ГОСТ 21029-75
Группа Д82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЧКИ АЛЮМИНИЕВЫЕ ДЛЯ ХИМИЧЕСКИХ ПРОДУКТОВ
Технические условия
Aluminium barrels for chemical products.
Specifications
ОКП 14 1542, ОКП 14 1545
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР
РАЗРАБОТЧИКИ
Н.С.Фролов, М.Л.Михель, Г.А.Линарт, В.Ф.Перепилицина, Г.Г.Карталова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.07.75 N 1976
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.032-74 | 2.32 |
ГОСТ 9.104-79 | 2.32 |
ГОСТ 9.402-80 | 2.28 |
ГОСТ 82-70 | 2.4 |
ГОСТ 380-94 | 2.4 |
ГОСТ 503-81 | 2.4 |
ГОСТ 1583-93 | 2.4 |
ГОСТ 2246-70 | 2.14 |
ГОСТ 2590-88 | 2.4 |
ГОСТ 2771-81 | 2.4 |
ГОСТ 2879-88 | 2.4 |
ГОСТ 2930-62 | 6.1 |
ГОСТ 3242-79 | 5.4 |
ГОСТ 3282-74 | 2.4 |
ГОСТ 4366-76 | 2.33 |
ГОСТ 4784-74 | 2.4 |
ГОСТ 5264-80 | 1.2, 2.13 |
ГОСТ 5632-72 | 2.4 |
ГОСТ 5915-70 | 1.2 |
ГОСТ 5971-78 | 2.29 |
ГОСТ 6009-74 | 2.4 |
ГОСТ 6992-68 | 2.32 |
ГОСТ 7338-90 | 2.4 |
ГОСТ 7871-75 | 2.11 |
ГОСТ 8017-74 | 2.29 |
ГОСТ 8828-89 | 6.5 |
ГОСТ 9109-81 | 2.30 |
ГОСТ 9467-75 | 2.14 |
ГОСТ 9557-87 | 6.3 |
ГОСТ 10299-80 | 1.2 |
ГОСТ 10354-82 | 6.5 |
ГОСТ 11069-74 | 2.4 |
ГОСТ 11070-74 | 2.4 |
ГОСТ 13843-78 | 2.11 |
ГОСТ 14039-78 | 2.4 |
ГОСТ 14192-96 | 6.1, 6.1a |
ГОСТ 14806-80 | 1.2, 2.10 |
ГОСТ 15150-69 | 6.8 |
ГОСТ 16338-85 | 2.4 |
ГОСТ 18425-73 | 5.7 |
ГОСТ 18573-86 | 6.2 |
ГОСТ 19903-74 | 2.4 |
ГОСТ 19904-90 | 2.4 |
ГОСТ 21488-97 | 2.4 |
ГОСТ 21631-76 | 2.4 |
ГОСТ 21650-76 | 6.3 |
ГОСТ 25347-82 | 1.4 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (ноябрь 2000 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1981 г., октябре 1985 г., апреле 1990 г. (ИУС 6-81, 1-86, 7-90)
Настоящий стандарт распространяется на алюминиевые бочки, предназначенные для транспортирования и хранения жидких, вязких и сыпучих химических продуктов, не действующих активно на алюминий.
Применение бочек для других продуктов устанавливается стандартами или другой нормативно-технической документацией на эти продукты, утвержденной в установленном порядке.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Бочки должны изготовляться двух типов:
I - узкогорлая;
II - широкогорлая исполнений:
А - со стяжным обручем;
Б - с фланцевым запором.
Допускается по согласованию с потребителем изготовлять бочки типа I с наливной горловиной, расположенной на обечайке.
Допускается по согласованию с потребителем изготовлять бочки без воздушной горловины.
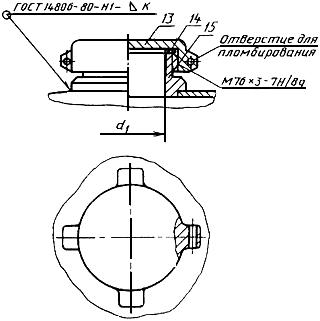
1.2. Конструкция, основные параметры и размеры бочек должны соответствовать указанным в табл.1 и на чертеже.
