеристику.
3.4.3. Изделия с цифровой выходной величиной и аналоговой входной величиной
На изделия с цифровой выходной величиной и входной аналоговой величиной распространяются требования п.3.4.1.
3.5. Подготовка контроля и протокол контроля
3.5.1. Перед началом контроля изделие необходимо стабилизировать, поместив его в нормальные условия, и предварительно прогреть, подключив изделие к источнику энергии. Контроль должен проводиться после установления температурного равновесия.
3.5.2. Результаты контроля должны быть внесены в протокол по установленной для данного изделия форме, например, внесены в таблицу или записаны на машинный носитель.
3.5.3. В протоколе контроля должны быть данные, однозначно характеризующие:
контролируемое изделие;
средства контроля;
наименование организаций (предприятий), осуществляющих контроль;
дату и время контроля;
значение условий при контроле;
допускаемые значения контролируемых погрешностей изделия;
значения существенных погрешностей измерительных систем, используемых для контроля;
время стабилизации изделия по п.3.5.1;
значения установки начального значения входной величины (точки коммутации) и нормирующего значения (разности переключения) и вычисленные значения отклонений;
результат контроля.
Для приемо-сдаточных испытаний допускается не контролировать характеристики, которые остаются постоянными (например, номинальные условия, предписанные значения характеристик, погрешность используемого для контроля средства измерений, время стабилизации). Для этих условий необходимо сделать ссылку на настоящий стандарт или на соответствующие стандарты для этого изделия. Допускается также для приемо-сдаточных испытаний в стандартах на изделия конкретного типа приводить сокращенную программу контроля, в которую входит контроль самых важных значений характеристик.
3.6. Контроль основной погрешности и ее составляющих для изделия с непрерывной функцией преобразования
3.6.1. Контроль основной погрешности
3.6.1.1. Оценка заключается в определения зависимости выходной величины от входной величины при не менее чем трехкратном циклическом изменении диапазона входной величины в обоих направлениях (восходящем и нисходящем).
При этом определяется отношение выходной величины к входной величине не менее чем в пяти точках нормирующего значения. При линейной номинальной статической функции преобразования необходимо выбирать контролируемые точки, предпочтительно равномерно расположенные в диапазоне входной величины. При нелинейной функции преобразования расположение контролируемых точек и их число должно отвечать требуемой точности и форме оцениваемой статической характеристики. Крайние точки должны служить нижним и верхним пределами нормируемого значения с учетом требований п.3.4.1.4.
В технически обоснованных случаях допускается перед определением функции преобразования изделие предварительно подвергать трехкратному циклическому изменению диапазона входной величины.
При определении статической функции проводится циклическое изменение диапазона входной величины так, чтобы направление приближения к выбранным контролируемым точкам не изменялось и изменение входной величины прерывалось только в контролируемых точках. Скорость изменения входного сигнала или входной величины должна быть такой, чтобы на выходе не произошло выброса.
Циклическое изменение предпочтительно начинать с точки, соответствующей среднему значению, и заканчивать в точке, которая предшествует той, с которой началось изменение. Если в стандартах на изделия конкретного типа нет других указаний, общее время контроля (всех циклов) не должно превышать 2 ч.
Допускается в стандартах на изделия конкретного типа устанавливать менее чем трехкратное циклическое изменение; при этом число точек нормирующего значения может быть менее 5 для приемо-сдаточных испытаний или для контроля изделий класса точности 4,0 и более.
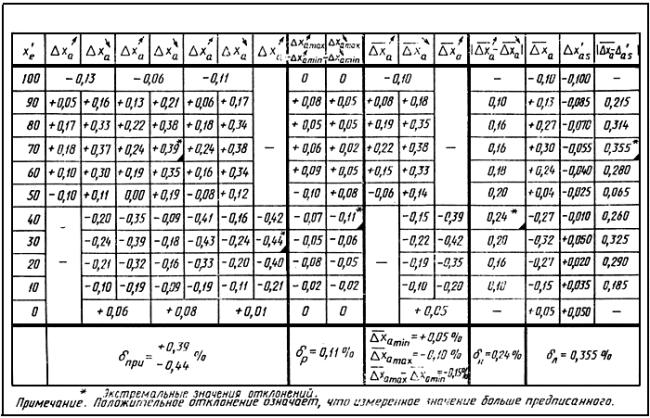
3.6.1.2. Разность между предписанными и измеренными значениями выходной или входной величины одной и той же контролируемой точки относят к нормирующему значению и записывают в таблицу, которая входит в состав протокола контроля или хранится на машинном носителе.
Пример составления таблицы приведен в приложении 3 (положительное отклонение означает, что измеренное значение больше, чем номинальное значение).
Примечание. Вместо циклического изменения допускается многократная подача на вход изделия сигнала, соответствующего контролируемой точке.
3.6.1.3. Наибольшие положительное и отрицательное значения отклонений сравнивают со значениями допускаемых пределов основной погрешности (или класса точности). Если оба этих значения не превышают допускаемых пределов, то изделие удовлетворяет требованиям, указанным для пределов основной погрешности (класса точности).
3.6.2. Контроль составляющих основной погрешности
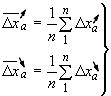
3.6.2.1. Составляющие основной погрешности представлены на черт.1а, приложение 4.
По таблице результатов измерений определяют:
средние арифметические значения отклонений для одних и тех же контролируемых точек отдельно для восходящей и нисходящей частей циклов;
наибольшие разности средних значений отклонений отдельно для восходящей и нисходящей частей циклов;
разности значений выходной величины отдельно для восходящей и нисходящей частей циклов;
координаты кривой, конформной относительно номинальной статической функции преобразования, определяют согласно установленным критериям по черт.2 приложения 4; предпочтительно использовать кривую, координаты точек которой получают как среднее арифметическое значение контролируемых точек в пределах диапазона входной величины (тип Б).
