ГОСТ 20680-2002
Группа Г47
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АППАРАТЫ С МЕХАНИЧЕСКИМИ ПЕРЕМЕШИВАЮЩИМИ УСТРОЙСТВАМИ
Общие технические условия
Agitated vessels.
General specifications
МКС 71.120
ОКП 36 1500
Дата введения 2003-07-01
Предисловие
1 РАЗРАБОТАН АООТ "ВНИИнефтемаш" Российской Федерации
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 21 от 30 мая 2002 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 10 октября 2002 г. N 369-ст межгосударственный стандарт ГОСТ 20680-2002 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2003 г.
4 ВЗАМЕН ГОСТ 20680-86
1 Область применения
1 Область применения
Настоящий стандарт распространяется на стальные аппараты с механическими перемешивающими устройствами (далее - аппараты) номинальным объемом от 0,01 до 100 м![]() , предназначенные для проведения различных технологических процессов в жидких средах плотностью до 2000 кг/м
, предназначенные для проведения различных технологических процессов в жидких средах плотностью до 2000 кг/м![]() и динамической вязкостью не более 200 Па·с при рабочей температуре от минус 40 до плюс 350 °С и рабочем избыточном давлении не более 6,3 МПа, на гуммированные аппараты в части изготовления металлических конструкций, а также на аппараты, работающие при отсутствии давления и под вакуумом с остаточным давлением не ниже 665 Па.
и динамической вязкостью не более 200 Па·с при рабочей температуре от минус 40 до плюс 350 °С и рабочем избыточном давлении не более 6,3 МПа, на гуммированные аппараты в части изготовления металлических конструкций, а также на аппараты, работающие при отсутствии давления и под вакуумом с остаточным давлением не ниже 665 Па.
Настоящий стандарт определяет основные требования к изготовлению, методам контроля и поставке аппаратов.
Стандарт не распространяется на аппараты с эмалевым покрытием и аппараты, изготовленные из чугуна и неметаллических материалов, а также обогреваемые топочными газами или открытым пламенем.
Для аппаратов с полимерным защитным покрытием, футерованных, а также для аппаратов, изготовленных из цветных металлов и сплавов, требования стандарта являются рекомендуемыми.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.011-78* Система стандартов безопасности труда. Смеси взрывоопасные. Классификация и методы испытаний
__________________
* На территории Российской Федерации действуют ГОСТ Р 51330.2-99, ГОСТ Р 51330.5-99, ГОСТ Р 51330.11-99, ГОСТ Р 51330.19-99.
ГОСТ 12.1.012-90 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.028-80* Система стандартов безопасности труда. Определение шумовых характеристик источников шума. Ориентировочный метод
________________
* На территории Российской Федерации действует ГОСТ Р 51402-99.
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.1.038-82 Система стандартов безопасности труда. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.1-75 Система стандартов безопасности труда. Машины электрические вращающиеся. Требования безопасности
ГОСТ 12.2.020-76* Система стандартов безопасности труда. Электрооборудование взрывозащищенное. Классификация. Маркировка
________________
* На территории Российской Федерации действует ГОСТ Р 51330.0-99.
ГОСТ 12.2.049-80 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.062-81 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 12.2.064-81 Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
ГОСТ 12.4.026-76* Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
________________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
ГОСТ 12.4.040-78 Система стандартов безопасности труда. Органы управления производственным оборудованием. Обозначения
ГОСТ 15.001-88* Система разработки и постановки продукции на производство. Продукция производственно-технического назначения
________________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000.
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1585-85 Чугун антифрикционный для отливок. Марки
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категория условий эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17494-87 (МЭК 34-5-81) Машины электрические вращающиеся. Классификация степеней защиты, обеспечиваемых оболочками вращающихся электрических машин
ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 22782.0-81* Электрооборудование взрывозащищенное. Общие технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.0-99.
ГОСТ 22782.1-77* Электрооборудование взрывозащищенное с видом взрывозащиты "Масляное заполнение оболочки". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.7-99.
ГОСТ 22782.2-77* Электрооборудование взрывозащищенное с видом взрывозащиты "Кварцевое заполнение оболочки". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.6-99.
ГОСТ 22782.3-77 Электрооборудование взрывозащищенное со специальным видом взрывозащиты. Технические требования и методы испытаний
ГОСТ 22782.4-78* Электрооборудование взрывозащищенное с видом взрывозащиты "Заполнение или продувка оболочки под избыточным давлением". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.3-99.
