ГОСТ 22090.1-93
(ИСО 3823-1-86)
Группа Р21
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ
Часть 1. Боры стальные и твердосплавные
Dental rotary instruments. Part 1. Steel and carbide burs
ОКП 94 3370
Дата введения 1995-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного НТД, на который дана ссылка | Обозначение соответствующего международного стандарта | Номер пункта, раздела, приложения |
ГОСТ 8.064-79 | 5.7 приложения | |
ГОСТ 9.306-85 | 5.1 приложения | |
ГОСТ 2789-73 | 5.8 приложения | |
ГОСТ 19126-79 | 1 приложения | |
ГОСТ 26634-91 | ИСО 1797-85 | 2; 6; 7; |
ГОСТ Р 50349-92 | ИСО 2157-84 | 2 |
ГОСТ Р 50350.1-92 | ИСО 6360-1-85 | Введение; 2 |
ГОСТ Р 50350.2-92 | ИСО 6360-2-85 | Введение; 2 |
ГОСТ Р 50352-92 | ИСО 8325-85 | 2; 6; 7; 8; 9 |
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Республика Беларусь | Белстандарт |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Госдепартамент Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 22090.1-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 22090-89
Настоящий стандарт входит в серию стандартов на стоматологические вращающиеся инструменты, состоящую из двух частей.
Часть 1. Стальные и твердосплавные боры.
Часть 2. Стальные и твердосплавные боры для окончательной обработки (финиры).
Размеры и другие требования, устанавливаемые для стальных и твердосплавных боров, обеспечивают взаимозаменяемость инструментов.
Обозначение для идентификации стоматологических вращающихся инструментов всех типов - по ГОСТ Р 50350.1; ГОСТ Р 50350.2.
Требования настоящего стандарта являются обязательными.
1. Назначение и область применения
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ*
________________
* См. приложение 1.
Настоящий стандарт устанавливает размеры и требования к десяти наиболее широко используемым формам стальных и твердосплавных боров.
Другие характеристики головок боров, как например спиральные лезвия, поперечное сечение, не рассматриваются в настоящем стандарте.
Дополнительные требования к инструментам, учитывающие специфику народного хозяйства страны, приведены в приложении 1.
Термины, применяемые в настоящем стандарте, и их пояснения приведены в приложении 2.
2. Ссылки
ГОСТ 26634 (ИСО 1797) "Инструменты стоматологические вращающиеся. Хвостовики".
ГОСТ Р 50349 (ИСО 2157) "Стоматологические вращающиеся инструменты. Номинальные размеры и обозначения".
ГОСТ Р 50350.1 (ИСО 6360-1) "Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 1. Общие характеристики".
ГОСТ Р 50350.2 (ИСО 6360-2) "Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 2. Форма и виды исполнения".
ГОСТ Р 50352 (ИСО 8325) "Инструменты стоматологические вращающиеся. Методы испытаний".
3. Классификация
Стоматологические боры в зависимости от материала рабочей части подразделяют на два типа:
1 - стальные боры;
2 - твердосплавные боры.
4. Условные обозначения
![]() - диаметр рабочей части, диаметр головки;
- диаметр рабочей части, диаметр головки;![]() - диаметр шейки;
- диаметр шейки;![]() - длина рабочей части, длина головки;
- длина рабочей части, длина головки;![]() - общая длина.
- общая длина.
5. Материал
________________
* См. приложение 1.
Стержень (хвостовик) должен изготовляться из стали или другого подходящего материала. Рабочая часть стальных боров должна изготовляться из стали, а у твердосплавных боров - из вольфрамового твердого сплава. Право выбора типа материала и способа его обработки предоставляется изготовителю.
6. Размеры и число лезвий
Размеры даны в миллиметрах.
Размеры, проверяемые по ГОСТ Р 50352, должны соответствовать значениям, указанным на черт.1-10 и в табл.1-10.
Хвостовики типов 1, 2 и 3 должны соответствовать ГОСТ 26634.
Общую длину см. разд.7.