3.6.2.2. Из рассчитанных значений определяют и приводят в той же таблице следующие значения характеристик:
среднюю остаточную погрешность настройки начального значения - как среднее рассчитанное значение отклонений на нижнем пределе нормирующего значения;
среднюю остаточную погрешность настройки нормирующего значения - как разность средних рассчитанных значений отклонений на верхнем и нижнем пределах нормирующего значения;
вариацию - как наибольшее рассчитанное значение абсолютных разностей средних значений, полученных отдельно для восходящей и нисходящей частей цикла;
неконформность или нелинейность - как наибольшие положительную и отрицательную разности между рассчитанными средними значениями одновременно восходящей и нисходящей частей цикла и рассчитанными значениями координат кривой, конформной относительно номинальной статической функции преобразования (тип Б);
размах - как наибольшую разность значений выходной величины отдельно для возрастающей и убывающей частей циклов.
3.6.2.3. Значения остаточной погрешности настройки в нижнем и верхнем пределах нормирующего значения с учетом требований п.3.4.1.4, вариации, неконформности или нелинейности сравнивают с допускаемыми значениями. Если они не превышают этих значений, изделие соответствует требованиям, предъявляемым к этим значениям характеристик.
3.6.3. Контроль зоны нечувствительности
Зону нечувствительности определяют путем повторения не менее трех раз комплекса операций, приведенного ниже, при трех значениях входного сигнала - 10, 50 и 90%:
1) настройка предписанного значения входной величины в восходящем направлении (увеличение входной величины);
2) медленное увеличение значения входной величины вплоть до момента различимого изменения значения выходной величины;
3) определение значения, соответствующего увеличению входной величины;
4) медленное уменьшение значения входной величины вплоть до момента различимого изменения значения выходной величины;
5) определение значения, соответствующего уменьшению входной величины;
6) операции по перечислениям 2-5 проводятся в соответствии с установленным числом повторов;
7) определение значения зоны нечувствительности как максимума разности значений, определенных в перечислениях 3 и 4, и при всех трех значениях входного сигнала, выраженного в процентах диапазона входной величины или в единицах входной величины.
Перечисленные значения зоны нечувствительности сравнивают с допускаемыми значениями. Если эти значения не превышают допускаемых значений, то изделие соответствует предъявляемым требованиям для этого значения характеристики.
3.7. Контроль значения размаха для изделий с двухпозиционной выходной величиной
3.7.1. Оценку проводят путем снятия зависимости дискретного состояния выходной величины от входной величины с не менее чем трехкратным циклическим прогоном входной величины в восходящем и нисходящем направлениях.
Циклический прогон проводят так, чтобы направление приближения к установленной точке коммутации не изменялось. Скорость изменения входного сигнала или входной величины должна быть такой, чтобы после коммутации не произошло выброса, а входная величина поменяла направление изменения.
Рассчитанные отклонения вносят в таблицу отдельно.
3.7.2. Значения входной величины, соответствующие изменению выходной величины дискретного состояния, заносят в таблицу отдельно для верхней и нижней точек коммутации и рассчитывают средние значения из всех циклических прогонов.
3.7.3. Рассчитанные значения сравнивают с допускаемыми. Если эти значения не превышают допускаемых значений размаха и разности переключения, то изделие соответствует предъявляемым требованиям.
3.8. Контроль основной погрешности и ее составляющих изделий с цифровой выходной или входной величиной (аналого-цифровые и цифроаналоговые преобразователи).
3.8.1. Оценку основной погрешности аналого-цифровых и цифроаналоговых преобразователей проводят согласно п.3.6.1, причем выход аналого-цифровых преобразователей непосредственно подключают к вычислительной машине, а у второй группы изделий предусматривают преобразование аналогового выходного сигнала в цифровой.
3.8.2. Проверяют составляющие основной погрешности по п.3.6.2.
3.9. Контроль основной погрешности непрерывного регулятора
Контролируемый регулятор настраивают на пропорциональный коэффициент передачи ![]() 1. Для ПИ-, ПД-, ПИД-регуляторов дополнительно настраивают минимальные значения времени изодорма и времени предварения. Для контролируемого регулятора подбирают соответствующее адаптационное звено и образуют с ним замкнутый контур управления в соответствии с черт.3 приложения 4. Адаптационное звено реализует обратную связь управляющей величины
1. Для ПИ-, ПД-, ПИД-регуляторов дополнительно настраивают минимальные значения времени изодорма и времени предварения. Для контролируемого регулятора подбирают соответствующее адаптационное звено и образуют с ним замкнутый контур управления в соответствии с черт.3 приложения 4. Адаптационное звено реализует обратную связь управляющей величины ![]() с входом для управляемой величины
с входом для управляемой величины ![]() . Адаптационное звено для ПИ- и ПИД-регуляторов является суммирующим звеном, а для П- и ПД-регуляторов является звеном пропорционально интегрирующим.
. Адаптационное звено для ПИ- и ПИД-регуляторов является суммирующим звеном, а для П- и ПД-регуляторов является звеном пропорционально интегрирующим.
Для последовательно настраиваемых значений задающей величины ![]() 10, 50 и 90% определяют максимальное значение остающегося отклонения управляющей величины для
10, 50 и 90% определяют максимальное значение остающегося отклонения управляющей величины для ![]() 50%.
50%.
Непрерывные П- и ПД-регуляторы можно контролировать в открытом контуре управления.
Непрерывные регуляторы с ![]() 1 контролируют при минимальном значении
1 контролируют при минимальном значении ![]() .
.
Дискретные регуляторы контролируют в открытом контуре управления
3.10. Контроль других статических характеристик погрешностей
Если для изделий согласно п.1.2 в стандартах на изделия конкретного типа установлены другие характеристики, то в этих стандартах необходимо устанавливать методы определения значений этих характеристик и критерии соответствия точностным требованиям.
