ГОСТ 22410-91
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАБКИ ФРЕЗЕРНЫЕ АГРЕГАТНЫХ СТАНКОВ
Основные размеры. Нормы точности и жесткости
Milling spindle units for modular-type machine tools.
Basic dimensions. Standards of accuracy and rigidity
ОКП 38 1800
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Байков, Ю.А.Архипов, В.Н.Кустовский, А.Р.Чеховский, Й.И.Мурев, Ю.С.Николаев, Т.А.Телегина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.91 N 574
3. Срок проверки - 1996 г., периодичность - пять лет
4. Стандарт соответствует международному стандарту ИСО 3590-76 разд.7 в части основных размеров
5. Стандарт соответствует СТ СЭВ 3116-81 в части основных размеров
6. ВЗАМЕН ГОСТ 21711-76 и ГОСТ 22410-87
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2 1, 4.1 |
ГОСТ 1139-80 | 1.1 |
ГОСТ 2789-73 | 3.2 |
ГОСТ 22267-76 | 2.3, 2.4, 2.5, 2.6, 2.7, 2.8 |
ГОСТ 24644-81 | 1.1 |
Настоящий стандарт распространяется на унифицированные фрезерные бабки классов точности Н, П и В, предназначенные для выполнения фрезерных работ при обработке деталей на отдельных или встраиваемых в автоматические линии агрегатных станках.
Требования настоящего стандарта являются обязательными.
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
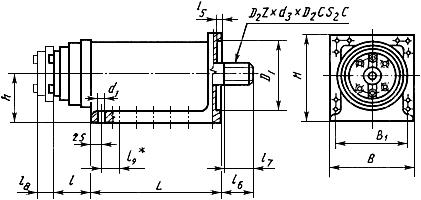
1.1. Основные размеры фрезерных бабок должны соответствовать указанным на черт.1 и в табл.1.
Черт.1 Фрезерные бабки с пинолью, фрезерные бабки без пиноли
Фрезерные бабки с пинолью
Исполнение 1
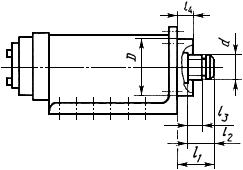
Фрезерные бабки без пиноли
Исполнение 2
(остальное - см. исполнение 1)
______________
* ![]() - (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями ±0,2 мм.
- (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями ±0,2 мм.
Черт.1
Примечание. Чертеж не определяет конструкцию бабок.
Таблица 1
мм
|
|
|
|
|
|
|
|
|
125* | 100* | 100 | 115 | - | 25 | M10* | 125; 140 | 63; 80 |
160* | 135* | 130 | 150 | 8x32x38 | 45 | М10* | 160; 180 | 80; 100 |
200* | 170* | 160 | 185 | 8x42x48 | 55 | M12* | 200; 225 | 100; 125 |
250* | 220* | 210 | 235 | 8x56x65 | 70 | M12* | 250; 285 | 125; 160 |
320* | 280* | 270 | 300 | 8x62x72 | 110 | M12*; M16 | 320; 360 | 160; 200 |
400* | 355* | 320 | 360 | 10x102x112 | 140 | M16*; M20 | 400; 450 | 200; 250 |
500* | 450* | 420 | 460 | 10x112x125 | 160 | M16*; M20 | 500; 570 | 250; 320 |
630* | 580* | 530 | 570 | - | 200 | M16*; M20 | 630 | 320 |
Продолжение табл.1
мм
|
|
|
|
|
|
|
|
|
| Конец шпинделя по ГОСТ 24644 | ||
He более | с конусностью 7:24 | с конусом Морзе | ||||||||||
200 | 100*;110 | - | - | - | 25 | - | - | - | - | 30* | 2; 3; 4 | |
250 | 100*; 140 | 47 | 70 | 40 | 25 | 12 | 85 | - | 40 | 30*; 40 | 2; 3; 4 | |
320 | 100; 125*; 180 | 57 | 82 | 50 | 30 | 15 | 150 | 130 | 50 | 30; 40*; 45 | 2; 3; 4 | |
400 | 125*; 220 | 68 | 91 | 60 | 35 | 18 | 175 | 170 | 50 | 40*; 45; 50 | 2; 3; 4 | |
500 | 125; 160*; 280 | 72 | 110 | 60 | 40 | 22 | 240 | 190 | 100 | 40; 50*; 55; 60 | - | |
630 | 160*; 360 | 91 | 132 | 80 | 40 | 25 | 270 | 200 | 100 | 40; 50*; 55; 60 | - | |
800 | 160; 200*; 360 | 105 | 145 | 95 | 50 | 25 | 290 | 210 | 100 | 50; 60*; 70 | - | |
1000 | 200* | - | - | - | - | - | - | - | - | 60* | - | |
1250* | ||||||||||||
______________
* Соответствуют ИСО 3590, разд.7.
