ГОСТ 22370-77
Группа А59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СЛЮДА МОЛОТАЯ
Правила приемки. Методы отбора и подготовки проб
для испытаний
Mica crushed. Reception rules. Methods of sampling and
sample preparation for laboratory testing
Срок действия с 01.01.1979
до 01.01.1984*
________________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Институтом "Гипронинеметаллоруд" Министерства промышленности строительных материалов СССР
Зам. директора В.О.Бржезанский
Руководитель темы Д.Н.Решетников
Ответственный исполнитель Е.А.Пыркин
ВНЕСЕН Министерством промышленности строительных материалов СССР
Член Коллегии В.И.Добужинский
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом стандартизации (ВНИИС)
Директор А.В.Гличев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14 февраля 1977 г. N 374
ВЗАМЕН ГОСТ 855-74 в части разд.3, разд.4 пп.4.1; 4.1.1, разд.5 п.5.3
Настоящий стандарт распространяется на молотую слюду (в дальнейшем продукция) и устанавливает правила приемки и методы отбора и подготовки проб для испытаний.
Термины, используемые в настоящем стандарте, - по ГОСТ 15895-70* и ГОСТ 16504-74**.
_______________
* На территории Российской Федерации действуют ГОСТ Р 50779.10-2000, ГОСТ Р 50779.11-2000, здесь и далее по тексту;
** На территории Российской Федерации действует ГОСТ 16504-81. - Примечание изготовителя базы данных.
1. ПРАВИЛА ПРИЕМКИ
1. ПРАВИЛА ПРИЕМКИ
1.1. Молотую слюду принимают партиями. Партией считают определенное количество слюды одной марки, оформленное одним документом о качестве.
1.2. Виды испытаний и перечень контролируемых показателей качества должны быть установлены в нормативно-технической документации на конкретную продукцию.
1.3. Для проверки качества продукции от партии в зависимости от ее массы в выборку отбирают пробы:
две - | при массе партии до 3,0 т; |
четыре - | " " " от 3,0 до 20,0 т; |
восемь - | " " " более 20,0 т. |
1.4. При контроле продукции в упаковке отбирают:
от каждой упаковки - одну пробу, если количество проб соответствует количеству упаковок;
от группы упаковок - одну пробу, если количество проб меньше количества упаковок. Группу упаковок, от которой отбирают одну пробу, определяют делением количества упаковок на количество проб, округляя результат до ближайшего целого числа;
от каждой упаковки - одну или несколько проб, если количество проб больше количества упаковок, при этом количество проб делят на количество упаковок.
1.5. При контроле продукции, транспортируемой навалом, пробы отбирают с ленты конвейера. Период отбора (![]() ) в минутах определяют по формуле
) в минутах определяют по формуле
![]() ,
,
где ![]() - масса партии, т;
- масса партии, т;
![]() - производительность потока продукции, т/ч;
- производительность потока продукции, т/ч; ![]() - количество проб.
- количество проб.
1.6. При контроле неупакованной продукции, расположенной неподвижным слоем, пробы отбирают от каждой части, на которые по числу проб визуально делят слой.
1.7. Партия продукции принимается, если для каждого контролируемого показателя качества выполнено одно из следующих условий:
1) ![]() ; 2)
; 2) ![]() ; 3)
; 3) ![]() ,
,
где ![]() - значение показателя качества, полученное в результате испытаний;
- значение показателя качества, полученное в результате испытаний;
![]() - контрольный норматив, равный нижнему допустимому пределу показателя качества, установленному в нормативно-технической документации на контролируемую продукцию;
- контрольный норматив, равный нижнему допустимому пределу показателя качества, установленному в нормативно-технической документации на контролируемую продукцию;![]() - контрольный норматив, равный верхнему допустимому пределу показателя качества, установленному в нормативно-технической документации на контролируемую продукцию.
- контрольный норматив, равный верхнему допустимому пределу показателя качества, установленному в нормативно-технической документации на контролируемую продукцию.