3.11. Контpоль дополнительных погрешностей
3.11.1. Оценку дополнительных погрешностей, возникающих из-за внешних климатических и механических факторов, проводят совместно с испытанием на пригодность для установления условий эксплуатации, транспортирования и хранения по совместной программе испытаний по ГОСТ 12997.
3.11.2. Если предел дополнительной погрешности влияющей величины превышает ![]() значения допускаемой основной погрешности, то определение влияния проводят не менее чем в пяти точках равномерно распределенных по диапазону изменения влияющей величины, установленному в стандартах на изделия конкретного типа, причем два из них совпадают с нижним и верхним пределами этого диапазона.
значения допускаемой основной погрешности, то определение влияния проводят не менее чем в пяти точках равномерно распределенных по диапазону изменения влияющей величины, установленному в стандартах на изделия конкретного типа, причем два из них совпадают с нижним и верхним пределами этого диапазона.
При этом изменение влияющей величины осуществляют ступенчато, начиная с номинальных значений (восходящее и нисходящее изменения).
Для каждого значения влияющей величины оценку и контроль проводят согласно пп.3.6.1.1-3.6.1.2 или 3.7.1, или 3.8.1 по истечении времени воздействия установленного значения влияющей величины.
Между средними значениями выходной величины при нормальных условиях и выходной величины в одном из пяти значений влияющей величины, которые соответствуют контролируемым точкам, необходимо вычислить разность. Максимальная разность, относящаяся к установленному диапазону влияющей величины, не должна превышать установленную дополнительную погрешность.
3.11.3. Если предел дополнительной погрешности от воздействия влияющей величины не превышает ![]() значения допускаемых пределов основной погрешности или характеристика влияния близка к линейной, оценку влияния допускается проводить одним из следующих способов:
значения допускаемых пределов основной погрешности или характеристика влияния близка к линейной, оценку влияния допускается проводить одним из следующих способов:
1) оценка влияния при двух значениях в диапазоне изменения влияющей величины, из которых хотя бы одно должно совпадать с предельным значением этого диапазона, а второе - с другим предельным значением или с номинальным значением;
2) оценка влияния на конечные точки нормирующего значения.
Метод оценки влияния должен соответствовать установленному в стандартах на изделия конкретного типа.
3.11.4. Оценку по п.3.11.3 проводят в рамках программы оценки по пп.3.6.1.1-3.6.1.2 или 3.7.1, или 3.8.1 при нормальных условиях для одного предельного значения влияющей величины и потом повторяют для второго предельного значения. Разность между средними значениями, определенными при нормальных условиях и при одном предельном значении для одной и той же контролируемой точки цикла контроля, сравнивают с установленными техническими требованиями значениями.
Результат контроля считают удовлетворительным, если получаемые значения не превышают установленных значений соответствующих дополнительных погрешностей для изделий.
3.11.5. Оценку по п.3.11.3, перечисление 2 проводят также, как и по пп.3.6.1.1 и 3.6.1.2 или 3.7.1, или 3.8.1 при нормальных условиях для одного предельного значения и потом повторяют для второго предельного нормирующего значения.
3.11.6. Условия и результаты воздействия внешних влияний на точность изделий должны быть занесены в протокол контроля.
3.12. Контроль видов дрейфа
3.12.1. Определение начального и кратковременного дрейфа проводят способами, которые устанавливают в стандартах на изделия конкретного типа.
3.12.2. Долговременный дрейф проверяют на одном изделии, которое эксплуатируют в течение указанного в п.2.15 интервала времени с установленным значением входной величины, равным 90% нормирующего значения. Регистрируют или ежедневно измеряют значение выходной величины и после истечения установленного согласно п.2.15 интервала времени проводят контроль основной погрешности по пп.3.6.1 или 3.7.1, или 3.8.1. Регистрацию выходной величины допускается заменять ежедневным контролем в одной точке согласно пп.3.6.1 или 3.7.1, или 3.8.1, причем можно сокращать объем контроля (кроме конца интервала времени), который установлен в стандартах на изделия конкретного типа.
Изделие соответствует предъявляемым требованиям, если наибольшее отклонение средних величин значений измерений (по одному из вышеуказанных методов) в течение интервала времени согласно п.2.15 от средних значений, относящихся к установленному значению входной величины, в начале интервала времени не превышает установленных значений долговременного дрейфа.
3.12.3. Ускоренный контроль долговременного дрейфа допускается проводить с циклическим изменением входной величины для изделий с механическими или электромеханическими частями. После оценки (контроля) основной погрешности или размаха и вариации по пп.3.6.1 и 3.6.2 или 3.7, или 3.8.1 изделие подвергают 10![]() циклическим изменениям входной величины со средним значением, соответствующим средней точке диапазона и амплитудой между циклами, равной 0,5 ширины диапазона (нормирующего значения), причем частоту выбирают так, чтобы амплитуда выходной величины не становилась ниже 0,8 ее значения в установившемся состоянии.
циклическим изменениям входной величины со средним значением, соответствующим средней точке диапазона и амплитудой между циклами, равной 0,5 ширины диапазона (нормирующего значения), причем частоту выбирают так, чтобы амплитуда выходной величины не становилась ниже 0,8 ее значения в установившемся состоянии.
Оценку проверяемых характеристик повторяют после снятия циклической нагрузки и определяют значения дрейфа. Изделие считают выдержавшим испытание, если полученное значение дрейфа не превышает допускаемого значения.
3.13. Контр о ль характеристик выходов и выходов
3.13.1. Контроль входного и выходного импеданса
Контроль входного и выходного импеданса проводят в соответствии со стандартами на изделия конкретного типа.
3.13.2. Контроль коэффициента ослабления синфазного сигнала
Контроль проводят при изолированных от земли входах изделия.