ГОСТ 22782.5-78* Электрооборудование взрывозащищенное с видом взрывозащиты "Искробезопасная электрическая цепь". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.10-99.
ГОСТ 22782.6-81* Электрооборудование взрывозащищенное с видом взрывозащиты "Взрывонепроницаемая оболочка". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.1-99.
ГОСТ 22782.7-81* Электрооборудование взрывозащищенное с защитой вида "е". Технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51330.8-99.
ГОСТ 23120-78 Лестницы маршевые, площадки и ограждения стальные. Технические условия
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24444-87 Оборудование технологическое. Общие требования монтажной технологичности
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ОСТ 26-01-1244-88 Аппараты с механическими перемешивающими устройствами. Общие технические требования
ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ 26-11-14-88 Сосуды и аппараты, работающие под давлением. Газовые и жидкостные методы контроля герметичности
3 Классификация, основные параметры и размеры
3.1 Аппараты следует изготавливать следующих типов:
0 - с эллиптическим днищем и эллиптической отъемной крышкой;
1 - цельносварные с эллиптическим днищем и крышкой;
2 - с коническим днищем, углом при вершине конуса 90° и эллиптической отъемной крышкой;
3 - цельносварные с коническим днищем, углом при вершине конуса 90° и эллиптической крышкой;
4 - с эллиптическим днищем и плоской отъемной крышкой;
5 - цельносварные с эллиптическим днищем и плоской крышкой;
6 - с коническим днищем, углом при вершине конуса 120° и плоской отъемной крышкой;
7 - цельносварные с коническим днищем, углом при вершине конуса 120° и плоской крышкой;
8 - с плоским днищем и плоской отъемной крышкой;
9 - цельносварные с плоским днищем и крышкой.
Примечание - В аппаратах с плоскими крышками (типы 4-9) и внутренним диаметром более 1000 мм допускается применять сферические и конические крышки взамен плоских.
Типы аппаратов указаны на рисунках 1-5.
Рисунок 1
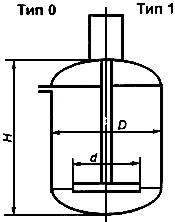
Рисунок 1
Рисунок 2
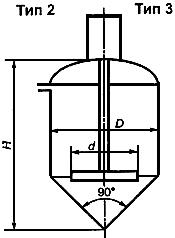
Рисунок 2
Рисунок 3
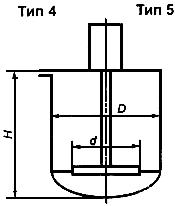
Рисунок 3
Рисунок 4
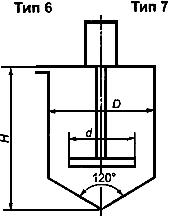
Рисунок 4
Рисунок 5
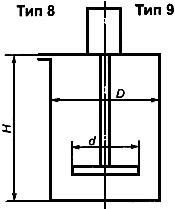
Рисунок 5
Примечание - Рисунки 1-5 не определяют конструкцию аппаратов.
3.2 Аппараты в зависимости от наличия и типа теплообменных устройств следует изготавливать следующих исполнений:
0 - без теплообменного устройства;
1 - с гладкой рубашкой;
2 - с рубашкой из полутруб;
3 - с рубашкой с вмятинами;
4 - с электронагревателем.
3.3 В аппаратах всех типов и исполнений допускается применение змеевиков, барботеров и отражательных перегородок.
3.4 Номинальный объем и размеры корпусов аппаратов должны соответствовать указанным на рисунках 1-5 и в таблице 1. Действительный объем аппаратов не должен отличаться от номинального более чем на ±5%.
В технически обоснованных случаях допускается применение корпусов с размерами, не указанными в таблице 1.