6.1. Головка шаровидная (сферическая)
Черт.1 -Головка шаровидная (сферическая)
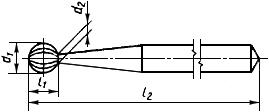
Черт.1
Таблица 1
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6±0,08 | 0,46 | 0,40 | 0,48 | 6 |
008 | 0,8±0,08 | 0,58 | 0,50 | 0,64 | 6 |
010 | 1,0±0,08 | 0,73 | 0,65 | 0,78 | 6 |
012 | 1,2±0,08 | 0,90 | 0,79 | 0,88 | 6 |
014 | 1,4±0,08 | 1,08 | 0,82 | 0,98 | 6 |
016 | 1,6±0,08 | 1,26 | 1,02 | 1,04 | 6 |
018 | 1,8±0,08 | 1,46 | 1,26 | 1,12 | 6 |
021 | 2,1±0,08 | 1,71 | 1,43 | 1,20 | 6 |
023 | 2,3±0,08 | 1,89 | 1,60 | 1,28 | 6 |
025 | 2,5±0,08 | 2,05 | 1,78 | 1,40 | 10 |
027 | 2,7±0,08 | 2,23 | - | 1,48 | 10 |
029 | 2,9±0,08 | 2,39 | - | 1,60 | 10 |
031 | 3,1±0,08 | 2,53 | 2,44 | 1,68 | 10 |
033 | 3,3+0,10 | 2,72 | - | 1,78 | 10 |
035 | 3,5±0,10 | 2,92 | - | 1,82 | 10 |
037 | 3,7±0,10 | 3,09 | - | 1,92 | 10 |
040 | 4,0±0,10 | 3,40 | - | 2,06 | 12 |
042 | 4,2±0,10 | 3,51 | - | 2,16 | 12 |
045 | 4,5±0,10 | 3,80 | - | 2,16 | 12 |
047 | 4,7±0,10 | 3,97 | - | 2,24 | 12 |
050 | 5,0±0,10 | 4,25 | - | 2,32 | 12 |
6.2. Обратноконусная головка
Черт.2 - Обратноконусная головка
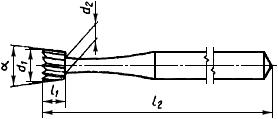
Тип 1: ![]() =10-16°
=10-16°
Тип 2: ![]() =6-16°
=6-16°
Черт.2
Таблица 2
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6 | 0,42 | 0,34 | 0,48 | 6 |
008 | 0,8 | 0,57 | 0,45 | 0,64 | 6 |
010 | 1,0 | 0,71 | 0,60 | 0,78 | 6 |
012 | 1,2 | 0,87 | 0,70 | 0,88 | 6 |
014 | 1,4 | 1,00 | 0,80 | 0,98 | 6 |
016 | 1,6 | 1,24 | 1,10 | 1,04 | 6 |
018 | 1,8 | 1,44 | 1,30 | 1,12 | 6 |
021 | 2,1 | 1,66 | 1,54 | 1,20 | 6 |
023 | 2,3 | 1,84 | - | 1,28 | 6 |
025 | 2,5 | 2,00 | - | 1,40 | 10 |
027 | 2,7 | 2,18 | - | 1,48 | 10 |
029 | 2,9 | 2,33 | - | 1,60 | 10 |
031 | 3,1 | 2,51 | - | 1,68 | 10 |
6.3. Головка грушевидная, нормальная и длинная (сферически-обратноконусная)
Черт.3 - Головка грушевидная, нормальная и длинная
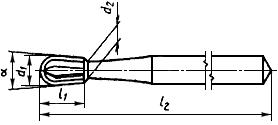
![]() =2-10°
=2-10°
Черт.3
Таблица 3
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |||
Тип 1 | Тип 2 | ||||||
нор- | длин- | нор- | длин- | ||||
006 | 0,6 | 0,72 | - | 0,6 | - | 0,48 | 6 |
008 | 0,8 | 0,97 | - | 0,9 | 1,4 | 0,64 | 6 |
010 | 1,0 | 1,21 | 3,8 | 1,1 | 3,7 | 0,78 | 6 |
012 | 1,2 | 1,47 | 3,8 | 1,3 | 3,7 | 0,88 | 6 |
014 | 1,4 | 1,70 | 4,3 | 1,3 | 4,1 | 0,98 | 6 |
016 | 1,6 | 2,04 | 4,3 | 1,9 | 4,1 | 1,04 | 6 |
018 | 1,8 | 2,34 | 4,8 | 2,1 | 4,5 | 1,12 | 6 |
021 | 2,1 | 2,71 | - | 2,4 | - | 1,20 | 6 |
023 | 2,3 | 2,99 | - | - | - | 1,28 | 6 |
025 | 2,5 | 3,25 | - | - | - | 1,40 | 10 |
027 | 2,7 | 3,53 | - | - | - | 1,48 | 10 |
029 | 2,9 | 3,78 | - | - | - | 1,60 | 10 |
031 | 3,1 | 4,06 | - | - | - | 1,68 | 10 |
6.4. Прямая фиссурная головка (цилиндрическая)
Черт.4 - Прямая фиссурная головка
Угол скоса головки <2°.