Входной сигнал подают к изделию (черт.4 приложения 4), значение которого составляет 50% диапазона входной величины. Источник сигнала должен иметь выходной импеданс не более 100 Ом, если контролируемый образец имеет в качестве входной величины напряжение. Синфазный сигнал создают генератором переменного тока (50 Гц) или генератором постоянного тока с настраиваемой амплитудой. Генератор подключают между одним входом и землей. Кожух изделия заземляют, если он изготовлен из электропроводящего материала. Если кожух изготовлен из изоляционного материала, то его располагают на электропроводящей заземленной подкладке.
Амплитуду синфазного сигнала выбирают в зависимости от предела допускаемого значения синфазных помех, устанавливаемого в стандартах на изделия конкретного типа. Напряжение постоянного тока подают по очереди для обеих полярностей. Фазу сигнала переменного тока изменяют по отношению к фазе напряжения питания.
Изменяя амплитуду и фазу синфазного сигнала добиваются наибольшего изменения величины выходного сигнала по отношению к той, которая наблюдается на выходе при установленной величине входного сигнала без помехи. Полученное значение величины сигнала на выходе, вызванное синфазным сигналом на входе, относится к значению соответствующего синфазного сигнала на входе. Результат отношения - коэффициент синфазного влияния помех.
Коэффициент ослабления синфазного сигнала в децибелах рассчитывают как десятичный логарифм отношения пропорционального коэффициента передачи к коэффициенту синфазного влияния помех, умноженный на число 20. Контроль можно проводить и для синфазного переменного напряжения с другими существенно влияющими частотами.
3.13.3. Контроль коэффициента ослабления противофазного сигнала
На вход изделия последовательно к установленному значению входного сигнала через сопротивление с предпочтительным значением 10 Ом (черт.5 приложения 4) подают противофазное напряжение переменного тока частотой 50 Гц и амплитудой, выбираемой в зависимости от предела допускаемого значения помехи (предпочтительно 1 В).
Противофазное переменное напряжение настраивают по фазе так, чтобы возникло самое большое изменение значения выходного сигнала по отношению к значению сигнала, наблюдаемого на выходе при установленном значении входного сигнала без помехи.
Контроль проводят входным сигналом, значение которого составляет 10 и 90% диапазона входного сигнала. Значение коэффициента ослабления противофазного сигнала в децибелах выражают десятичным логарифмом отношения амплитуды противофазного сигнала к значению изменения входного сигнала, при котором получают такое же, как при противофазном, изменение выходного сигнала, умноженного на число 20.
Контроль можно проводить и для других возмущающих частот.
3.13.4. Контроль предела перегрузки
Метод контроля предела перегрузки устанавливается в стандартах на изделия конкретного типа.
3.14. Контроль погрешностей динамических погрешностей
3.14.1. Для изделий с настраиваемым начальным значением входной величины и (или) нормирующим значением в более широких пределах чем те, которые необходимы для исключения производственных допусков, погрешности динамических характеристик должны определяться для средних значений настройки, если в стандартах на изделия конкретного типа нет других указаний.
3.14.2. Если изделия имеют элементы настройки, влияющие на их динамические свойства, то контроль должен проводиться при настройке этих элементов, вызывающей минимальный и максимальный динамические эффекты.
3.14.3. Погрешности динамических характеристик определяют у всех изделий, которые не имеют специально настраиваемых динамических характеристик, как отклонения динамических характеристик в виде переходной характеристики или частотной характеристики от номинальных.
Для изделий, которые служат для создания требуемой настраиваемой временной характеристики (например, регуляторы), необходимо устанавливать особые методы контроля для подтверждения соблюдения соответствия значений характеристики соответствующим числовым отметкам шкалы для настраиваемых динамических характеристик с оцененной динамической характеристикой в стандартах на изделия конкретного типа.
3.14.4. Контроль погрешностей параметров переходной характеристики (черт.6 приложения 4)
3.14.4.1. Погрешности определяют путем экспериментального снятия переходной характеристики для скачкообразных изменений входной величины на 80 или 10% нормирующего значения на основе выбора кривой значений параметров динамических характеристик для соответствующего изделия и сравнения с настроенными значениями. При этом необходимо реализовать скачкообразные изменения на 80% входного нормирующего значения от 10 до 90% и от 90 до 10%, а для скачкообразных изменений на 10% входного нормирующего значения в интервалах от 5 до 15%, от 45 до 55%, от 85 до 95% и наоборот.
3.14.4.2. Средства контроля и программу контроля для генерирования скачкообразных изменений входной величины необходимо устанавливать в стандартах на изделия конкретного типа. Должна быть реализована возможность генерировать скачки согласно п.3.14.4.1 с достаточно малой длительностью нарастания по сравнению со временем успокоения изделия.
Регистрирующие приборы для записи выходной величины должны иметь синхронизированный генератор скачков, диапазон которого должен соответствовать нормирующему значению выходного сигнала изделия и время успокоения которого должно быть достаточно кратким по сравнению со временем успокоения переходных процессов в изделии.
3.14.4.3. Изделие удовлетворяет требованиям, если отклонения значений параметров, взятых из снятой переходной характеристики, от предписанных значений параметров переходной характеристики не больше, чем соответствующие значения погрешности параметров характеристики, установленные в стандартах на изделия конкретного типа.
3.14.5. Контроль погрешностей параметров частотных характеристик (черт.7 приложения 4)
3.14.5.1. Погрешности определяют путем экспериментального снятия частотной характеристики. Для этого при помощи генератора сигналов на вход изделия подают сигнал с определенной амплитудой и частотой, изменяющейся от значения, близкого к нулю (максимально 0,005 Гц) до значения частоты, при котором амплитуда выходного сигнала уменьшается приблизительно до половины. Амплитуда сигнала должна гарантировать измерение и должна быть не более 20% нормирующего значения. При снятии частотной характеристики необходимо установить относительный пропорциональный коэффициент передачи (относительно его значения при нулевой частоте) и фазовый угол между выходным и входным сигналами при выбранных значениях частоты. Измеряемые значения вносят в две диаграммы с логарифмическими осями координат, которые выражают амплитудную и фазовую характеристику.