Таблица 1
Размеры в мм
Тип бочки | Испол- | Код ОКП | Вмести- |
|
|
|
|
|
|
|
| Масса, кг, не более | Пре- |
I | - | 14 1542 0001 | 60 | 22,0 | |||||||||
| А | 14 1542 0101 | 110 | 445 | 484 | 800 |
| 2 | 265 | 270 |
| 150 | |
Б | 14 1542 0102 | 3 | |||||||||||
I | - | 14 1545 0001 | 60 | 40,0 | |||||||||
| А | 14 1545 0101 | 275 | 560 | 620 | 1200 |
| 3 | 400 | 400 |
| 400 | |
Б | 14 1545 0102 |
Примечание. По согласованию с потребителем допускается для бочек вместимостью 275 дм![]() изготовлять полосы, обручи катания, концевые обручи из металла толщиной 2 мм.
изготовлять полосы, обручи катания, концевые обручи из металла толщиной 2 мм.
Чертеж
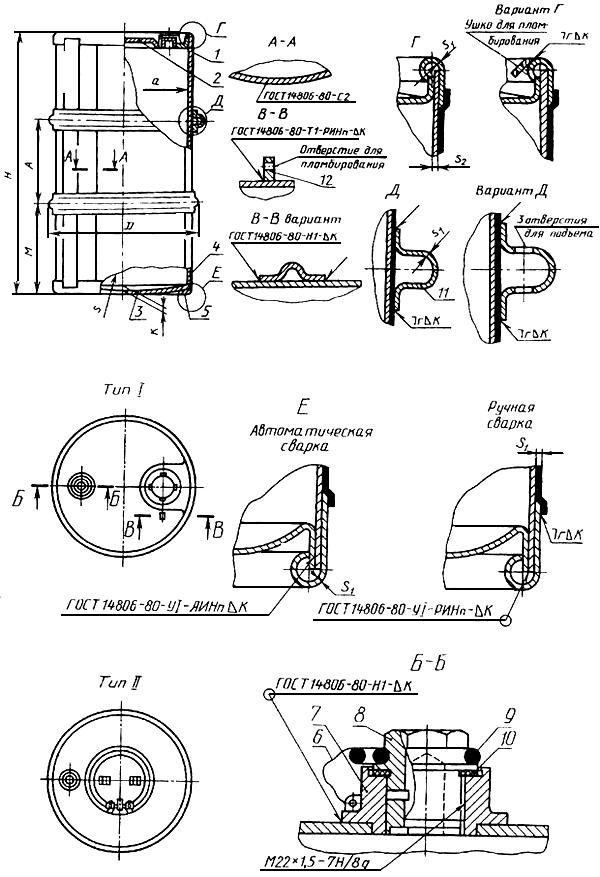
Горловина бочек типа I
Горловина бочек типа II
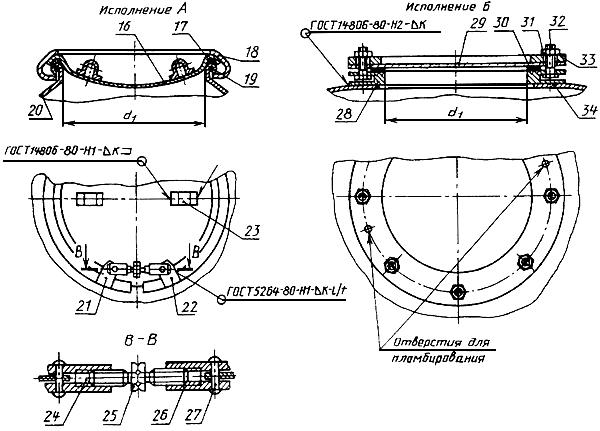
1 - обечайка; 2, 20, 34 - днище верхнее; 3 - днище нижнее; 4 - полоса; 5 - обруч концевой; 6 - цепочка стальная; 7 - горловина воздушная; 8 - пробка; 9 - кольцо; 10, 14, 17, 30 - прокладка; 11 - обруч катания; 12 - ушко; 13 - колпак; 15 - горловина наливная; 16 - крышка; 18 - обруч стяжной; 19 - кольцо; 21 - серьга левая; 22 - серьга правая; 23 - скоба; 24 - гайка левая; 25 - тяга; 26 - гайка правая; 27 - заклепка 6х26 ГОСТ 10299; 28 - горловина наливная фланцевая; 29 - крышка; 31 - гайка М12.4 ГОСТ 5915; 32 - болт М12х35,36 ГОСТ 7798; 33 - фланец
Пример условного обозначения алюминиевой бочки типа I вместимостью 275 дм![]() :
:
БА I 275 ГОСТ 21029-75
То же, типа II, исполнения А, вместимостью 110 дм![]() :
:
БА II А 110 ГОСТ 21029-75
(Измененная редакция, Изм. N 2, 3).