Черт.4
6.4.1. Нормальная головка
Таблица 4
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6 | 2,8 | - | 0,68 | 6 |
008 | 0,8 | 3,3 | 3,2 | 0,88 | 6 |
010 | 1,0 | 3,8 | 3,7 | 1,03 | 6 |
012 | 1,2 | 3,8 | 3,7 | 1,28 | 6 |
014 | 1,4 | 4,3 | 4,1 | 1,35 | 6 |
016 | 1,6 | 4,3 | 4,1 | 1,50 | 6 |
018 | 1,8 | 4,8 | 4,5 | 1,60 | 6 |
021 | 2,1 | 4,8 | 4,5 | 1,70 | 6 |
023 | 2,3 | 5,3 | - | 1,80 | 6 |
025 | 2,5 | 5,3 | - | 1,85 | 10 |
027 | 2,7 | 6,0 | - | 1,90 | 10 |
029 | 2,9 | 6,0 | - | 2,00 | 10 |
031 | 3,1 | 6,6 | - | 2,00 | 10 |
6.4.2. Миниатюрная головка
Таблица 4а
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
008 | 0,8 | 3,0 | 2,9 | 0,88 | 6 |
010 | 1,0 | 3,0 | 2,9 | 1,08 | 6 |
012 | 1,2 | 3,0 | 2,9 | 1,28 | 6 |
014 | 1,4 | 3,5 | 3,3 | 1,35 | 6 |
016 | 1,6 | 3,5 | 3,3 | 1,50 | 6 |
018 | 1,8 | 3,5 | 3,3 | 1,60 | 6 |
021 | 2,1 | 4,0 | 3,7 | 1,70 | 6 |
023 | 2,3 | 4,0 | 3,7 | 1,80 | 6 |
6.5. Прямая фиссурная головка с закругленным конусом (полусферическая цилиндрическая)
Черт.5 - Прямая фиссурная головка с закругленным конусом
Угол скоса головки <2°.
Черт.5
Таблица 5
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6 | 2,8 | - | 0,68 | 6 |
008 | 0,8 | 3,3 | 3,2 | 0,88 | 6 |
010 | 1,0 | 3,8 | 3,7 | 1,08 | 6 |
012 | 1,2 | 3,8 | 3,7 | 1,28 | 6 |
014 | 1,4 | 4,3 | 4,1 | 1,35 | 6 |
016 | 1,6 | 4,3 | 4,1 | 1,50 | 6 |
018 | 1,8 | 4,8 | 4,5 | 1,60 | 6 |
021 | 2,1 | 4,8 | 4,5 | 1,70 | 6 |
023 | 2,3 | 5,3 | - | 1,80 | 6 |
025 | 2,5 | 5,3 | - | 1,95 | 10 |
027 | 2,7 | 6,0 | - | 1,90 | 10 |
029 | 2,9 | 6,0 | - | 2,00 | 10 |
031 | 3,1 | 6,6 | - | 2,00 | 10 |
6.6. Конусная фиссурная головка
Черт.6 - Конусная фиссурная головка
![]() =4-8°
=4-8°
Черт.6
6.6.1. Нормальная головка
Таблица 6
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6 | 2,8 | - | 0,68 | 6 |
008 | 0,8 | 3,3 | 3,2 | 0,80 | 6 |
010 | 1,0 | 3,8 | 3,7 | 1,08 | 6 |
012 | 1,2 | 3,8 | 3,7 | 1,28 | 6 |
014 | 1,4 | 4,3 | 4,1 | 1,35 | 6 |
016 | 1,6 | 4,3 | 4,1 | 1,50 | 6 |
018 | 1,8 | 4,8 | 4,5 | 1,60 | 6 |
021 | 2,1 | 4,8 | 4,5 | 1,70 | 6 |
023 | 2,3 | 5,3 | - | 1,80 | 6 |
025 | 2,5 | 5,3 | - | 1,85 | 10 |
027 | 2,7 | 6,0 | - | 1,90 | 10 |
029 | 2,9 | 6,0 | - | 2,00 | 10 |
031 | 3,1 | 6,6 | - | 2,00 | 10 |
6.6.2. Миниатюрная головка
Таблица 6а
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
008 | 0,8 | 3,0 | 2,9 | 0,88 | 6 |
010 | 1,0 | 3,0 | 2,9 | 1,08 | 6 |