1.2. Размеры шпоночных пазов в концах шпинделей под привод для бабок без пиноли - по ГОСТ 23360.
1.3. Для центрирования могут быть использованы два штифта.
2. ТОЧНОСТЬ БАБКИ
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
При приемке бабки не всегда необходимо проводить все проверки, указанные в настоящем стандарте. По согласованию с изготовителем потребитель может выбирать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе бабки.
2.2. Нормы точности фрезерных бабок не должны превышать значений, указанных в табл.2-10.
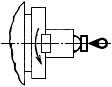
2.3. Радиальное биение конического отверстия шпинделя
2.3.1. У торца шпинделя
2.3.2. На расстоянии ![]() .
.
Черт.2. Радиальное биение конического отверстия шпинделя
Черт.2
Таблица 2
Ширина | Номер проверки |
| Допуск, мкм, для бабок класса точности | ||
Н | П | В | |||
125; 160 | 2.3.1 | - | 10 | 6 | 4 |
2.3.2 | 150 | 12 | 8 | 5 | |
200; 250 | 2.3.1 | - | 12 | 8 | 5 |
2.3.2 | 200 | 16 | 10 | 6 | |
320; 400 | 2.3.1 | - | 16 | 10 | 6 |
2.3.2 | 300 | 20 | 12 | 8 | |
500; 630 | 2.3.1 | - | 20 | 12 | 8 |
2.3.2 | 500 | 25 | 16 | 10 | |
Измерения - по ГОСТ 22267, разд.15, метод 2.
2.4. Радиальное биение центрирующей шейки
Черт.3. Радиальное биение центрирующей шейки
Черт.3
Таблица 3
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 10 | 6 | 4 |
200; 250 | 12 | 8 | 5 |
320; 400 | 16 | 10 | 6 |
500; 630 | 20 | 12 | 8 |
Измерения - по ГОСТ 22267, разд.15, метод 1.
2.5. Осевое биение шпинделя
Черт.4. Осевое биение шпинделя
Черт.4
Таблица 4
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 6 | 4 | 2,5 |
200; 250 | 8 | 5 | 3 |
320; 400 | 10 | 6 | 4 |
500; 630 | 12 | 8 | 5 |
Измерения - по ГОСТ 22267, разд.17, метод 2.
2.6. Торцовое биение фланца шпинделя
Черт.5. Торцовое биение фланца шпинделя
![]() 10 мм
10 мм
Черт.5
Таблица 5
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 12 | 8 | 5 |
200; 250 | 16 | 10 | 6 |
320; 400 | 20 | 12 | 8 |
500; 630 | 25 | 16 | 10 |
Измерения - по ГОСТ 22267, разд.18, метод 1.
2.7. Плоскостность поверхности основания бабки
Черт.6. Плоскостность поверхности основания бабки

Черт.6
Таблица 6
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 16 | 10 | 6 |
200; 250 | 20 | 12 | 8 |
320; 400 | 25 | 16 | 10 |
500; 630 | 30 | 20 | 12 |
Выпуклость не допускается | |||
Измерения - по ГОСТ 22267, разд.4, метод 2 или 3.