1.3. Бочки не являются мерой объема для определения количества упаковываемых продуктов.
1.4. Неуказанные предельные отклонения размеров бочек и их деталей должны быть: Н14, h14, ![]() по ГОСТ 25347.
по ГОСТ 25347.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бочки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Внешний вид бочек должен соответствовать образцам-эталонам, изготовленным и утвержденным в установленном порядке.
2.3. Основные эксплуатационные параметры не должны быть более:
- рабочее давление - 0,035 МПа (0,35 кгс/см![]() );
);
- разрежение - 0,02 МПа (0,2 кгс/см![]() );
);
- температура окружающего воздуха - от плюс 50 до минус 50 °С.
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. Детали бочек должны быть изготовлены из следующих материалов:
а) обечайка, днища, крышка, скобы и ушко - из отожженных неплакированных листов алюминия и алюминиевых сплавов по ГОСТ 21631 марок А0М, А5М, А6М, АД1М, АД0М, АМцМ;
б) обручи катания, концевой верхний обруч, концевой нижний обруч, полосы, стяжной обруч, серьга левая, серьга правая и ушко при приварке его к концевому обручу - из стальной низкоуглеродистой холоднокатаной ленты, нагартованной или полунагартованной обрезной или необрезной, нормальной точности по ГОСТ 503 марок 08кп, 10кп, 08пс, 08, 10; горячекатаной стальной ленты по ГОСТ 6009 марок БСт2, БСт3 по ГОСТ 380 или из листовой холоднокатаной и горячекатаной стали по ГОСТ 19904 и ГОСТ 19903 нормальной точности и плоскостности, с необрезной или обрезной кромкой, марок Ст2сп, Ст3сп, Ст2пс, Ст3пс, Ст2кп, Ст3кп по ГОСТ 380.
По требованию потребителя детали бочек типа I разрешается изготовлять из листовой холоднокатаной и горячекатаной стали по ГОСТ 19904 и ГОСТ 19903 нормальной точности и плоскостности, с необрезной или обрезной кромкой, марки 12X18Н10Т по ГОСТ 5632;
в) горловина наливная, горловина наливная фланцевая, горловина воздушная, пробка воздушной горловины, колпак - из чушек первичного алюминия по ГОСТ 11070 марок А0, А5, А6 по ГОСТ 11069 или алюминиевых литейных сплавов в чушках по ГОСТ 1583 марки АК7.
Допускается изготовлять наливную фланцевую горловину методом отливки в форму с предварительно вставленными болтами.
Допускается изготовлять колпак из полиэтилена низкого давления (высокой плотности) по ГОСТ 16338 базовой марки 20608-012 с добавками в соответствии с рецептурами 05, 11, 12, 17;
г) гайки левая и правая - из горячекатаной круглой стали по ГОСТ 2590 марок Ст3пс2, Ст2пс2, Ст2сп2, Ст3сп2, Ст3кп2, Ст2кп2 по ГОСТ 380;
д) кольцо - из прутков алюминия и алюминиевых сплавов по ГОСТ 21488 марок АД0, АД1, АМц по ГОСТ 4784;
е) тяга - из горячекатаной шестигранной стали по ГОСТ 2879 марок Ст2сп2, Ст3сп2, Ст2пс2, Ст3пс2, Ст3кп2, Ст2кп2 по ГОСТ 380;
ж) кольцо воздушной горловины - из стальной низкоуглеродистой проволоки общего назначения термически необработанной светлой I или II группы по ГОСТ 3282 или круглой холоднокатаной проволоки по ГОСТ 2771;
з) фланец - из листовой горячекатаной стали по ГОСТ 19903 нормальной точности и плоскостности, с необрезной или обрезной кромкой марок Ст2сп2, Ст3сп2, Ст2пс2, Ст3пс2, Ст2кп2, Ст3кп2 по ГОСТ 380 или прокатной широкополосной универсальной стали по ГОСТ 82 марок Ст2сп2, Ст3сп2, Ст2пс2, Ст3пс2, Ст2кп2, Ст3кп2 по ГОСТ 380;
и) прокладки - из резиновых пластин по ГОСТ 7338 марок ТМЦК и ПМБ, средней твердости или формованные из резин тех же марок, или формованные на основе эмульсионного поливинилхлорида по ГОСТ 14039. По согласованию с потребителем допускается применять прокладки из других материалов по качеству не ниже указанных.