012 | 1,2 | 3,0 | 2,9 | 1,28 | 6 |
014 | 1,4 | 3,5 | 3,3 | 1,35 | 6 |
016 | 1,6 | 3,5 | 3,3 | 1,50 | 6 |
018 | 1,8 | 3,5 | 3,3 | 1,60 | 6 |
021 | 2,1 | 4,0 | 3,7 | 1,70 | 6 |
023 | 2,3 | 4,0 | 3,7 | 1,80 | 6 |
6.7. Конусная фиссурная головка с закругленным конусом нормальная и длинная (со сферой и усеченным конусом)
Черт.7 - Конусная фиссурная головка с закругленным конусом нормальная и длинная
![]() =4-8°
=4-8°
Черт.7
Таблица 7
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |||
Тип 1 | Тип 2 | ||||||
нор- | длин- | нор- | длин- | ||||
006 | 0,6 | 2,8 | - | - | - | 0,68 | 6 |
008 | 0,8 | 3,3 | - | 3,2 | - | 0,88 | 6 |
010 | 1,0 | 3,8 | - | 3,7 | 4,9 | 1,08 | 6 |
012 | 1,2 | 3,8 | - | 3,7 | 4,9 | 1,28 | 6 |
014 | 1,4 | 4,3 | - | 4,1 | - | 1,35 | 6 |
016 | 1,6 | 4,3 | - | 4,1 | - | 1,50 | 6 |
018 | 1,8 | 4,8 | - | 4,5 | - | 1,60 | 6 |
021 | 2,1 | 4,8 | - | 4,5 | - | 1,70 | 6 |
023 | 2,3 | 5,3 | - | - | - | 1,80 | 6 |
025 | 2,5 | 5,3 | - | - | - | 1,85 | 10 |
027 | 2,7 | 6,0 | - | - | - | 1,90 | 10 |
029 | 2,9 | 6,0 | - | - | - | 2,00 | 10 |
031 | 3,1 | 6,6 | - | - | - | 2,00 | 10 |
6.8. Колесовидная головка
Черт.8 - Колесовидная головка
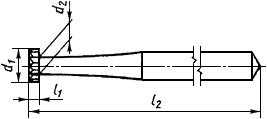
Черт.8
Таблица 8
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий | |
Тип 1 | Тип 2 | ||||
006 | 0,6 | 0,19 | - | 0,48 | 6 |
008 | 0,8 | 0,23 | - | 0,64 | 6 |
010 | 1,0 | 0,26 | - | 0,78 | 6 |
012 | 1,2 | 0,29 | 0,21 | 0,88 | 6 |
014 | 1,4 | 0,32 | - | 0,98 | 6 |
016 | 1,6 | 0,36 | - | 1,04 | 6 |
018 | 1,8 | 0,42 | - | 1,12 | 6 |
021 | 2,1 | 0,48 | - | 1,20 | 6 |
023 | 2,3 | 0,52 | - | 1,28 | 6 |
025 | 2,5 | 0,57 | - | 1,40 | 10 |
027 | 2,7 | 0,62 | - | 1,48 | 10 |
029 | 2,9 | 0,66 | - | 1,60 | 10 |
031 | 3,1 | 0,70 | - | 1,68 | 10 |
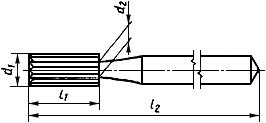
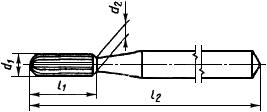
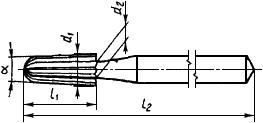
6.9. Цилиндрическая головка с перекрестной головкой
Черт.9 - Цилиндрическая головка с перекрестной головкой
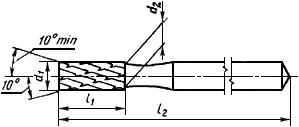
Черт.9
Таблица 9
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий* |
010 | 1,0 | 3,7 | 1,08 | 6 |
012 | 1,2 | 3,7 | 1,28 | 6 |
014 | 1,4 | 4,1 | 1,35 | 6 |
016 | 1,6 | 4,1 | 1,50 | 6 |
018 | 1,8 | 4,5 | 1,60 | 6 |
021 | 2,1 | 4,5 | 1,70 | 6 |
023 | 2,3 | 4,5 | 1,80 | 6 |
________________
* Для спиральных левых и правых.