Таблица 1
Номи- наль- ный объем, | Внут- ренний диа- метр D, мм | Высота корпуса H*, мм, для аппаратов типа | |||||||||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||
0,010 | 250 | 220 | |||||||||||
0,016 | 300 | 250 | |||||||||||
0,025 | 350 | 300 | |||||||||||
0,040 | 400 | - | - | 345 | - | - | |||||||
0,063 | 525 | ||||||||||||
0,10 | 500 | 550 | |||||||||||
0,16 | 600 | 670 | 830 | 625 | |||||||||
0,25 | 700 | 750 | 950 | 700 | |||||||||
0,40 | 800 | 950 | - | 1215 | - | 875 | - | 930 | - | 800 | - | ||
0,63 | 1350 | - | - | - | - | ||||||||
1000 | 950 | 1225 | 875 | 990 | 800 | ||||||||
1,00 | 1450 | - | - | - | - | ||||||||
1200 | 1100 | 1385 | 975 | 1145 | 900 | ||||||||
1,25 | 1000 | 1750 | - | - | - | - | |||||||
1200 | 1300 | 1585 | 1225 | 1345 | 1100 | ||||||||
1,60 | 1000 | 2150 | - | - | - | - | |||||||
1200 | 1650 | 2035 | 1575 | 1745 | 1400 | ||||||||
2,00 | 1900 | - | - | - | - | ||||||||
1400 | 1550 | 1900 | 1475 | 1605 | 1250 | ||||||||
2,5 | 1200 | 2450 | - | - | - | - | |||||||
1400 | 1850 | 2300 | 1755 | 1905 | 1600 | ||||||||
3,2 | 1200 | 3050 | - | - | - | - | |||||||
1600 | 1850 | 2360 | 1675 | 1960 | 1600 | ||||||||
4,0 | 1400 | 2850 | - | - | - | - | - | - | - | - | - | ||
1600 | 2250 | 2760 | 2225 | 2260 | 2000 | ||||||||
5,0 | 1400 | 3550 | - | - | - | - | - | - | - | - | - | ||
1800 | 2230 | 2750 | 2090 | 2320 | 2000 | ||||||||
6,3 | 1600 | 3350 | - | - | - | - | - | - | - | - | |||
1800 | 2780 | 3340 | 2590 | 2820 | 2500 | ||||||||
8,0 | 1600 | 4250 | - | - | - | - | - | - | - | - | |||
2000 | 2880 | 3550 | 2740 | 2975 | 2500 | ||||||||
10,0 | 1800 | 4180 | - | - | - | - | - | - | - | - | |||
2200 | 2980 | 3670 | 2790 | 3035 | 2600 | ||||||||
12,5 | 1800 | 5180 | - | - | - | - | - | - | - | - | |||
2400 | 3080 | 4035 | 3040 | 3190 | 2800 | ||||||||
16,0 | 2000 | 5280 | - | - | - | - | - | - | - | - | |||
2400 | 3880 | 4335 | 3840 | 4090 | 3600 | ||||||||
2800 | - | - | - | - | - | - | 3105 | 2600 | |||||
20 | 2200 | 5680 | - | - | - | - | - | - | - | - | |||
2600 | 4180 | 4975 | 4090 | 4350 | 3800 | ||||||||
3000 | - | - | - | - | - | - | 3365 | 2800 | |||||
25 | 2400 | 5780 | - | - | - | - | - | - | - | - | |||
2800 | 4480 | 5160 | 4340 | 4605 | 4000 | ||||||||
3200 | - | - | - | - | - | - | 3720 | 3200 | |||||
32 | 2600 | 6380 | - | - | - | - | - | - | - | - | |||
3000 | 4980 | - | - | 4790 | 5065 | 4500 | |||||||
3400 | - | - | - | - | - | - | 4180 | 3600 | |||||
40 | 2800 | 6980 | - | - | - | - | |||||||
3200 | 5700 | 5720 | 5000 | ||||||||||
3600 | - | - | 4640 | 4000 | |||||||||
50 | 3000 | 7580 | - | - | - | - | |||||||
3200 | 6800 | 6850 | 6280 | ||||||||||
3400 | 6000 | 6180 | 5500 | ||||||||||
63 | 4000 | - | - | 4750 | 4000 | ||||||||
3200 | 8300 | - | - | - | - | - | - | - | - | ||||
3600 | 6700 | 6840 | 6000 | ||||||||||
4000 | - | - | 5650 | 5000 | |||||||||
4500 | - | - | 4900 | 4000 | |||||||||
80 | 3200 | 10700 | - | - | - | - | |||||||
3600 | 8500 | 8540 | 8000 | ||||||||||
4000 | 7150 | 6600 | |||||||||||
4500 | - | - | 5800 | 5000 | |||||||||
5000 | 5040 | 4000 | |||||||||||
100 | 3600 | 10400 | - | - | - | - | |||||||
4000 | 8650 | 8000 | |||||||||||
4500 | - | - | 7100 | 6000 | |||||||||
5000 | 5940 | 5000 | |||||||||||
* Размеры для справок. | |||||||||||||
Условное обозначение аппаратов приведено в приложении А.