(Измененная редакция, Изм. N 1, 3).
2.5. Допускается по согласованию с потребителем детали бочек изготовлять из других материалов, не снижающих потребительских (эксплуатационных) характеристик бочек, установленных настоящим стандартом.
(Измененная редакция, Изм. N 2).
2.6. Обечайка, днища и другие детали бочек должны изготовляться из цельных заготовок.
2.7. Обечайка бочки должна быть изготовлена с одним продольным сварным швом, выполненным встык. Шов должен быть выполнен ручной или автоматической дуговой сваркой в защитных газах неплавящимся металлическим электродом. Перекос, увод кромок в торцах обечайки не должен превышать 3 мм.
2.8. При изготовлении бочек с наливной горловиной на обечайке горловина должна располагаться в средней части обечайки.
Расстояние от горловины до продольного сварного шва должно быть не менее 250 мм.
2.9. Приварка днищ, горловин, скоб должна производиться ручной или автоматической дуговой сваркой в защитных газах неплавящимся металлическим электродом.
2.10. Конструктивные элементы сварных швов должны соответствовать ГОСТ 14806.
2.11. В качестве присадочного материала для сварки деталей из алюминия и алюминиевых сплавов должна применяться сварочная проволока из алюминия или алюминиевых сплавов СвАМц по ГОСТ 7871 или алюминиевая катанка АК по ГОСТ 13843.
Допускается в качестве присадочного материала применять нарезные полоски основного материала.
2.12. Сварные швы бочек должны быть плотными, прочными и герметичными. У сварных швов не должно быть прожогов металла и непроваренных участков.
2.13. Сварка обручей катания и концевых обручей, приварка полос к обручам катания и концевым обручам должна производиться электродуговой ручной сваркой по ГОСТ 5264 или газовой сваркой.
Сварные швы должны быть прочными, пластичными, очищенными от шлака и сварочных брызг, не иметь свищей, наплывов, непроваров, трещин.
(Измененная редакция, Изм. N 2).
2.14. Электродуговая сварка должна производиться электродами типа Э-42 или Э-46 по ГОСТ 9467.
При газовой сварке должна применяться сварочная проволока марки Св-08А по ГОСТ 2246.
2.15. Обручи катания должны быть сварены встык или внахлестку. Величина нахлестки должна быть не менее 10 мм.
Концы обручей катания после сварки внахлестку должны плотно прилегать друг к другу и не иметь выпуклостей по всему периметру сварки.
Между обечайкой и обручами катания допускаются местные зазоры до 5 мм суммарной длиной не более 1/3 длины окружности обруча.
(Измененная редакция, Изм. N 2).
2.15а. По требованию потребителя на зиге верхнего обруча катания должны быть три отверстия диаметром не более 15 мм для подъема бочки, расположенные по окружности обруча катания под углом 120° относительно друг друга. Допускается смещение отверстий относительно оси до 5 мм.
(Введен дополнительно, Изм. N 3).
2.16. Концевые обручи должны быть сварены встык и должны плотно прилегать к обечайке. Местные зазоры между обечайкой и обручами не должны превышать 2 мм, при этом общая длина зазоров не должна превышать 1/3 длины окружности бочки.
2.17. Кромки концевых обручей, горловин, колпака, крышек не должны иметь заусенцев.