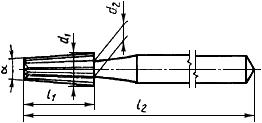
6.10. Конусная головка с перекрестной нарезкой
Черт.10 - Конусная головка с перекрестной нарезкой
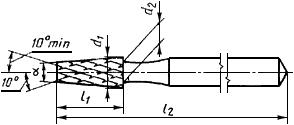
![]() =4-8°
=4-8°
Черт.10
Таблица 10
Размеры и число лезвий
Обозначение номинального размера |
|
|
| Число лезвий* |
010 | 1,0 | 3,7 | 1,08 | 6 |
012 | 1,2 | 3,7 | 1,28 | 6 |
014 | 1,4 | 4,1 | 1,35 | 6 |
016 | 1,6 | 4,1 | 1,50 | 6 |
018 | 1,8 | 4,5 | 1,60 | 6 |
021 | 2,1 | 4,5 | 1,70 | 6 |
023 | 2,3 | 4,5 | 1,80 | 6 |
________________
* Для спиральных левых и правых.
7. Общая длина
Общая длина ![]() , определяемая по ГОСТ Р 50352, должна соответствовать указанной в табл.11 в зависимости от типа наконечника, для которого инструмент предназначен. Хвостовики типов 1, 2 и 3, приведенные в табл.11, соответствуют ГОСТ 26634.
, определяемая по ГОСТ Р 50352, должна соответствовать указанной в табл.11 в зависимости от типа наконечника, для которого инструмент предназначен. Хвостовики типов 1, 2 и 3, приведенные в табл.11, соответствуют ГОСТ 26634.
Таблица 11
Длина инструмента по ГОСТ 26634 | Общая длина | ||
Тип 1 | Тип 2 | Тип 3 | |
Миниатюрный | 16,0 | - | 14,0* |
Короткий | 18,5 | - | 16,5 |
Стандартный | 22,0 | 44,5±0,5 | 19,0 |
Длинный | 26,0 | 64,5±1 | 21,0 |
Сверхдлинный | 34,0 | 70,0±1 | 25,0 |
________________
* Присоединительные размеры миниатюрных боров ![]() не рассматриваются ГОСТ 26634.
не рассматриваются ГОСТ 26634.
8. Радиальное биение
Общее указанное радиальное биение, определяемое согласно ГОСТ Р 50352, не должно превышать:
0,08 мм - для типа 1;
0,05 мм - для типа 2.
Место измерения диаметра расположено непосредственно за рабочей частью.
9. Прочность шейки
При испытании по ГОСТ Р 50352 бор не должен ломаться или иметь остаточную деформацию свыше следующих значений:
0,08 мм - для типа 1;
0,05 мм - для типа 2.
В табл.12-19 приводится подсчитанная испытательная нагрузка ![]() в ньютонах для восьми форм боров соответствующих номинальных размеров. Испытательные нагрузки для других боров могут быть подсчитаны по данным из табл.12-19 с помощью уравнения, приведенного в ГОСТ Р 50352.
в ньютонах для восьми форм боров соответствующих номинальных размеров. Испытательные нагрузки для других боров могут быть подсчитаны по данным из табл.12-19 с помощью уравнения, приведенного в ГОСТ Р 50352.