1.8. Определение характеристик приемочного контроля качества молотой слюды проводят в соответствии с рекомендуемым приложением.
1.9. Результаты приемочного контроля регистрируют в журнале контроля с указанием следующих данных:
наименования предприятия-поставщика;
наименования предприятия-потребителя;
номера и даты выдачи документа о качестве;
даты и смены выпуска партии;
номера и массы партии;
даты проведения контроля;
количества разовых проб;
результатов испытаний;
контрольных нормативов показателей качества;
решения о качестве партии (годная, бракованная), принятого по результатам испытаний;
фамилий лиц, проводивших приемку, отбор и испытания проб;
обозначения настоящего стандарта.
Одновременно на каждую принятую партию составляют документ о качестве, в котором должны быть указаны вышеперечисленные данные.
2. МЕТОДЫ ОТБОРА ПРОБ
2.1. Аппаратура
2.1.1. Для отбора и подготовки проб применяют следующие механизмы и инструменты:
пробоотборники механические, которые должны обеспечивать:
отбор разовых проб заданного объема,
изоляцию материала пробы от остальной массы продукции, не допуская потерь материала пробы,
соблюдение заданного периода отбора разовых проб,
автоматическое объединение определенного количества разовых проб в общую пробу;
щупы-пробоотборники для ручного отбора проб (см. чертеж), которые должны обеспечивать:
отбор проб заданного объема с любой глубины,
погружение в продукцию без значительных усилий,
изоляцию материала пробы от остальной массы продукции, не допуская потерь материала пробы,
доступ для очистки и проверки;
ковш вместимостью 1 л;
емкость для объединения разовых проб;
делитель желобчатый с шириной желоба 4-6 мм;
весы лабораторные с погрешностью взвешивания не более 5 г.
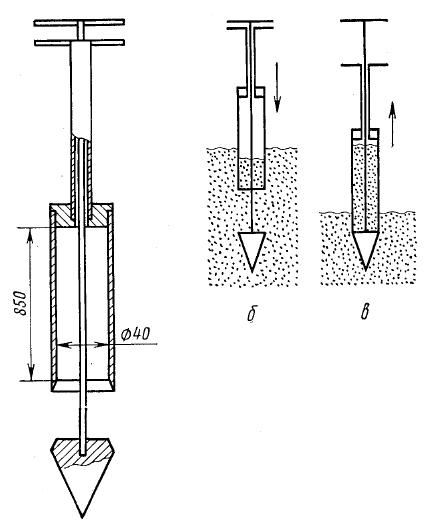
а - схематический чертеж щупа-пробоотборника; б - положение щупа при наборе материала пробы;
в - положение щупа при извлечении пробы
2.2. Отбор проб
2.2.1. Отбор проб производят равномерно от всей партии продукции механизированным и (или) ручным способами.
2.2.2. Объем разовой пробы - не менее 1 л.
2.2.3. Отбор проб механизированным способом производят:
от потока продукции на выходе технологической линии при заполнении упаковочных единиц;
от потока неупакованной продукции на ленте конвейера при погрузочно-разгрузочных работах.
2.2.3.1. Разовые пробы отбирают в любой точке сечения потока. Первую разовую пробу отбирают произвольно в любой момент времени, далее - сохраняя период отбора, определенный по п.1.5.
2.2.3.2. Отбор проб производят механизмами, инструментами, предварительно очищенными от загрязнения, проверенными и отрегулированными.
2.2.4. Отбор проб ручным способом производят:
из упаковочных единиц;
от неупакованной продукции в неподвижном слое.
2.2.4.1. Отбор разовых проб из мешков производят ковшом или щупом.
Отбор разовых проб из контейнеров, а также из неподвижного слоя продукции производят щупом-пробоотборником с глубины не менее 20 см из одной или нескольких точек, расположенных равномерно в различных направлениях.