2.18. Уплотнительные поверхности горловин и крышек бочек типа II должны иметь ровную поверхность без вмятин, рисок и заусенцев, находиться строго в одной плоскости и обеспечивать плотное прилегание прокладок.
(Измененная редакция, Изм. N 2).
2.19. Горловина бочки типа I с установленным на ней колпаком с прокладкой и крышка бочки типа II с деталями запора не должны выступать за габаритные размеры бочки.
2.20. Алюминиевые отливки горловин и колпаков не должны иметь облоя и трещин.
На необработанных поверхностях не допускаются раковины глубиной более 3 мм размером св.10 мм каждая. Раковин глубиной до 3 мм и размером до 10 мм не должно быть более 5 шт. Раковины гнездового характера, влияющие на прочность деталей, не допускаются.
Не допускаются раковины на обработанных поверхностях горловин и колпаков.
2.21. Съемные детали (колпак, крышка, стяжной обруч, тяга, пробка, фланец, болты, прокладки) должны быть взаимозаменяемыми.
2.22. Бочки должны быть герметичными.
2.23. Внутренняя поверхность бочек должна быть чистой и сухой. Требования и нормы к состоянию внутренней поверхности бочек устанавливаются технической документацией, утвержденной в установленном порядке.
2.24. Обечайка и днища бочки не должны иметь более четырех местных вмятин и выпуклостей глубиной более 5 мм и площадью менее 3 см![]() на каждый миллиметр глубины вмятины.
на каждый миллиметр глубины вмятины.
На поверхности обечайки и днищ бочки не допускаются механические повреждения: глубокие задиры, трещины и закаты.
2.25. На поверхности алюминиевых осветленных деталей бочки не допускаются:
- белые пятна гидрата окиси алюминия;
- налеты и пятна от кислотного или щелочного воздействия.
Допускаются:
- темные пятна и полосы, связанные с особенностями сварки и структуры материала или от механической обработки;
- частичное повреждение окисной пленки при сборке деталей бочки.
Площадь повреждения не должна превышать 5% от всей поверхности изделия.
2.26. Внутренняя поверхность концевых обручей, обручей катания и полос должна быть окрашена до установки их на бочку.
2.27. Наружная поверхность концевых обручей, обручей катания и полос должна быть окрашена после испытания бочек на герметичность.
2.28. Подготовка поверхностей деталей бочек перед окраской и условия ее проведения должны соответствовать требованиям ГОСТ 9.402.
2.29. Наружная поверхность стальных деталей бочек должна быть окрашена в два слоя эмалями по ГОСТ 5971 марки МЛ-1156 черного цвета или марки ПФ-163, или лаком БТ-99 по ГОСТ 8017.
По согласованию с потребителем допускается окрашивание другими атмосферостойкими эмалями или красками.
2.28, 2.29. (Измененная редакция, Изм. N 1, 3).
2.30. Внутренняя поверхность стальных деталей бочек должна быть покрыта грунтовкой ФЛ-03к по ГОСТ 9109 или грунтовкой по нормативной документации.
По согласованию с потребителем допускается покрывать внутреннюю поверхность стальных деталей бочек другими грунтовками.
(Измененная редакция, Изм. N 1).
2.31. Пленка лакокрасочного покрытия должна быть сплошной, ровной, без морщин, пятен, трещин, царапин, пузырей и прилипших загрязнений.
2.32. Покрытия деталей бочек должны сохранять защитные свойства в атмосферных условиях не менее одного года (не ниже 4 баллов по ГОСТ 6992).
Покрытие по внешнему виду должно соответствовать классу III по ГОСТ 9.032, по условиям эксплуатации - категории УI по ГОСТ 9.104.
(Измененная редакция, Изм. N 2).
2.33. Резьба на тяге, болтах и гайках должна быть очищена от следов коррозии и смазана синтетическим солидолом по ГОСТ 4366.
2.34. Бочки, заполненные водой, должны выдерживать два удара при свободном падении с высоты 1,2 м.
(Введен дополнительно, Изм. N 1).
3. КОМПЛЕКТНОСТЬ
3.1. Бочки должны поставляться в собранном виде.