Таблица 12
Шаровидная головка
Обозначение номинального размера |
|
006 | 7,36 |
008 | 13,24 |
010 | 19,12 |
012 | 23,35 |
014 | 28,84 |
016 | 30,12 |
018 | 32,96 |
021 | 35,90 |
023 | 39,73 |
Таблица 13
Обратноконусная головка
Обозначение номинального размера |
|
006 | 7,65 |
008 | 13,64 |
010 | 19,52 |
012 | 24,03 |
014 | 29,04 |
016 | 29,53 |
018 | 32,67 |
021 | 35,02 |
Таблица 14
Грушевидная головка
Обозначение номинального размера | Нормальная, Н | Длинная, Н |
006 | 6,37 | - |
008 | 10,88 | 9,02 |
010 | 16,08 | 8,43 |
012 | 19,71 | 11,47 |
014 | 23,74 | 14,22 |
016 | 24,01 | 16,28 |
018 | 27,36 | 18,54 |
021 | 29,72 | - |
Таблица 15
Прямая фиссурная головка
Обозначение номинального размера | Нормальная, Н | Миниатюрная, Н |
008 | 10,39 | 11,08 |
010 | 17,16 | 20,01 |
012 | 27,76 | 31,98 |
014 | 31,68 | 39,82 |
016 | 45,91 | 51,69 |
018 | 52,67 | 62,19 |
021 | 57,97 | 64,28 |
023 | - | 73,28 |
Таблица 16
Прямая фиссурная головка с закругленным конусом
Обозначение номинального размера |
|
008 | 10,39 |
010 | 17,16 |
012 | 27,76 |
014 | 35,21 |
016 | 45,91 |
018 | 52,67 |
021 | 57,97 |
Таблица 17
Конусная фиссурная головка
Обозначение номинального размера | Нормальная, Н | Миниатюрная, Н |
008 | 10,39 | 11,08 |
010 | 17,16 | 20,01 |
012 | 27,76 | 31,98 |
014 | 36,21 | 39,82 |
016 | 45,91 | 51,69 |
018 | 52,67 | 62,19 |
021 | 57,97 | 64,25 |
023 | - | 73,28 |
Таблица 18
Конусная фиссурная головка с закругленным конусом
Обозначение номинального размера | Нормальная, Н | Длинная, Н |
008 | 10,39 | - |
010 | 17,16 | 14,12 |
012 | 27,76 | 23,15 |
014 | 35,21 | - |
016 | 45,91 | - |
018 | 52,67 | - |
021 | 57,97 | - |
Таблица 19
Колесовидная головка
Обозначение номинального размера |
|
012 | 29,13 |
10. Контроль качества
10.1. Отбор образцов
Из боров каждого типа следует отобрать комплект образцов в 100-150 шт., содержащий не менее 20 боров каждого из пяти типоразмеров. Для боров типа 1 следует отбирать два типа хвостовиков, для типа 2 - не менее трех.
Из комплекта выборочно отобрать 20 боров и осмотреть на возможные дефекты. Группа образцов считается годной, если из 20 боров изымается не более трех. Если четыре или более боров не отвечают предъявленным требованиям, партию, из которой образцы были взяты, бракуют.
10.2. Допустимый уровень качества (AQL)
Допустимый уровень качества для боров каждого типа, выраженный как максимально допустимое число дефектов на 100 шт., должен быть 6,5 макс.
Дефекты не допускаются если:
а) общее указанное радиальное биение превышает заданные значения;
б) диаметр головки не соответствует указанному;
в) диаметр шейки превышает максимально указанное значение;
г) любая комбинация поломки шейки, поломки соединения или наличие остаточной деформации шейки под нагрузкой ниже заданной;
д) длина головки ниже минимального указанного значения;
е) общая длина не соответствует заданной.
Приложение (Обязательное). Дополнительные требования, отражающие специфику народного хозяйства страны
ПРИЛОЖЕНИЕ 1
Обязательное
Приведенный в приложении разд.1 действует совместно с основным текстом стандарта, пп.5.1-5.10 и разд.11 введены дополнительно.
1. Назначение и область применения
Боры должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 19126, технических условий на зубные боры, по рабочим чертежам, утвержденным в установленном порядке.
5. Материал
5.1. Стальные боры повышенной стойкости должны иметь гальваническое покрытие - хром по ГОСТ 9.306.
5.2. Стальные особостойкие боры должны иметь композиционное покрытие хром и нитрид титана. Допускается отсутствие покрытия на хвостовике в местах контакта бора с удерживающим его приспособлением.
5.3. Стальные упрочненные боры должны иметь композиционное покрытие с ультрадисперсными алмазами.
