ГОСТ 21963-2002 (ИСО 603-15-99, ИСО 603-16-99)
Группа Г25
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРУГИ ОТРЕЗНЫЕ
Технические условия
Grinding wheels for cutting-off.
Specifications
ОКП 39 8200
39 8300
МКС 25.100.70
Дата введения 2004-07-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК95/ПК "Абразивный инструмент" (ОАО "НПК "Абразивы и шлифование")
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдова-Стандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Главгосслужба "Туркменстандартлары" |
| Украина | Госстандарт Украины |
3 Стандарт полностью соответствует требованиям международных стандартов ИСО 603-15:1999 "Продукция абразивная на связке. Размеры. Часть 15. Круги отрезные для стационарных или переносных машин", ИСО 603-16:1999 "Продукция абразивная на связке. Размеры. Часть 16. Круги отрезные для ручных машин".
В стандарте учтены требования международных и европейского стандартов: ИСО 525:1999 "Продукция абразивная. Общие положения" в части разделов 1 и 3, 4.2 и 4.11; ИСО 13942:2000 "Продукция абразивная, Предельные отклонения размеров и допуски биений" в части 4.3 и 4.5; EH 12413:1999 "Требования безопасности для абразивной продукции на связке" в части разделов 1, 3, пунктов 4.2 и 4.11
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 28 апреля 2003 г. N 134-ст межгосударственный стандарт ГОСТ 21963-2002 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2004 г.
5 ВЗАМЕН ГОСТ 21963-82
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2004 год
Поправка внесена юридическим бюро "Кодекс"
1 Область применения
1 Область применения
Настоящий стандарт распространяется на отрезные круги на бакелитовой связке с упрочняющими элементами (BF) или без упрочняющих элементов (В) и вулканитовой связке с упрочняющими элементами (RF) или без упрочняющих элементов (R).
Отрезные круги предназначены для резки и прорезки металлических материалов (М) и неметаллических материалов (NM).
Требования, изложенные в разделах 3, 4 (кроме 4.2 и 4.12), 5 (кроме 5.3), 6-8 являются обязательными.
Обязательные требования, обеспечивающие безопасность жизни и здоровья граждан, изложены в 4.11.
Стандарт может быть использован для целей сертификации отрезных кругов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.3.028-82 Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности
ГОСТ 12.4.026-76* Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
________________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 25961-83 Инструмент абразивный. Акустический метод контроля физико-механических свойств
ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
3 Классификация и размеры
3.1 Круги следует изготовлять следующих типов:
41 - плоские;
42 - с утопленным центром.
3.2 Размеры кругов должны соответствовать указанным на рисунках 1, 2 и в таблицах 1 и 2.
Рисунок 1
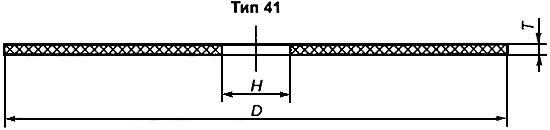
Рисунок 1
Таблица 1
В миллиметрах
|
|
|
|
| 50 | 0,3; 0,6; 1,0; 2,0; 2,5; 3,2 | 10 |
| 63 | 0,3; 0,6; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,2 | 10; 13 |
| 80 | 0,6; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,2 | 10; 13 |
| 100 | 0,6; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,2 | 10; 13; 16; 20 |
| 115 | 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 | 22,23 |