3.5 Мешалки для перемешивания жидких сред вязкостью не более 50 Па·с следует изготавливать следующих типов:
01 - трехлопастная;
01М - трехлопастная модифицированная;
07 - лопастная;
12 - зубчатая;
05 - шестилопастная;
03 - турбинная открытая;
10 - рамная.
3.6 Мешалки для перемешивания жидких сред вязкостью более 50 Па·с следует изготавливать следующих типов:
08 - шнековая;
11 - ленточная;
11С - ленточная со скребками.
3.7 Выбор мешалок конкретного типа, их параметров и размеров проводят в зависимости от технологического процесса при проектировании аппаратов.
Выбор мешалок иных типов, кроме указанных в 3.5, 3.6, возможен на основании результатов экспериментальных работ по согласованию со специализированной научно-исследовательской организацией.
3.8 Стандарт предусматривает изготовление типов и конструкций мешалок из стали.
Стандарт не предусматривает конструкций мешалок из неметаллических материалов, мешалок с неметаллическими покрытиями, в том числе эмалированных.
3.9 Типы мешалок, их размеры и отношения диаметров аппаратов и мешалок должны соответствовать [1]. Допускается по результатам расчетов аппаратов конкретного типа увеличение или уменьшение ширины лопастей мешалок по сравнению с указанными в [1] не более чем на 25%, а также изменение отношения диаметров аппаратов и мешалок.
3.10 Аппараты следует изготавливать с мешалками, расположенными вертикально по оси аппарата. Допускается применять на одном валу две и более мешалки. Допускается изготавливать аппараты с эксцентрично расположенной мешалкой.
4 Общие технические требования
4.1 Характеристики аппаратов
4.1.1 Показатели назначения аппаратов:
- рабочее или условное давление, МПа (кгс/см![]() );
);
- рабочая температура, °С;
- внутренний объем, м![]() ;
;
- частота вращения перемешивающего устройства, с![]() ;
;
- мощность двигателя, кВт;
- материал основных деталей
должны соответствовать изложенным в нормативных и конструкторских документах на аппараты конкретного типа.
Указанные показатели должны подтверждаться при проведении приемочных, приемосдаточных и сертификационных испытаний аппаратов.
4.1.2 Показатели надежности аппаратов:
- наработка на отказ, не менее ... ч;
- средний ресурс до капитального ремонта не менее 37500 ч;
- средний срок службы не менее 10 лет.
Конкретное значение наработки на отказ определяется в зависимости от условий эксплуатации, показателей надежности комплектующих изделий и других факторов, определяемых при разработке документации на аппарат.
4.1.3 Мощность, потребляемая из сети в рабочих условиях, не должна быть больше суммарной номинальной мощности установленного привода и мощности остальных электропотребителей аппарата.
4.1.4 При непрерывной работе перемешивающего устройства аппарата в течение часа температура наружных поверхностей корпусов подшипников не должна превышать 70 °С. Вращение вала должно быть равномерным, без заеданий и стуков.
4.2 Требования к материалам, конструкции и комплектующим изделиям
4.2.1 Материалы по химическому составу и механическим свойствам следует выбирать по ОСТ 26-291 с учетом дополнительных требований:
- для аппаратов, предназначенных для установки на открытой площадке или в неотапливаемых помещениях, следует учитывать среднюю температуру наиболее холодной пятидневки. Минимальную (отрицательную) и максимальную (плюсовую) температуры среды устанавливает и указывает в конструкторских документах и паспорте аппарата проектная организация;
- отливки из чугуна должны соответствовать ГОСТ 1412, ГОСТ 1585 и ГОСТ 7293, формовочные уклоны - ГОСТ 3212, допускаемые отклонения по размерам и массе - ГОСТ 26645, конкретные нормы указываются в конструкторских документах;
- углеродистую кипящую сталь не следует применять для элементов аппаратов, работающих под давлением и соприкасающихся:
со сжиженными газами;
с взрыво- и пожароопасными средами; средами высокой токсичности, средами, вызывающими коррозионное растрескивание, сероводородное растрескивание или расслоение.
Качество и характеристики материалов должны быть подтверждены предприятием-поставщиком в соответствующих сертификатах.
4.2.2 Сварочные материалы должны соответствовать маркам свариваемых материалов.
4.2.3 Материалы элементов, привариваемых непосредственно к корпусу изнутри или снаружи, подкладок, опорных колец должны быть той же марки, что и материал корпуса.
4.2.4 Выбор конкретных марок материалов, требования к сварным соединениям и элементам аппаратов следует осуществлять при рабочем проектировании и расчетах на прочность в соответствии с техническим заданием на разрабатываемый аппарат.