3.14.5.2. Содержание диаграмм:
частота, при которой относительный пропорциональный коэффициент передачи равен 0,7;
частота, при которой фазовый угол равен минус 45°;
частота, при которой значение относительного пропорционального коэффициента передачи для средств управления является наибольшим, а также относящийся к ней фазовый угол;
наибольшее абсолютное значение относительного пропорционального коэффициента передачи.
Если отклонения измеряемых значений частоты, фазового угла и относительного пропорционального коэффициента передачи от установленных значений не более допускаемых значений погрешностей параметров частотных характеристик, то изделие удовлетворяет техническим требованиям.
ПРИЛОЖЕНИЕ 1 (обязательное). Соответствие ГОСТ 23222-88 стандарту СЭВ 6123-87
ПРИЛОЖЕНИЕ 1
Обязательное
ГОСТ 23222-88 | СТ СЭВ 6123-87 |
Вводная часть | Вводная часть |
1 | Раздел 2 |
" 2 | " 3 |
" 3 | " 4 |
Приложение 2 | " 1 |
" 3 | Приложение 1 |
" 4 | " 2 |
ПРИЛОЖЕНИЕ 2 (обязательное). ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ПРИЛОЖЕНИЕ 2
Обязательное
Термины | Определения |
1. Общие понятия | |
1.1. Предписанная функция | Функция, для выполнения которой используется изделие |
1.2. Характеристика точности выполнения предписанной функции | Отдельная характеристика свойств изделия, которые оказывают влияние на результаты и погрешности выполнения изделием предписанной функции |
Примечания: | |
1.3. Основная погрешность | Погрешность при нормальных условиях |
1.4. Класс точности | Характеристика для однотипной группы изделий, имеющих одинаковые пределы допускаемой основной погрешности. |
2. Характеристики, описывающие результат выполнения предписанной функции | |
2.1. Статическая функция преобразования | Зависимость значений информативного параметра выходного сигнала или перемещения подвижного органа изделия от значений информативного параметра входного сигнала в установившемся состоянии |
2.1.1. Оцененная статическая функция преобразования | Статическая функция преобразования, полученная в результате эксперимента |
2.2. Диапазон | Интервал между нижним и верхним пределами, в котором может изменяться входная или выходная величина, сигнал или параметр |
Примечание. Примеры диапазонов. | |
2.2.1. Ширина диапазона | Алгебраическая разность между значениями верхнего и нижнего пределов диапазона |
Примечание. Примеры. | |
2.3. Число разрядов кодированной входной (выходной) величины | Число двоичных разрядов, которые в сочетании с видом кода представляют любое дискретное значение в диапазоне цифровой входной (выходной) величины |
2.4. Цена единицы наименьшего разряда кода | Минимальное числовое значение, которое соответствует наименьшему разряду кода, выраженная в единицах отображаемой величины |
2.5. Цена деления шкалы | Разность значений величин, соответствующих двум соседним отметкам шкалы |
2.6. Пропорциональный коэффициент передачи | Отношение изменения выходной величины изделия к вызывающему его изменению входной величины, определяемое по формуле
|
3. Характеристики погрешности | |
3.1. Систематическая составляющая основной погрешности | Составляющая основной погрешности, которая при одном и том же значении информативного параметра входного сигнала в неизменных условиях применения изделия остается постоянной или изменяется настолько медленно, что ее изменениями за время измерения можно пренебречь, или изменяется по определенному закону, если условия изменяются. |
3.2. Случайная составляющая основной погрешности | Составляющая основной погрешности, которая изменяется во времени случайным образом при одном и том же значении информативного параметра входного сигнала. |
3.3. Размах | Разность максимального и минимального значений из последовательно полученных значений выходной величины или показаний, относящихся к одному и тому же значению входной величины при прямом или обратном ходе и неизменных условиях. |
3.4. Погрешность настройки | Отклонение значения настроенной величины от ее предписанного значения. |
3.5. Погрешность дискретности | Погрешность, которая возникает при преобразовании аналогового сигнала в цифровой. |
3.6. Вариация | Разность между значениями выходной величины при задании соответственно одного определенного значения входной величины при подходе к нему один раз со стороны больших значений и второй - со стороны меньших значений. |
3.7. Зона нечувствительности | Диапазон значений, в котором изменение входной величины не приводит к изменению выходной величины. |
3.8. Неконформность | Наибольшее отклонение оцененной статической функции преобразования от кривой, конформной относительно номинальной статической функции преобразования. Конформность указанной кривой относительно номинальной статической функции преобразования обозначает, что они имеют одинаковую графическую форму |
Примечания: | |
3.9. Дрейф | Наибольшее отклонение оцененной статической функции преобразования за установленный отрезок времени от оцененной статической функции преобразования в начале отрезка времени при нормальных условиях. |
Примечание. В зависимости от начала и длительности интервала времени, на котором рассматривается дрейф, различают начальный, кратковременный (не более 3d) и долговременный дрейф (не менее 10d) | |
3.10. Порог реагирования | Изменение входной величины, вызывающее наименьшее обнаруживаемое изменение выходной величины |
3.11. Погрешность динамической характеристики | Отклонение оцененной полной динамической характеристики от номинальной полной динамической характеристики |