| 125 | 0,6; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 | 13; 20; 22,23; 32 |
| 150 | 0,6; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 13; 20; 22,23; 32 |
| 180 | 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22; 22,23; 32 |
| 200 | 1,0; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 20; 32 |
| 230 | 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22; 22,23; 32 |
| 250 | 1,6; 2,0; 2,5; 3,0; 3,0; 3,2; 4,0 | 20; 25,4; 32 |
| 300 | 2,0; 2,5; 3,0; 3,2; 4,0; 6,0 | 22,23; 25,4; 32; 40; 51 |
| 350 (356) | 2,5; 3,2; 4,0 | 22,23; 25,4; 32; 40; |
| 400 (406) | 3,2; 4,0; 5,0 | 25,4; 32; 40; 51; 60 |
| 450 (457) | 3,2; 4,0; 5,0 | 25,4; 32; 40; 51; 60 |
| 500 (508) | 4,0; 5,0; 6,0 | 32; 40; 51; 60 |
| 600 (610) | 5,0; 6,0; 8,0 | 32; 40; 51; 76,2 |
| 750 (762) | 6,0; 8,0 | 60; 80; 100; 152,4 |
| 800 | 6,0; 8,0; 10,0 | 60; 80; 100 |
| 900 | 8,0; 9,0 | 100 |
| 1000 | 8,0; 10,0; 13,0 | 80; 100; 152,4 |
| 1200 | 10,0; 13,0 | 100; 127 |
| 1250 | 10,0; 13,0 | 100; 152,4; 203,2 |
| 1500 | 13,0; 15,0 | 150; 152,4; 203,2 |
| 1800 | 16,0; 20,0 | 203,2; 304,8 |
| Примечания | ||
Рисунок 2
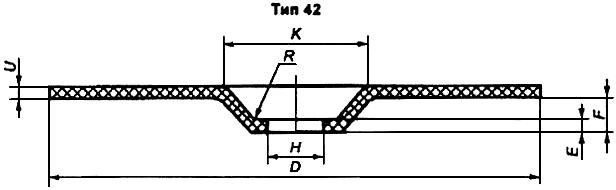
Рисунок 2
Таблица 2
В миллиметрах
|
|
|
|
|
|
|
| 80 | 2,0; 2,5; 3,2 | 10 | 23 | 4 | 6 |
| 100 | 2,0; 2,5; 3,2 | 16 | 35,5 | 4 | 6 |
| 115; 125; 150; 180; 230 | 2,0; 2,5; 3,0; 3,2; 4,0 | 22,23 | 42; 45 | 4,6 | 10 |
| 400 (406) | 4,0; 5,0; 6,0 | 40 | 122 | 7,5 | 10 |
| 450 (457) | 4,0; 5,0; 6,0 | 40 | 122 | 7,5 | 10 |
| 500 (508) | 5,0; 6,0 | 40; 60 | 122 | 7,5 | 10 |
| 600 (610) | 6,0; 8,0 | 60; 76,2 | 210 | 13 | 10 |
| 800 | 8,0; 10,0 | 60; 80; 100 | 210 | 13 | 10 |
| 1000 | 10,0; 13,0 | 127 | 325 | 18 | 12 |
| 1250 | 13,0; 16,0 | 127 | 325 | 18 | 12 |
| Примечания | |||||
Пример условного обозначения круга типа 41 с наружным диаметром ![]() 400 мм, высотой
400 мм, высотой ![]() 4,0 мм, диаметром посадочного отверстия
4,0 мм, диаметром посадочного отверстия ![]() 32 мм, из нормального электрокорунда марки 14А, зернистостью 80-Н, со звуковым индексом (ЗИ) 41-43, на бакелитовой связке, с упрочняющими элементами для резки металла с предельной рабочей скоростью 80 м/с 2-го класса неуравновешенности:
32 мм, из нормального электрокорунда марки 14А, зернистостью 80-Н, со звуковым индексом (ЗИ) 41-43, на бакелитовой связке, с упрочняющими элементами для резки металла с предельной рабочей скоростью 80 м/с 2-го класса неуравновешенности:
Круг отрезной 41 400х4,0х32 14А 80-Н 41-43 BF M 80 м/с 2 кл. ГОСТ 21963-2002
4 Технические требования
4.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Круги могут быть изготовлены из электрокорундовых (А) и (или) карбид-кремниевых (С) материалов зернистостями 125-5 (F16-F220) по ГОСТ 3647.
4.3 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 3.
Таблица 3
В миллиметрах
| Размер | Пред. откл. |
| Наружный диаметр | |
| До 100 включ. | ±2,0 |
| " 150 " | ±2,5 |
| " 150 " 400 " | ±3,0 |
| " 400 " 600 " | ±5,0 |
| " 600 " 1000 " | ±7,5 |
| " 1000 " 1800 " | ±10,0 |
| Высота | |
| До 1,6 включ. | ±0,2 |
| " 3,2 " | ±0,3 |
| " 3,2 " 4,0 " | ±0,4 |
| " 4,0 " 5,0 " | ±0,6 |
| " 5,0 " 6,0 " | ±0,8 |
| " 6,0 " 10 " | ±1,0 |
| " 10 " 16 " | ±1,2 |
4.4 Неравномерность высоты кругов* не должна превышать значений, указанных в таблице 4.