В зависимости от типа и исполнения в комплект должны входить:
- для бочек типа I - бочка, колпак, пробка воздушной горловины с кольцом и цепочкой, прокладки;
- для бочек типа II исполнения А - бочка, крышка, стяжной обруч с тягой, пробка воздушной горловины с цепочкой и кольцом, прокладки;
- для бочек типа II исполнения Б - бочка, крышка, пробка воздушной горловины с цепочкой и кольцом, фланец, болты, гайки, прокладки.
По согласованию с потребителем допускается заменять цепочку стальной проволокой, обеспечивающей надежность крепления пробки к воздушной горловине.
(Измененная редакция, Изм. N 2).
3.2. По требованию потребителя бочки должны поставляться с запасными деталями: пробками воздушной горловины с кольцами и цепочками, колпаками, крышками, фланцами, стяжными обручами с тягами, болтами, прокладками, гайками.
Количество их должно быть не более 5% от партии и оговариваться в заказе.
4. ПРАВИЛА ПРИЕМКИ
4.1. Бочки принимают партиями. Партией считают любое количество бочек одного типа и размера, оформленное одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и его товарный знак;
- номер партии;
- дату выпуска;
- условное обозначение бочки;
- количество штук в партии;
- результаты испытаний.
4.2. Для контроля соответствия бочек требованиям настоящего стандарта проводят приемосдаточные и периодические испытания.
4.1, 4.2. (Измененная редакция, Изм. N 2).
4.3. Приемосдаточные испытания проводят в объеме и последовательности, указанных в табл.2.
Таблица 2
|
| Номер пункта | |
технических требований | методов контроля | ||
1. Габаритные размеры | 5% от партии (но не менее пяти бочек) | 1.2 | 5.1 |
2. Внешний вид | 100% | 2.1, 2.2, 2.20, 2.24, 2.25 | 5.2 |
3. Качество маркировки | 100% | 6.1 | 5.2 |
4. Качество внутренней поверхности | 100% | 2.23, 2.26, 2.27 | 5.3 |
5. Качество окраски | 100% | 2.28-2.32 | 5.2 |
6. Состояние уплотнительных поверхностей горловин и крышек | 100% | 2.18 | 5.2 |
7. Качество сварных швов | 100% | 2.12, 2.13 | 5.4 |
8. Герметичность бочек | 100% | 2.22 | 5.6 |
9. Качество резьбы гаек, горловин, колпаков, болтов, тяг, правой и левой гаек | 5% от партии (но не менее пяти бочек) | 1.2 | 5.1 |
10. Размеры сварных швов | То же | 2.7, 2.9, 2.10, 2.15 | 5.4 |
11. Взаимозаменяемость колпаков, крышек, прокладок, болтов, стяжных обручей, пробок, тяг, фланцев | " | 2.21 | 5.5 |
Примечание. Если листы алюминия подвергают химической обработке, то качество внутренней поверхности бочек допускается контролировать на выборке в объеме 5% от партии (но не менее пяти бочек).
(Измененная редакция, Изм. N 2, 3).
4.4. Если при приемосдаточном контроле по пп.1, 9-11 табл.2 будут обнаружены бочки, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, то по этим пунктам проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Если при повторном контроле будут обнаружены бочки, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, партию бракуют.
(Измененная редакция, Изм. N 2).
4.5. Периодические испытания проводят на удар при свободном падении не реже одного раза в год. Для испытаний отбирают три бочки за период между испытаниями от партий, выдержавших приемосдаточные испытания.
Результаты периодических испытаний оформляют протоколом.
(Измененная редакция, Изм. N 2, 3).
4.6. Клеймо технического контроля должно быть нанесено ударным способом на одном из днищ с маркировкой.
(Измененная редакция, Изм. N 2).
4.7. (Исключен, Изм. N 2).
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль конструкции и размеров бочек проводят сопоставлением с чертежом и измерениями размеров измерительным инструментом, обеспечивающим требуемую чертежом точность.
5.2. Контроль внешнего вида бочек, качества окраски, состояния уплотнительных поверхностей горловин и крышек бочек и маркировки проводят визуально без применения увеличительных приборов.
5.3. Осмотр внутренней поверхности бочки проводят через горловину при помощи электрической лампочки, опускаемой внутрь бочки, и специального зеркала, позволяющего видеть все участки поверхности бочки.