Примечание. Погрешность динамической характеристики можно описать отклонением (отклонениями) одной или нескольких частных динамических характеристик от ее (их) предписанного значения (фактических значений). | |
4. Характеристики, отражающие влияние внешней среды и неинформативных параметров входного сигнала | |
4.1. Дополнительная погрешность от воздействия влияющей величины | Изменение оцененной статической функции преобразования, которое вызвано отклонением одной из влияющих величин от установленного при нормальных условиях номинального значения или номинального диапазона, причем все другие влияющие величины сохраняют свое номинальное значение или свой номинальный диапазон |
5. Характеристики, отражающие влияние скорости (частоты) изменения входного сигнала | |
5.1. Полная динамическая характеристика | Изменение во времени информативного параметра выходного сигнала в зависимости от нормированного изменения во времени информативного параметра входного сигнала |
Примечание. Полная динамическая характеристика связана с инерционными свойствами изделия и обуславливает динамическую составляющую погрешности. | |
5.1.1. Оцененная полная динамическая характеристика | Полная динамическая характеристика, определенная экспериментально |
5.2. Частная динамическая характеристика | Параметр полной динамической характеристики, предназначенный для нормированного описания изменений во временя информативного параметра выходного сигнала, вызванных нормированным временным изменением информативного параметра входного сигнала |
Примечание. См. примечание к п.1.2 | |
5.3. Значение частной динамической характеристики | Числовое значение частной динамической характеристики, выраженное в принятых единицах |
5.4. Передаточная функция | Полная динамическая характеристика линейного изделия, выраженная как отношение преобразованных по Лапласу выходного сигнала к входному сигналу, взятых при нулевых начальных условиях
|
5.5. Переходная характеристика | Полная динамическая характеристика линейного изделия, отражающая изменение во времени выходного сигнала при скачкообразном изменении входного сигнала, нормированного к высоте скачка входного сигнала:
|
5.6. Импульсная переходная характеристика | Полная динамическая характеристика, отражающая изменение во времени выходного сигнала при подаче на вход линейного изделия импульсного сигнала |
5.7. Частотная характеристика | Полная динамическая характеристика, описывающая поведение линейного изделия при синусоидальных входных сигналах частоты
|
5.7.1. Амплитудно-частотная характеристика | Частная динамическая характеристика, представляющая собой абсолютное значение частотной характеристики
|
5.7.2. Фазовая частотная характеристика | Частная динамическая характеристика в виде фазы частотной характеристики и выраженная аргументом частотной характеристики
|
5.8. Время успокоения | Частная динамическая характеристика, являющаяся параметром переходной характеристики и определяющая время от начала скачкообразного изменения входного сигнала до входа переходной характеристики в допуск с пределами |
5.9. Время чистого запаздывания | Частная динамическая характеристика, являющаяся параметром переходной характеристики, отражающая интервал времени от начала скачка входного сигнала до начала изменения значения информативного параметра выходного сигнала (черт.6 приложения 4) |
5.10. Постоянная времени | Частная динамическая характеристика, являющаяся параметром переходной характеристики изделия с динамическим поведением элемента задержки первого порядка и отражающая время, за которое значение выходной величины достигло 63% максимального изменения, вызванного скачкообразным изменением входного сигнала |
5.11. Время выброса (время перерегулирования) | Частная динамическая характеристика линейного изделия, отражающая время от начала скачка входного сигнала до первого максимума переходной характеристики (черт.6 приложения 4) |
5.12. Значение максимального перерегулирования (значение выброса) | Частная динамическая характеристика, отражающая разность между первым максимумом и стационарным установившимся значением переходной характеристики |
5.13. Процентный показатель времени | Частная динамическая характеристика, являющаяся параметром переходной характеристики изделия с неколебательным поведением и отражающая время от начала скачка входного сигнала до момента достижения выходной величиной значения, равного определенному проценту максимального значения изменения выходного сигнала, вызванного скачком входного сигнала |
5.14. Отношение процентных показателей времени | Отношение двух различных процентных показателей времени одной и той же переходной характеристики |
6. Нормы характеристик | |
6.1. Номинальная статическая функция преобразования | Статическая функция преобразования, требуемая или предписанная для изделия |
6.2. Номинальная полная динамическая характеристика | Полная динамическая характеристика, требуемая для изделия |
6.3. Нормирующее значение | Установленное значение ширины диапазона, к которому относится выражение значения характеристики |
6.4. Предел допускаемой перегрузки | Допускаемое предельное значение входной величины или одной из влияющих величин, воздействие которого на изделие допускается в течение установленного интервала времени, не вызывая выхода за установленные пределы значений основных характеристик после возврата входной величины в установленный диапазон информативного параметра или после возврата влияющей величины в пределы, предусмотренные условиями эксплуатации |