________________
* До 1 января 2005 г.
Таблица 4
В миллиметрах
|
| Неравномерность высоты круга для | |||
| до 1,6 включ. | св. 1,6 до 6,0 включ. | св. 6,0 до 13,0 включ. | св. 13,0 | |
| До 200 включ. | 0,1 | 0,2 | - | - |
| " 500 " | 0,3 | 0,4 | - | - |
| " 500 " 800 " | - | 0,5 | 0,6 | - |
| " 800 " 1200 " | - | - | 0,7 | - |
| " 1200 | - | - | 0,8 | 1,0 |
4.5 Радиальное и торцовое биения* круга не должны превышать значений, указанных в таблице 5.
_________________
* С 1 января 2005 г.
Таблица 5
В миллиметрах
|
| Радиальное и торцовое биения |
| До 100 включ. | 0,5 |
| " 150 " | 0,6 |
| 150 " 200 " | 0,8 |
| 200 " 300 " | 1,0 |
| 300 " 400 " | 1,2 |
| 400 " 1000 " | 1,6 |
| 1000 | 2,0 |
4.6 Выпуклость плоскостей круга* не должна превышать неравномерность высоты круга.
________________
* До 1 января 2005 г.
4.7 Классы неуравновешенности по ГОСТ 3060: 1 и 2 - для зернистостей 63 и мельче; 1, 2 или 3 - для зернистостей 80 и крупнее.
4.8 Круги не должны иметь трещин.
4.9 Повреждения кромок не допускаются длиной и шириной более 3 мм в количестве более двух - для кругов диаметрами до 400 мм; длиной более 5 мм, шириной более 3 мм в количестве более четырех - для кругов диаметрами свыше 400 до 900 мм; длиной более 9 мм, шириной более 5 мм в количестве более шести - для кругов диаметрами свыше 900 мм.
4.10 Круги на бакелитовой связке следует изготовлять со звуковыми индексами 25-49, на вулканитовой связке - 23-45.
Значения звуковых индексов в зависимости от показаний приборов "Звук-110М" и "Звук-107" для кругов типа 41 указаны в приложении А; для кругов типа 42 - по техническому документу, утвержденному в установленном порядке.
4.11 Предельная рабочая скорость круга должна быть, м/с:
50, 63 - для кругов на бакелитовой связке без упрочняющих элементов;
80, 100, 125 - для кругов на бакелитовой связке с упрочняющими элементами;
50, 63, 80 - для кругов на вулканитовой связке.
Требования безопасности - по ГОСТ 12.3.028 и ГОСТ 30513.
4.12 Коэффициенты резания приведены в таблице 6.
Таблица 6
| Режим резания | |||||
| Обозначение круга | обрабатываемый материал | Подача, мм/мин | Рабочая скорость круга, м/с | Мощность двигателя, кВт, не менее | Коэффи- |
| 41,42-400х4х32 | Сталь 10: труба 83х4 мм | 200-300 | 80 | 15 (стационарные машины) | 2,5 |
| 41, 42 - 400х4х32 51C63-H35-39BFNM | Кирпич шамотный | 300-700 | 80 | 4 (стационарные машины) | 30,0 |
| 41, 42 - 400х4х32 14A40-H33-37RM | Сталь 45: труба 25х4,5 мм | 700-900 | 60 | 15 (стационарные машины) | 0,90 |
| 41, 42 - 230х3,0(2,5)х22,23 14А40-Н; 63-Н 35-39 BFM | Сталь 10: труба 21,3х2,8 мм | 200-300 | 80 | 1,8 | 1,5 |
4.13 На этикетке круга должны быть четко нанесены:
- товарный знак и наименование предприятия-изготовителя;
- страна-изготовитель, юридический адрес;
- условное обозначение круга (для ![]() 150 мм допускается не наносить класс неуравновешенности и обозначение стандарта);
150 мм допускается не наносить класс неуравновешенности и обозначение стандарта);
- номер партии или дата выпуска (месяц и год);
- штамп ОТК;
- знак соответствия для сертифицированной продукции:
- знаки безопасности (номера знаков 3.2; 3.5-3.7) по ГОСТ 12.4.026;
- предельная частота вращения круга, мин![]() ;
;
- цветные полосы по ГОСТ 12.3.028;
- штриховой код (при наличии).