4.2.5 Требования к конструкции и изготовлению аппаратов должны соответствовать требованиям ГОСТ 24444, ОСТ 26-01-1244, ОСТ 26-291 и конструкторских документов на продукцию конкретного типа и комплектующие изделия.
Конструкция аппаратов, в которых могут протекать неуправляемые или самоускоряющиеся экзотермические реакции, должна предусматривать эффективные методы отвода тепла, наличие устройств для установки средств автоматического контроля, регулирования процессов, противоаварийной защиты и сигнализации.
4.2.6 На аппарате и отдельных поставочных блоках должны быть предусмотрены строповые устройства для подъема и установки их в проектное положение.
4.2.7 Конструкция опор аппарата должна обеспечивать возможность регулирования положения аппарата на фундаменте в процессе его монтажа.
4.2.8 На аппарате должна быть предусмотрена контрольная (базовая) площадка для проверки вертикальности аппарата в процессе его монтажа.
4.2.9 Необходимые устройства для крепления теплоизоляции, площадок обслуживания должны быть приварены на предприятии-изготовителе, что должно быть указано в рабочих конструкторских документах и подтверждено расчетом.
4.2.10 Конструкция аппаратов должна предусматривать возможность осмотра, очистки, ремонта. Для аппаратов с внутренним диаметром корпуса 800 мм и более без съемной крышки должны быть предусмотрены люки-лазы.
Внутренние устройства в аппаратах, препятствующие внутреннему осмотру, как правило, должны быть съемными.
4.2.11 Мешалки аппаратов, работающие при частоте вращения более 1,34 с![]() (80 об/мин), должны быть отбалансированы. Остаточный дисбаланс
(80 об/мин), должны быть отбалансированы. Остаточный дисбаланс ![]() , г/см, не должен превышать значений, рассчитанных по формуле
, г/см, не должен превышать значений, рассчитанных по формуле
![]() , (1)
, (1)
где ![]() - масса мешалки, кг;
- масса мешалки, кг;![]() - частота вращения, с
- частота вращения, с![]() .
.
Вид балансировки и методы устранения дисбаланса указывают в конструкторских документах на аппарат конкретного типа.
4.2.12 При проворачивании вручную радиальное биение ![]() , мм, свободного конца консольного вала с мешалкой не должно превышать значений, рассчитанных по формуле
, мм, свободного конца консольного вала с мешалкой не должно превышать значений, рассчитанных по формуле
![]() , (2)
, (2)
где ![]() - длина консольной части вала, мм;
- длина консольной части вала, мм;![]() - частота вращения, с
- частота вращения, с![]() .
.
Допускается изменение значения биения нижнего конца вала при условии подтверждения расчетом работоспособности вала.
4.2.13 Валы с соотношением ![]() (
(![]() - длина вала;
- длина вала; ![]() - диаметр вала) должны быть проверены на радиальное биение в центрах без поддерживающих опор.
- диаметр вала) должны быть проверены на радиальное биение в центрах без поддерживающих опор.
Радиальное биение в проверяемом сечении не должно быть более ![]() (
(![]() - допускаемое радиальное биение, мм;
- допускаемое радиальное биение, мм; ![]() - числовое значение расстояния от проверяемого сечения до ближайшего торца вала, м).
- числовое значение расстояния от проверяемого сечения до ближайшего торца вала, м).
Значения допускаемого радиального биения приведены в таблице 2.
Таблица 2
Отношение | Допускаемое радиальное биение, мм |
От 25 до 35 включ. | 0,05 |
Св. 35 " 45 " | 0,07 |
" 45 " 55 " | 0,10 |
" 55 " 65 " | 0,13 |
" 65 " 75 " | 0,16 |
" 75 " 85 " | 0,20 |
" 85 " 100 " | 0,25 |
" 100 | 0,30 |
При частоте вращения вала перемешивающего устройства до 1,34 с![]() (80 об/мин) допускаемое радиальное биение может быть увеличено в 1,5 раза.
(80 об/мин) допускаемое радиальное биение может быть увеличено в 1,5 раза.
4.2.14 Торцовое биение плоскости дисков турбинных мешалок относительно оси расточки ступицы - не более 1% наружного диаметра ![]() диска мешалки. Измерение биения проводят на диаметре
диска мешалки. Измерение биения проводят на диаметре ![]() , равном
, равном ![]() - (10-20) мм.
- (10-20) мм.