5.2; 5.3. (Измененная редакция, Изм. N 2).
5.4. Контроль размеров и качества сварных швов, а также внешнего вида их проводят по ГОСТ 3242. Качество сварных швов контролируют давлением воздуха 0,05 МПа (0,5 кгс/см![]() ).
).
(Измененная редакция, Изм. N 1).
5.5. Взаимозаменяемость съемных деталей бочек: крышек, колпаков, прокладок, стяжных обручей, фланцев и болтов должна проверяться их установкой и съемом на бочке-эталоне.
5.6. Герметичность бочек контролируют сжатым воздухом, который подают через воздушную горловину или контрольную крышку. Бочки выдерживают под давлением 0,05 МПа (0,5 кгс/см![]() ) не менее 3 мин и промазывают все сварные швы и места уплотнения 0,5-1%-ным мыльным раствором.
) не менее 3 мин и промазывают все сварные швы и места уплотнения 0,5-1%-ным мыльным раствором.
Отсутствие пузырей воздуха свидетельствуют о герметичности бочек.
(Измененная редакция, Изм. N 2).
5.7. Испытания бочек на удар при свободном падении проводят по ГОСТ 18425. Удары должны приходиться: первый - на обручи катания перпендикулярно оси бочки, второй - на концевой обруч (при этом бочку устанавливают под углом 30° к вертикали).
В результате испытаний не должно быть нарушений герметичности бочек, целостности деталей и сварных швов. Допускается деформация обручей.
После окончания испытаний проверяют герметичность бочек по п.5.6.
(Введен дополнительно, Изм. N 2).
6. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждой бочке должна быть нанесена маркировка, характеризующая тару, по ГОСТ 14192, содержащая:
- товарный знак;
- условное обозначение бочки;
- месяц, год изготовления;
- индекс прейскуранта и порядковый номер по прейскуранту.
Маркировку наносят выдавливанием (штампованием) на верхнем днище бочки. Допускается наносить маркировку на обоих днищах.
Размер шрифта - по ГОСТ 2930 и в соответствии с рабочими чертежами.
(Измененная редакция, Изм. N 1-3).
6.1a. Транспортная маркировка должна соответствовать ГОСТ 14192.
(Введен дополнительно, Изм. N 2).
6.2. Запасные детали (пробки воздушной горловины с кольцами и цепочками, колпаки, крышки, фланцы, стяжные обручи с тягами, болты, прокладки, гайки) должны быть упакованы в деревянные ящики по ГОСТ 18573 массой брутто не более 50 кг.
По согласованию с потребителем допускается упаковывать запасные части в тару других видов при условии обеспечения сохранности.
6.3. Бочки перевозят всеми видами крытых транспортных средств в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
При перевозке бочек и ящиков с запасными деталями пакетами должен применяться плоский деревянный поддон по ГОСТ 9557.
Скрепление должно осуществляться проволокой, стальными или синтетическими лентами в соответствии с ГОСТ 21650.
Масса брутто пакета не должна превышать 1 т.
6.2, 6.3. (Измененная редакция, Изм. N 1-3).
6.4. (Исключен, Изм. N 2).
6.5. Техническая и товаросопроводительная документация должна быть упакована в пакеты из полиэтиленовой пленки по ГОСТ 10354.
Допускается упаковывать документацию в пакеты из упаковочной двухслойной бумаги по ГОСТ 8828.
(Измененная редакция, Изм. N 1).
6.6. Документация должна быть прикреплена к ушку для пломбирования одной из бочек или вложена в карман вагона.
6.7. Бочки должны храниться комплектно с закрытыми горловинами.
6.8. Условия хранения - 6 по ГОСТ 15150; допускается хранение в условиях 9 по ГОСТ 15150 на открытых площадках с твердым грунтом и уклоном для стока воды.
Бочки устанавливают вертикально штабелями высотой не более 8 м.
Бочки нижнего яруса должны быть установлены на деревянные подкладки. Между ярусами также должны быть установлены прокладки.
(Измененная редакция, Изм. N 2).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие бочек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок хранения бочек - один год со дня изготовления.
Гарантийный срок эксплуатации бочек - один год с момента ввода бочек в эксплуатацию.
(Введен дополнительно, Изм. N 2).