6.5. Пределы допускаемой основной погрешности | Установленные для нормальных условий экстремальные (наибольшие и наименьшие) отклонения значений номинальной статической функции преобразования, при заданной доверительной вероятности, расположенные симметрично по обе стороны от этой функции. |
Примечания: | |
6.5.1. Абсолютные пределы допускаемой основной погрешности | Отклонения по п.6.5, выраженные в единицах измерения выходной величины
|
6.5.2. Относительные пределы допускаемой основной погрешности | Отклонения по п.6.5, отнесенные к предписанному значению
|
6.5.3. Приведенные пределы допускаемой основной погрешности | Отклонения по п.6.5, отнесенные к нормирующему значению
и нормирующее значение |
6.6. Пределы допускаемого размаха | Наибольшее и наименьшее допускаемые значения размаха |
6.7. Пределы допускаемой дополнительной погрешности | Наибольшее и наименьшее допускаемые значения дополнительной погрешности |
6.8. Пределы допускаемой основной погрешности пропорционального регулятора (далее П-регулятора) | Установленные предельные значения отклонения регулируемой величины |
Примечание. Пределы погрешности исключают составляющую погрешности, вызванную элементом изделия для образования предписанного значения в том случае, если при настройке задающей величины используются измерительные средства сравнения, не входящие в состав П-регулятора | |
6.9. Пределы допускаемой основной погрешности сравнения непрерывных пропорционально интегрального или пропорционально интегрально-дифференциального регуляторов (далее ПИ- или ПИД-регуляторов) | Установленные предельные значения продолжительного отклонения регулируемой величины |
7. Характеристики, отражающие влияние подключения ко входу и (или) выходу изделия других изделий или взаимодействие изделия с управляемым процессом или объектом управления | |
7.1. Входной (выходной) импеданс | Характеристика изделия, определяющая реакцию его входного (выходного) сигнала на подключение изделия к источнику входного сигнала (к нагрузке выхода) |
7.2. Нагрузка выхода | Полное электрическое или пневматическое сопротивление, которое подключают на выход аналогового изделия и которое является эквивалентным импедансом присоединяемых устройств на выходе при контроле изделия |
7.3. Синфазный сигнал помехи | Сигнал помехи, поступающей на оба зажима дифференциального входа электрического изделия с одинаковой амплитудой и фазой по отношению к общему полюсу. |
Примечание. Синфазный сигнал помехи не несет полезной информации, он действует как влияющая величина | |
7.4. Коэффициент синфазного влияния помех | Отношение изменения информативного параметра выходного сигнала к изменению синфазного сигнала при постоянном информативном параметре входного сигнала дифференциального входа |
7.5. Коэффициент ослабления синфазного сигнала | Отношение пропорционального коэффициента передачи к коэффициенту синфазного влияния помех. |
Примечание. Коэффициент ослабления синфазного сигнала выражается логарифмическим отношением в децибелах | |
7.6. Противофазный сигнал помехи | Сигнал помехи, действующий между полюсами дифференциального входа электрического изделия. |
Примечание. Противофазный сигнал направлен последовательно к сигналу, несущему информацию; параметры этого сигнала являются неинформативными | |
7.7. Коэффициент ослабления противофазного сигнала | Отношение противофазного сигнала, вызывающего заданное изменение выходного сигнала, к изменению входного сигнала, несущего информацию, вызывающего такое же изменение выходного сигнала. |
Примечание. См. примечание к п.7.5 | |
8. Характеристики, отражающие особенности конкретных изделий | |
8.1. Нагрузка счетчика | Физическая величина на входе счетчика, интегрирование или суммирование которой по времени дает значение величины, определяемой счетчиком |
8.2. Время изодорма | Частная динамическая характеристика ПИ-регулятора, определяемая как отношение пропорционального коэффициента передачи к интегральному коэффициенту передачи |
Примечание. Интегральный коэффициент передачи - отношение производной по времени (скорости изменения) выходной величины изделия к вызывающему его изменению входной величины | |
8.3. Время предварения (упреждения) | Частная динамическая характеристика пропорционально-дифференциального регулятора (далее - ПД-регулятор), определяемая как отношение дифференциального коэффициента передачи к пропорциональному коэффициенту передачи. |
Примечание. Дифференциальный коэффициент передачи - отношение изменения выходной величины изделия к производной по времени (скорости изменения) вызывающего его изменения входной величины | |
8.4. Точка коммутации (переключения) | Значение входной величины аналого-диcкретного изделия, при котором выходная величина переходит из одного дискретного состояния в другое |
8.4.1. Верхняя точка коммутации (порог срабатывания) | Точка коммутации при увеличении входной величины |
8.4.2. Нижняя точка коммутации (порог отпускания) | Точка коммутации при уменьшении входной величины |
8.5. Разность переключения (зона возврата) | Разность между верхней и нижней точками коммутации (переключения). |
Примечание. Разность переключения и точки переключения могут быть | |
8.5.1. Значение размаха точки коммутации | Разность между максимальным и минимальным значениями входной величины при восходящем и нисходящем направлениях |
8.5.2. Значение разности переключения | Разность между рассчитанными средними значениями входной величины для верхней и нижней точки коммутации |
9. Термины, связанные с определением характеристик | |
9.1. Нормальные условия | Условия, представленные совокупностью допустимых номинальных значений и номинальных диапазонов влияющих величин и параметров |