Примечания
1 В условном обозначении круга допускается использовать обозначение зернистости по ГОСТ 3647, приложение 6.
2 Интервал звуковых индексов следует наносить в количестве не более трех.
3 Номер партии или дату выпуска, а также штамп ОТК допускается наносить на упаковку.
4 На кругах с ![]() 500 мм допускается наносить маркировку на торцевую поверхность круга.
500 мм допускается наносить маркировку на торцевую поверхность круга.
4.14 Круги одного размера, одной характеристики и одной партии упаковывают в картонные коробки, обеспечивающие их сохранность при транспортировании и хранении.
Допускается упаковывать круги в термоусадочную пленку.
4.15 На коробку должна быть наклеена этикетка, содержащая:
- товарный знак и наименование предприятия-изготовителя;
- страну-изготовитель, юридический адрес;
- условное обозначение круга;
- дату изготовления;
- штамп ОТК;
- количество кругов.
5 Правила приемки
5.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания по ГОСТ 15.309.
5.2 Объем выборки при приемочном контроле:
4.8, 4.9, 4.13 - 100%, 3.2, 4.3-4.7, 4.10 - 10% от партии, но не менее 5 шт., 4.11 - 1% от партии, но не менее 3 шт. - для кругов с рабочей скоростью до 63 м/с, 5% от партии, но не менее 5 шт. - для кругов с рабочей скоростью свыше 63 м/с, 4.14 - не менее 5 коробок от партии.
5.3 Объем периодических испытаний: по 4.12 - не менее 5 шт. от партии, не реже одного раза в год.
6 Методы контроля
6.1 Контроль размеров следует проводить с применением универсальных средств измерений. Контроль по 4.8, 4.13 и 4.14 - визуальный.
6.2 Неравномерность высоты круга следует определять по разности максимального и минимального значений измеряемой высоты в четырех диаметрально противоположных точках периферии круга, расположенных на расстоянии (10±1) мм от его кромки.
6.3 Контроль неуравновешенности кругов - по ГОСТ 3060.
Примечание - Контроль неуравновешенности кругов с ![]() 250 мм допускается не проводить.
250 мм допускается не проводить.
6.4 Звуковые индексы следует контролировать по ГОСТ 25961.
6.5 Испытания кругов на механическую прочность - по ГОСТ 12.3.028 и ГОСТ 30513.
6.6 Коэффициент ![]() резания (отношение площади разрезанной заготовки к площади изношенной части круга) при срабатывании круга до 0,75 от начального вычисляют по формуле
резания (отношение площади разрезанной заготовки к площади изношенной части круга) при срабатывании круга до 0,75 от начального вычисляют по формуле
![]() , (1)
, (1)
где ![]() - количество резов круга;
- количество резов круга;
![]() - площадь сечения разрезаемой заготовки, см
- площадь сечения разрезаемой заготовки, см![]() ;
;
![]() и
и ![]() - диаметр круга до и после резки, см.
- диаметр круга до и после резки, см.
7 Транспортирование и хранение
7.1 Транспортирование и хранение - по ГОСТ 27595.