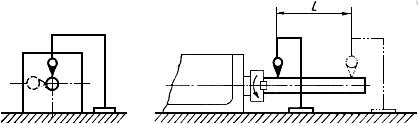
2.8. Параллельность оси шпинделя плоскости основания бабки
Черт.7. Параллельность оси шпинделя плоскости основания бабки
Черт.7
Таблица 7
Ширина |
| Допуск, мкм, для бабок класса точности | ||
Н | П | В | ||
125; 160 | 150 | 16 | 10 | 6 |
200; 250 | 200 | 20 | 12 | 8 |
320; 400 | 300 | 25 | 16 | 10 |
500; 630 | 500 | 30 | 20 | 12 |
Измерения - по ГОСТ 22267, разд.7, метод 1.
Проверку бабок с пинолью проводят дважды: когда пиноль находится в исходном положении и когда пиноль выдвинута на всю длину своего хода (при измерении пиноль должна быть зажата).
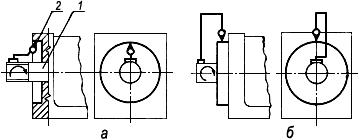
2.9. Перпендикулярность оси шпинделя к плоскости крепления привода
Черт.8. Перпендикулярность оси шпинделя к плоскости крепления привода
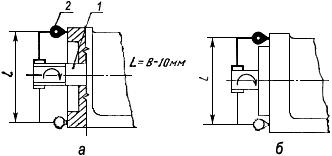
Черт.8
Таблица 8
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 20 | 12 | 8 |
200; 250 | 25 | 16 | 10 |
320; 400 | 30 | 20 | 12 |
500; 630 | 40 | 25 | 16 |
Измерительный прибор 2 укрепляют на конце шпинделя 1 (а - для бабок с пинолью; б - для бабок без пиноли) так, чтобы его измерительный наконечник касался плоскости для крепления привода на расстоянии 0,5![]() от оси шпинделя и был перпендикулярен к этой плоскости.
от оси шпинделя и был перпендикулярен к этой плоскости.
Отклонение в любом направлении в пределах одного полного оборота шпинделя равно наибольшей алгебраической разности показаний измерительного прибора в двух диаметрально противоположных точках при повороте шпинделя на 180°.
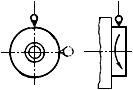
2.10. Соосность шпинделя поверхности центрирующего выступа (центрирующей выточки) под привод
Черт.9. Соосность шпинделя поверхности центрирующего выступа (центрирующей выточки) под привод
Черт.9
Таблица 9
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 16 | 10 | 6 |
200; 250 | 20 | 12 | 8 |
320; 400 | 25 | 16 | 10 |
500; 630 | 30 | 20 | 12 |
Измерительный прибор 2 укрепляют на конце шпинделя 1 так, чтобы его измерительный наконечник касался цилиндрической поверхности (а - для бабок с пинолью, б - для бабок без пиноли) под привод и был направлен к его (от ее) оси перпендикулярно к образующей.
Шпиндель вместе с измерительным прибором поворачивают на 360°.
Отклонение равно наибольшей алгебраической полуразности показаний измерительного прибора за один полный оборот шпинделя.
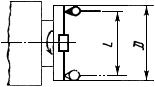
2.11. Параллельность оси вращения шпинделя оси пиноли
Черт.10. Параллельность оси вращения шпинделя оси пиноли
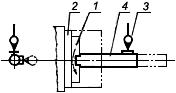
Черт.10
Таблица 10
Длина наладочного перемещения пиноли, мм | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
До 50 | 16 | 10 | 6 |
Св. 50 до 100 | 20 | 12 | 8 |
" 100 | 25 | 16 | 10 |
Контрольную оправку 4 устанавливают вдоль оси шпинделя 1. Измерительный прибор 3 устанавливают так, чтобы его плоский измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно к образующей.
Пиноль 2 перемещают на всю длину наладочного перемещения. Измерения проводят в крайних положениях пиноли (при измерении пиноль должна быть зажата).
Отклонение от параллельности в каждой плоскости равно среднему значению (алгебраической полусуммы) двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя на 180°).