5.4. Твердосплавные боры должны изготовляться:
из твердого сплава - рабочая часть;
из нержавеющей стали - хвостовик.
5.5. Твердосплавные особостойкие боры должны иметь на рабочей части композиционные покрытия нитридом титана.
5.6. Твердосплавные боры с повышенным сроком службы должны иметь рабочую часть из твердого сплава с улучшенными характеристиками.
5.7. Твердость стальных боров повышенной стойкости, стальных особостойких и стальных упрочненных боров должна быть 61-66 HRC![]() по ГОСТ 8.064*.
по ГОСТ 8.064*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 8.064-94. - Примечание изготовителя базы данных.
Твердость хвостовика из стали у твердосплавных, особостойких, твердосплавных боров с повышенным сроком службы должна быть 30-34 HRC![]() .
.
Твердость хвостовика в зоне соединения с твердым сплавом должна быть 41,5-53 HRC![]() .
.
5.8. Параметры шероховатости по ГОСТ 2789 основных поверхностей боров должны быть:![]() 1,25 мкм - рабочей части и шейки;
1,25 мкм - рабочей части и шейки;![]() 0,63 мкм - цилиндрической поверхности хвостовика;
0,63 мкм - цилиндрической поверхности хвостовика;
![]() 49 мкм - торца хвостовика;
49 мкм - торца хвостовика;![]() 2,5 мкм - остальных поверхностей хвостовика.
2,5 мкм - остальных поверхностей хвостовика.
5.9. Режущие кромки рабочей части боров должны обеспечивать процесс резания.
5.10. Боры должны быть устойчивыми к циклу обработки, состоящему из дезинфекции, предстеризационной очистки и стерилизации.
11. Требования к надежности боров
Полный установленный ресурс боров в минутах машинного времени должен быть не менее:
9 - для стальных боров повышенной стойкости;
18 - для стальных особостойких боров;
30 - для стальных упрочненных боров;
40 - для твердосплавных особостойких боров;
100 - для твердосплавных особостойких боров;
150 - для твердосплавных боров повышенного срока службы.
Полный средний ресурс боров в минутах машнннного времени должен быть не менее:
15 - для стальных боров повышенной стойкости;
30 - для стальных особостойких боров;
60 - для стальных упрочненных боров;
65 - для твердосплавных боров;
165 - для твердосплавных особостойких боров;
300 - для твердосплавных боров повышенного срока службы.
Боры считаются достигшими предельного состояния, если при контрольных изменениях во время испытаний на надежность ширина режущей кромки бора более 0,065 мм или произошло механическое повреждение.
Приложение 2 (Справочное). Термины, применяемые в настоящем стандарте, их пояснения
ПРИЛОЖЕНИЕ 2
Справочное
Бор | Многолезвийный медицинский машинный инструмент в форме стержня, применяемый при помощи стоматологического наконечника |
Рабочая часть бора | Часть бора, предназначенная для непосредственной обработки зуба |
Режущая кромка бора | Остроконечная часть зуба бора, ограниченная передней и задней поверхностями зуба бора |
Хвостовик бора | Часть бора, предназначенная для крепления его в наконечнике |
Шейка бора | Конусообразная часть между рабочей частью и хвостовиком |
Полостной бор | Бор, предназначенный для предварительной обработки полости зуба |
Фиссурный бор | Бор, предназначенный для вскрытия и формирования полости зуба |
Торцовый бор | Бор, предназначенный для формирования уступов перед пломбированием |
Бор-трепан | Полый бор, предназначенный для препарирования твердых тканей при удалении штифтов корневого канала |
Стальной бор повышенной стойкости | Бор, изготовленный из стали и имеющий гальваническое покрытие - хром |
Стальной бор особостойкий | Бор, изготовленный из стали и имеющий гальваническое покрытие хрома и нитридом титана |
Стальной бор упрочненный | Бор, изготовленный из стали и имеющий композиционное покрытие с ультрадисперсными алмазами |
Твердосплавный бор | Бор, рабочая часть которого изготовлена из твердого сплава |
Твердосплавный особостойкий бор | Бор, рабочая часть которого изготовлена из твердого сплава и имеет ионноплазменное покрытие - нитрид титана |
Твердосплавный бор с повышенным сроком службы | Бор, рабочая часть которого изготовлена из твердого сплава с улучшенными характеристиками |