2.3. Подготовка проб к испытаниям
2.3.1. Все отобранные разовые пробы объединяют в общую пробу. Общую пробу перемешивают и при необходимости сокращают методом квартования или желобчатым делителем до массы, не менее вычисленной по формуле
![]() ,
,
где ![]() - масса навески, необходимая для одного определения
- масса навески, необходимая для одного определения ![]() -го показателя качества, г (указывается в стандартах или разделах стандартов на методы испытаний);
-го показателя качества, г (указывается в стандартах или разделах стандартов на методы испытаний); ![]() - количество показателей качества.
- количество показателей качества.
2.3.2. Полученную пробу перемешивают и теми же способами делят на две равные части, которые помещают в пакеты из плотной бумаги. На пакеты наклеивают этикетки с указанием: номера партии, даты и места отбора пробы, номера пробы. Один пакет передают в лабораторию для проведения испытаний, другой хранят в течение двух месяцев на случай разногласия в оценке качества.
Пробы регистрируют в журнале контроля по п.1.9.
ПРИЛОЖЕНИЕ (рекомендуемое). ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК ПРИЕМОЧНОГО КОНТРОЛЯ КАЧЕСТВА МОЛОТОЙ СЛЮДЫ
ПРИЛОЖЕНИЕ
Рекомендуемое
Среднее значение показателя качества в партии определяется с некоторым отклонением от действительного за счет ошибок контроля.
Отклонение может оказаться таким, что анализ пробы, взятой от партии, покажет нарушение технических требований и партия будет ошибочно забракована или признана годной. Вероятность неправильного заключения о партии увеличивается с приближением значения показателя качества к пределу норм технических требований. Зная характеристики приемочного контроля, можно найти такое значение показателя качества, при котором вероятность неправильного заключения будет достаточно малой.
Принятая достаточно малая вероятность забраковать годную партию называется риском поставщика (![]() ), а соответствующее ей значение показателя качества - приемочным уровнем качества (
), а соответствующее ей значение показателя качества - приемочным уровнем качества (![]() ). Принятая достаточно малая вероятность принять некондиционную партию называется риском потребителя (
). Принятая достаточно малая вероятность принять некондиционную партию называется риском потребителя (![]() ), а соответствующее ей значение показателя качества - браковочным уровнем (
), а соответствующее ей значение показателя качества - браковочным уровнем (![]() ).
).
Таким образом, риски поставщика и потребителя показывают среднюю долю неправильных заключений о партиях, обладающих соответственно приемочным или браковочным уровнем качества. Разность ![]() характеризует способность принятого метода контроля к разбраковке партий на годные и бракованные. Пользуясь этими характеристиками, потребитель может оценить предельные средние значения показателя качества партий, поступающих от поставщика, использующего принятый метод приемочного контроля. Поставщик, используя характеристики контроля, может поддерживать такой уровень качества, при котором в основном все предъявленные на контроль партии будут приниматься.
характеризует способность принятого метода контроля к разбраковке партий на годные и бракованные. Пользуясь этими характеристиками, потребитель может оценить предельные средние значения показателя качества партий, поступающих от поставщика, использующего принятый метод приемочного контроля. Поставщик, используя характеристики контроля, может поддерживать такой уровень качества, при котором в основном все предъявленные на контроль партии будут приниматься.
Ниже приводятся правила определения характеристик контроля, составленные с учетом необходимости контролировать одновременно несколько показателей качества. При изменении методов испытаний эти характеристики следует пересчитать.
1. Определение характеристик приемочного контроля производится при внедрении настоящего стандарта и при пересмотре стандартов и разделов стандартов на методы испытаний.
2. Характеристиками приемочного контроля являются риск поставщика, риск потребителя, приемочный и браковочный уровни качества.
Определения терминов - по ГОСТ 15895-70.
3. Дополнительно используются следующие термины:
общий риск поставщика - вероятность забраковки партии продукции, обладающей приемочным уровнем качества одновременно по всем контролируемым признакам;
общий риск потребителя - вероятность приемки партии продукции, обладающей браковочным уровнем качества одновременно по всем контролируемым признакам.
4. Входной уровень качества молотой слюды в партии характеризуется средним значением показателя качества.