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
Рекомендуемая форма и размеры образца (черт.11)
Черт.11. Рекомендуемая форма и размеры образца
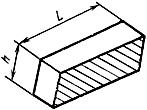
Черт.11
Таблица 11
Ширина |
|
|
125; 160 | 40 | 125 |
200; 250 | 80 | 200 |
320; 400 | 160 | 320 |
500; 630 | 320 | 500 |
Материал образца - конструкционная сталь, НВ 180…207
3.1. Плоскостность обработанной поверхности образца
Таблица 12
Ширина | Допуск, мкм, для бабок класса точности | ||
Н | П | В | |
125; 160 | 12 | 8 | 5 |
200; 250 | 16 | 10 | 6 |
320; 400 | 20 | 12 | 8 |
500; 630 | 25 | 16 | 10 |
Образец закрепляют (стационарно или на узле подачи) на специальном стенде или на станке. На том же стенде (станке) закрепляют (соответственно на узле подачи или стационарно) бабку и после предварительного фрезерования проводят чистовую обработку.
Обработку проводят с перекрытием.
Проверку обработанной поверхности закрепленного образца проводят при помощи поверочной линейки и плоскопараллельных концевых мер длины.
Отклонение от плоскостности равно разности наибольшего и наименьшего просветов между линейкой и обработанной поверхностью.
3.2. Шероховатость обработанной поверхности образца
Параметр шероховатости по ГОСТ 2789 для бабок класса точности Н ![]() 3,2 мкм, класса точности П и В -
3,2 мкм, класса точности П и В - ![]() 1,6 мкм.
1,6 мкм.
Проверку шероховатости обработанной поверхности проводят с помощью универсальных средств контроля шероховатости.
4. ЖЕСТКОСТЬ БАБОК
4.1. Общие условия испытаний на жесткость - по ГОСТ 8.
4.2. Нормы жесткости фрезерных бабок не должны превышать значений, указанных в табл.13-14.
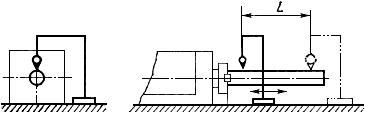
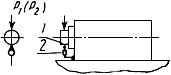
4.3. Осевая жесткость шпинделя
Черт.12. Осевая жесткость шпинделя
Черт.12
Таблица 13
Ширина | Значение нагрузки, Н | Допуск, мкм | |
|
| ||
125 | 1500 | 3500 | 40 |
160 | 3000 | 8000 | 25 |
200; 250 | 4000 | 9000 | 20 |
320; 400 | 5000 | 10000 | 15 |
500; 630 | 6000 | 12000 | 12 |
Наконечник измерительного прибора 2, закрепленного на корпусе бабки, касается переднего торца шпинделя 1.
К переднему торцу шпинделя прикладывают осевую нагрузку, равную ![]() . Показания прибора фиксируют и нагрузку увеличивают до значения
. Показания прибора фиксируют и нагрузку увеличивают до значения ![]() .
.
Фактическое значение перемещения равно разности показаний прибора после приложения нагрузки ![]() и первоначально зафиксированным показанием.
и первоначально зафиксированным показанием.
Проверку проводят три раза, последовательно поворачивая шпиндель на 120°.
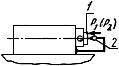
4.4. Радиальная жесткость шпинделя
Черт.13. Радиальная жесткость шпинделя
Черт.13
Таблица 14
Ширина | Значение нагрузки, Н | Допуск, мкм | |
|
| ||
125 | 1000 | 2500 | 55 |
160 | 2000 | 7000 | 35 |
200; 250 | 3000 | 8000 | 28 |
320; 400 | 4000 | 9000 | 20 |
500; 630 | 5000 | 10000 | 16 |
Наконечник измерительного прибора 2, закрепленного на корпусе бабки, касается боковой поверхности крепежного фланца шпинделя 1 и натравлен радиально к ее оси. С противоположной стороны к фланцу шпинделя прикладывают радиальную нагрузку, равную ![]() . Показание прибора фиксируют и нагрузку увеличивают до значения
. Показание прибора фиксируют и нагрузку увеличивают до значения ![]() .
.
Фактическое значение перемещения равно разности показаний прибора после приложения нагрузки ![]() и первоначально зафиксированным показанием.
и первоначально зафиксированным показанием.
Проверку проводят три раза, последовательно поворачивая шпиндель на 120°.