8 Гарантии изготовителя
8.1 Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
ПРИЛОЖЕНИЕ А (обязательное). Значения звуковых индексов в зависимости от показаний приборов Звук-110М и Звук-107 при контроле кругов типа 41
ПРИЛОЖЕНИЕ А
(обязательное)
Таблица А.1
| Звуковой индекс | Показания, кГц, для кругов размерами | ||||||
| | 50х10 | 63х10 | 63х13 | 80х10 | 80х13 | 100х10 | 100х13 |
| 25 | От 17,7 до 19,2 | От 15,1 до 16,4 | От 13,9 до 15,0 | От 12,4 до 13,5 | От 11,8 до 12,8 | От 10,1 до 10,9 | От 9,90 до 10,7 |
| 27 | Св. 19,2 " 20,7 | Св. 16,4 " 17,6 | Св. 15,0 " 16,2 | Св. 13,5 " 14,5 | Св. 12,8 " 13,8 | Св. 10,9" 11,8 | Св. 10,7 " 11,6 |
| 29 | " 20,7 " 22,1 | " 17,6 " 18,9 | " 16,2 " 17,4 | " 14,5 " 15,6 | " 13,8 " 14,8 | " 11,8 " 12,6 | " 11,6 " 12,4 |
| 31 | " 22,1 " 23,6 | " 18,9 " 20,2 | " 17,4 " 18,5 | " 15,6 " 16,6 | " 14,8 " 15,8 | " 12,6 " 13,4 | " 12,4 " 13,2 |
| 33 | " 23,6 " 25,1 | " 20,2 " 21,4 | " 18,5 " 19,7 | " 16,6 " 17,6 | " 15,8 " 16,8 | " 13,4 " 14,3 | " 13,2 " 14,0 |
| 35 | " 25,1 " 26,6 | " 21,4 " 22,7 | " 19,7 " 20,8 | " 17,6 " 18,7 | " 16,8 " 17,8 | " 14,3 " 15,1 | " 14,0 " 14,9 |
| 37 | " 26,6 " 28,0 | " 22,7 " 23,9 | " 20,8 " 22,0 | " 18,7 " 19,7 | " 17,8 " 18,7 | " 15,1 " 16,0 | " 14,9 " 15,7 |
| 39 | " 28,0 " 29,5 | " 23,9 " 25,2 | " 22,0 " 23,1 | " 19,7 " 20,7 | " 18,7 " 19,7 | " 16,0 " 16,8 | " 15,7 " 16,5 |
| 41 | " 29,5 " 31,0 | " 25,2 " 26,5 | " 23,1 " 24,3 | " 20,7 " 21,8 | " 19,7 " 20,7 | " 16,8 " 17,6 | " 16,5 " 17,3 |
| 43 | " 31,0 " 32,5 | " 26,5 " 27,7 | " 24,3 " 25,5 | " 21,8 " 22,8 | " 20,7 " 21,7 | " 17,6 " 18,5 | " 17,3 " 18,2 |
| Частотный коэффициент формы | 0,007380 | 0,006300 | 0,005785 | 0,005185 | 0,004932 | 0,004200 | 0,004126 |
Продолжение таблицы А.1
| Звуковой индекс | Показания, кГц, для кругов размерами | ||||||
| | 100х16 | 100х20 | 100х22 | 115х22,23 | 125х13 | 125х20 | 125х22,23 |
| 25 | От 9,51 до 10,30 | От 8,86 до 9,59 | От 8,51 до 9,22 | От 7,80 до 8,45 | От 8,08 до 8,75 | От 7,61 до 8,24 | От 7,38 до 8,00 |
| 27 | Св. 10,3 " 11,1 | Св. 9,59 " 10,3 | Св. 9,22 " 9,93 | Св. 8,45" 9,10 | Св. 8,75 " 9,43 | Св. 8,24 " 8,87 | Св. 8,00 " 8,61 |
| 29 | " 11,1 " 11,9 | " 10,3 " 11,1 | " 9,93 " 10,6 | " 9,10" 9,75 | " 9,43 " 10,1 | " 8,87 " 9,51 | " 8,61 " 9,23 |
| 31 | " 11,9 " 12,7 | " 11,1 " 11,8 | " 10,6 " 11,3 | " 9,75 " 10,4 | " 10,1 " 10,8 | " 9,51 " 10,1 | " 9,23 " 9,84 |
| 33 | " 12,7 " 13,5 | " 11,8 " 12,5 | " 11,3 " 12,1 | " 10,4 " 11,1 | " 10,8 " 11,4 | " 10,1 " 10,8 | " 9,84 " 10,5 |
| 35 | " 13,5 " 14,3 | " 12,5 " 13,3 | " 12,1 " 12,8 | " 11,1 " 11,7 | " 11,4 " 12,1 | " 10,8 " 11,4 | " 10,5 " 11,1 |