5. Определение характеристик приемочного контроля молотых слюд производят в следующем порядке:
устанавливают перечень и количество контролируемых показателей качества;
устанавливают значения рисков поставщика и потребителя;
устанавливают значения стандартных отклонений ошибок контроля;
определяют значения приемочных и браковочных уровней качества по каждому контролируемому показателю качества.
6. Определение рисков поставщика и рисков потребителя
6.1. Устанавливают одно значение общего риска поставщика
![]() 0,10.
0,10.
6.2. В зависимости от количества контролируемых показателей качества значения рисков поставщика для отдельных показателей (![]() ) принимают равными друг другу и устанавливают по табл.1.
) принимают равными друг другу и устанавливают по табл.1.
Таблица 1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 0,10 | 0,05 | 0,025 | 0,025 | 0,025 | 0,015 | 0,015 | 0,015 | 0,01 | 0,01 | 0,01 | 0,01 |
6.3. Для каждого контролируемого показателя качества значение риска потребителя (![]() ) принимают равным значению риска поставщика (
) принимают равным значению риска поставщика (![]() ).
).
6.4. Общий риск потребителя (![]() ) при заданном количестве контролируемых показателей качества (
) при заданном количестве контролируемых показателей качества (![]() ) определяют по формуле
) определяют по формуле
![]() .
.
7. Определение стандартного отклонения ошибок контроля
7.1. При приемочном контроле молотых слюд стандартное отклонение ошибок контроля (![]() ) принимают равным стандартному отклонению ошибок метода испытаний (
) принимают равным стандартному отклонению ошибок метода испытаний (![]() ) по данному контролируемому показателю качества.
) по данному контролируемому показателю качества.
7.2. Стандартное отклонение ошибки методов испытаний может быть указано в нормативно-технической документации на методы испытаний или в соответствующих разделах нормативно-технической документации на контролируемую продукцию.
7.3. Если в нормативно-технической документации на методы испытаний указывается допустимое расхождение результатов при двух параллельных определениях (![]() ), то стандартное отклонение ошибки метода испытаний определяют по формуле
), то стандартное отклонение ошибки метода испытаний определяют по формуле
![]() .
.
7.4. Если в нормативно-технической документации на методы испытаний точность метода не указана, то стандартное отклонение ошибки контроля определяют:
по формуле ![]() , если норма технических требований установлена как верхний допустимый предел (
, если норма технических требований установлена как верхний допустимый предел (![]() );
);
по формуле ![]() , если норма технических требований установлена как нижний допустимый предел (
, если норма технических требований установлена как нижний допустимый предел (![]() );
);
по формуле ![]() , если норма технических требований установлена как двусторонний допустимый предел.
, если норма технических требований установлена как двусторонний допустимый предел.
7.5. Для каждого контролируемого показателя качества определяют значение разности между приемочным и браковочным уровнями качества (![]() ) по формуле
) по формуле
![]() ,
,
где ![]() - коэффициент, который выбирают в зависимости от риска поставщика по табл.2.
- коэффициент, который выбирают в зависимости от риска поставщика по табл.2.
Таблица 2
| 0,1 | 0,05 | 0,025 | 0,015 | 0,01 |
| 1,28 | 1,64 | 1,96 | 2,17 | 2,33 |
7.6. Приемочный уровень качества (![]() ) и браковочный уровень качества (
) и браковочный уровень качества (![]() ) определяют для каждого контролируемого показателя качества.
) определяют для каждого контролируемого показателя качества.
7.6.1. Если норма технических требований установлена как нижний допустимый предел, то
![]() ;
; ![]() ,
,
где ![]() - контрольный норматив, равный нижнему допустимому пределу контролируемого показателя качества.
- контрольный норматив, равный нижнему допустимому пределу контролируемого показателя качества.
7.6.2. Если норма технических требований установлена как верхний допустимый предел, то
![]() ;
; ![]() ,
,
где ![]() - контрольный норматив, равный верхнему допустимому пределу контролируемого показателя качества.
- контрольный норматив, равный верхнему допустимому пределу контролируемого показателя качества.