9.2. Влияющая величина | Величина, не содержащая информацию, необходимую для выполнения предписанной функции, но нежелательно воздействующая на погрешность выполнения изделием предписанной функции при контроле или эксплуатации. |
Примечание. См. примечания к п.9.4 | |
9.3. Информативный параметр входного (выходного) сигнала | Параметр входного (выходного) сигнала, функционально связанный с управляемой (управляющей) величиной или являющийся самой управляющей или управляемой величиной объекта автоматического контроля, регулирования и управления |
9.4. Неинформативный параметр входного (выходного) сигнала | Параметр входного сигнала (выходного сигнала), функционально не связанный с управляемой (управляющей) величиной или не являющейся самой управляемой (управляющей) величиной объекта автоматического контроля, регулирования и управления. |
Примечания: | |
9.5. Время прогрева | Интервал времени с момента включения питания до момента достижения температурного равновесия изделия |
9.6. Производственный допуск | Допускаемое предельное отклонение значения характеристики от своего номинального значения, обусловленное технологией производства. |
 , где
, где
ПРИЛОЖЕНИЕ 3 (обязательное). Пример таблицы расчета значений характеристики точности выполнения предписанной функции изделия
ПРИЛОЖЕНИЕ 3
Обязательное
| - значение настроенной входной величины, относящееся к диапазону изменения входной величины соответственно к нормирующему значению в процентах |
| Разность между измеряемым значением |
| Среднее арифметическое значение |
| - средние отклонения оцененной статической функции преобразования |
| - вариация |
| - средняя погрешность настройки для начальной (конечной) точки статической функции преобразования |
| - средняя погрешность настройки для нормирующего значения |
| |
- уравнение к номинальной статической функции преобразования конформной кривой через средние арифметические значения конечных точек | |
| - неконформность (тип Б) |
| - приведенная основная погрешность |
| - размах для возрастающих значений |
| - размах для убывающих значений |
| - размах . |
ПРИЛОЖЕНИЕ 4 (обязательное)
ПРИЛОЖЕНИЕ 4
Обязательное
Черт.1а. Определение составляющих основных погрешностей
Определение составляющих основных погрешностей
Черт.1а
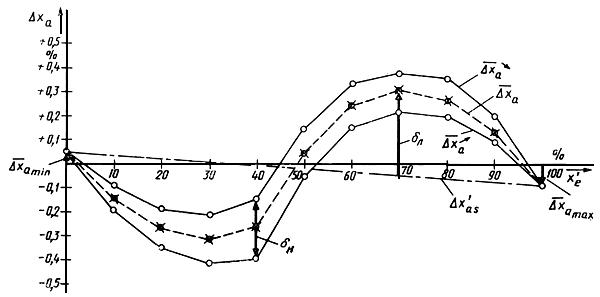
Черт.1б. Оценка точек коммутации и разности переключений
Оценка точек коммутации и разности переключений
1 - нижняя точка коммутации; 2 - верхняя точка коммутации; 3 - размах точки коммутации;
4 - разность переключения
Черт.1б
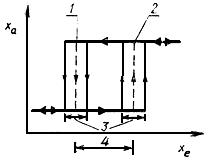
Черт.2а. Методы установления неконформности или нелинейности
Методы установления неконформности или нелинейности
1 - оцененная статическая функция преобразования;
2 - конформная кривая к номинальной статической функции;
3 - минимизированное наибольшее отклонение; 4 - ширина диапазона изменения входной величины
Черт.2а
Черт.2б, 2в. Методы установления неконформности или нелинейности
Методы установления неконформности или нелинейности
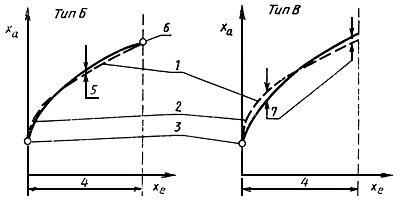
1 - конформная кривая к номинальной статической функции преобразования;
2 - оцененная статическая функция преобразования;
3 - нижний предел диапазона; 4 - ширина диапазона изменения входной величины;
5 - наибольшее отклонение; 6 - верхний предел диапазона;
7 - минимизированные и одинаковые наибольшие отклонения
Черт.2б Черт.2в
Черт.3. Схема непрерывного регулятора
Схема непрерывного регулятора
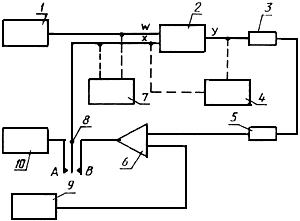
1 - датчик предписанного значения; 2 - регулятор; 3 - нагрузка выхода;
4 - прибор показаний для управляемой величины ![]() и управляющей величины
и управляющей величины ![]() ; 5 - звено затухания;
; 5 - звено затухания;
6 - адаптационное звено; 7 - прибор показаний отклонений управляющей величины ![]() ;
;
8 - переключатель (положение ![]() - контроль в открытом контуре управления;
- контроль в открытом контуре управления;
положение ![]() - контроль в замкнутом контуре управления);
- контроль в замкнутом контуре управления);
9 - датчик сигналов; 10 - датчик для управляемой величины ![]()
Черт.3
Черт.4а, 4б. Контроль коэффициента ослабления синфазного сигнала
Контроль коэффициента ослабления синфазного сигнала
Черт.4а
Черт.4б
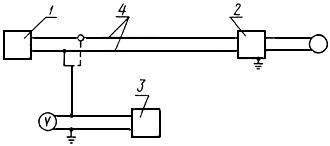
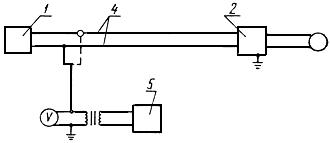
Черт.5. Контроль коэффициента ослабления противофазного сигнала
Контроль коэффициента ослабления противофазного сигнала
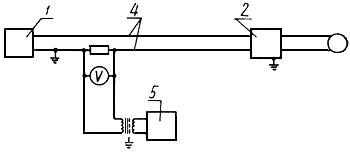
1 - источник сигнала; 2 - контролируемый образец;
3 - настраиваемый источник питания постоянного напряжения; 4 - линия сигнала;
5 - источник переменного напряжения с настраиваемой амплитудой и настраиваемым фазовым сдвигом
Черт.5
Черт.6. Контроль погрешностей параметров переходной характеристики
Контроль погрешностей параметров переходной характеристики
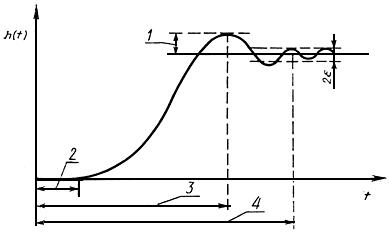
1 - значение максимального перерегулирования; 2 - время чистого запаздывания; 3 - время выброса;
4 - время успокоения
Черт.6
Черт.7. Контроль погрешностей параметров частотных характеристик
Контроль погрешностей параметров частотных характеристик
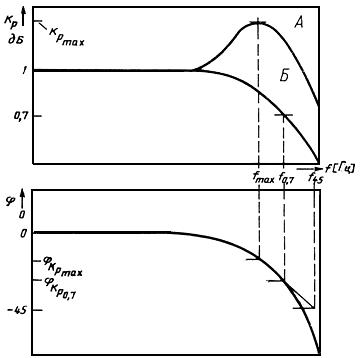
А - периодическое демпфирование; Б - апериодическое демпфирование
Черт.7
ПРИЛОЖЕНИЕ 5 (справочное). Сведения о соответствии ссылок на стандарты СЭВ ссылкам на государственные стандарты
ПРИЛОЖЕНИЕ 5
Справочное
Раздел, в котором приведена ссылка | Обозначение СТ СЭВ | Обозначение ГОСТ |
3.1; 3.11.1 | СТ СЭВ 6122-87 | ГОСТ 12997-84 |
3.3.2 | СТ СЭВ 6125-87 | ГОСТ 13053-76 |