7.6.3. Если норма технических требований установлена как двусторонний допустимый предел, то определяют верхний приемочный уровень качества (![]() ), нижний приемочный уровень качества (
), нижний приемочный уровень качества (![]() ), верхний браковочный уровень качества (
), верхний браковочный уровень качества (![]() ) и нижний браковочный уровень качества (
) и нижний браковочный уровень качества (![]() ) по формулам:
) по формулам:
![]() ;
; ![]() ;
;
![]() ;
; ![]() .
.
8. Найденное для каждого показателя значение приемочного уровня качества показывает наихудший уровень качества, который может допустить поставщик, чтобы из всех предъявленных на контроль партий принять по данному показателю в среднем (1-![]() ) 100% партий. При этом одновременно по всем контролируемым показателям качества будет приниматься в среднем (1-
) 100% партий. При этом одновременно по всем контролируемым показателям качества будет приниматься в среднем (1-![]() ) 100% партий от всех предъявленных на контроль.
) 100% партий от всех предъявленных на контроль.
9. Найденное для каждого показателя значение браковочного уровня качества показывает наихудший уровень качества, при котором будет приниматься в среднем только ![]() ·100% партий продукции из числа всех предъявленных на контроль. При этом одновременно по всем контролируемым показателям качества будет приниматься в среднем только
·100% партий продукции из числа всех предъявленных на контроль. При этом одновременно по всем контролируемым показателям качества будет приниматься в среднем только ![]() ·100% партий продукции.
·100% партий продукции.
10. Если действительное среднее значение хотя бы одного контролируемого показателя качества равно пределу нормы технических требований, вероятность приемки партии по всем контролируемым показателям не превышает 0,5.
11. Результаты испытаний по каждому контролируемому показателю качества (![]() ) могут быть представлены в виде
) могут быть представлены в виде
![]() ,
,
где ![]() - значение контролируемого показателя качества, полученное в результате испытаний;
- значение контролируемого показателя качества, полученное в результате испытаний;![]() - стандартное отклонение ошибки контроля;
- стандартное отклонение ошибки контроля;![]() - нормированное отклонение, которое выбирают в зависимости от двусторонней доверительной вероятности по табл.3.
- нормированное отклонение, которое выбирают в зависимости от двусторонней доверительной вероятности по табл.3.
Таблица 3
| 0,80 | 0,90 | 0,95 | 0,98 | 0,99 |
| 1,28 | 1,64 | 1,960 | 2,32 | 2,58 |
12. Пример расчета характеристик контроля
Определить значения приемочного (![]() ) и браковочного (
) и браковочного (![]() ) уровней качества, рисков поставщика и потребителя для показателя "остаток на сетке N 0315" и общего риска потребителя при контроле качества молотой электродной слюды (ГОСТ 14327-69*). Число контролируемых показателей - 8; стандартное отклонение ошибки ситового анализа определено экспериментально,
) уровней качества, рисков поставщика и потребителя для показателя "остаток на сетке N 0315" и общего риска потребителя при контроле качества молотой электродной слюды (ГОСТ 14327-69*). Число контролируемых показателей - 8; стандартное отклонение ошибки ситового анализа определено экспериментально, ![]() 0,65%.
0,65%.
_______________
* На территории Российской Федерации действует ГОСТ 14327-82. - Примечание изготовителя базы данных.
![]()
![]() 8.
8.![]() 0,10 в соответствии с п.6.1.
0,10 в соответствии с п.6.1. ![]() 0,015 в соответствии с п.6.2.
0,015 в соответствии с п.6.2. ![]() 0,015 в соответствии с п.6.3.
0,015 в соответствии с п.6.3.
________________
* Соответствует оригиналу. - Примечание изготовителя базы данных.![]() 0,00 в соответствии с п.6.4.
0,00 в соответствии с п.6.4. ![]() % в соответствии с п.7.5.
% в соответствии с п.7.5.
Для данного показателя норма установлена как верхний допустимый предел "не более 3%". ![]() %.
%.
![]() %;
%; ![]() %.
%.