4.2.15 Вал перемешивающего устройства должен быть установлен вертикально. Отклонение вала от вертикали не должно быть более 0,3 мм на длине 1 м.
При частоте вращения вала до 1,34 с![]() (80 об/мин) отклонение от вертикали допускается до 0,4 мм на длине 1 м.
(80 об/мин) отклонение от вертикали допускается до 0,4 мм на длине 1 м.
4.2.16 Гайки ответственных соединений (крепление привода, стоек, муфт, уплотнительных устройств и т.д.), а также все резьбовые соединения внутри аппаратов должны быть надежно застопорены. Отогнутые концы стопорных шайб должны прилегать к поверхности сопрягаемых деталей.
4.2.17 После окончания центровки на сопрягаемых разъемных соединениях, определяющих качество центровки (соединение привода со стойкой, соединения стоек между собой и с корпусом аппарата и др.), с целью обеспечения качественного выполнения последующих сборок в процессе эксплуатации должны быть выполнены контрольные риски глубиной 0,3-0,4 мм.
4.2.18 После окончания центровки и соединения полумуфт вращение вала перемешивающего устройства должно быть свободным, равномерным, без заеданий, стуков и люфтов выше допускаемых.
4.2.19 Комплектующие изделия должны соответствовать требованиям технических условий на эти изделия.
4.2.20 Полная номенклатура требований к изготовлению аппаратов конкретных типов указывается в конструкторских документах в зависимости от условий эксплуатации.
4.3 Требования безопасности
4.3.1 Аппараты для обеспечения безопасной эксплуатации должны соответствовать требованиям ГОСТ 12.2.003, ГОСТ 12.2.007 и конструкторских документов на аппарат конкретного типа.
Аппараты, работающие под избыточным давлением, должны соответствовать требованиям [2].
Аппараты, работающие во взрывоопасных производствах, должны соответствовать требованиям [3].
Аппараты, работающие со взрывопожарными продуктами, должны быть оборудованы устройствами для подключения линий инертного газа, средств контроля за давлением инертного газа. Заказчиком должны быть предусмотрены автоматические блокировки, не допускающие работу аппарата при отсутствии подачи инертного газа.
4.3.2 В зависимости от назначения и условий эксплуатации в аппаратах должна быть предусмотрена защита обслуживающего персонала от воздействия следующих опасных и вредных производственных факторов:
- повышенного давления рабочей среды в аппарате;
- взрывов и загораний, применяемых в технологическом процессе веществ и материалов;
- повышенного содержания вредных веществ в воздухе рабочей зоны;
- опасных значений электрического тока и высоких потенциалов статического электричества;
- соприкосновения персонала с движущимися и горячими частями аппаратов;
- повышенного шума и вибрации.
4.3.3 Аппараты должны быть герметичны по отношению к внешней среде. Степень герметичности аппаратов, а также методы и способы их испытания на герметичность следует определять по ОСТ 26-11-14.
4.3.4 Валы перемешивающих устройств аппаратов, содержащих взрывоопасные и вредные вещества, отнесенные к 1-му, 2-му и 3-му классам опасности по ГОСТ 12.1.007, должны иметь двойные торцовые уплотнения или уплотнения иных типов, обеспечивающие равноценную герметичность. На аппаратах, содержащих невзрывоопасные среды и среды, отнесенные к 4-му классу опасности по ГОСТ 12.1.007, допускается применение одинарных торцовых, сальниковых уплотнений и гидрозатворов. Допускается применение сальниковых уплотнений для аппаратов со взрывоопасными, легкогорючими и вредными веществами, работающих под наливом.
4.3.5 Корпуса аппаратов и их сборочные единицы, работающие под избыточным давлением, должны быть защищены от недопустимого повышения давления предохранительными устройствами - пружинными клапанами прямого действия или предохранительными мембранами, устанавливаемыми непосредственно на аппарате или примыкающих к нему трубопроводах.
Указанная защита обеспечивается заказчиком.
4.3.6 Конструкция аппаратов должна обеспечивать полное освобождение от остатков рабочей среды перед их разборкой.
4.3.7 Аппараты должны быть снабжены штуцерами для их промывки и продувки, для установки предохранительных устройств, контрольно-измерительных устройств и арматуры. В необходимых случаях для проведения гидравлических и пневматических испытаний (как в вертикальном, так и в горизонтальном положении) должны быть предусмотрены штуцеры для заполнения корпуса аппарата и рубашки водой, выпуска остатков воздуха из верхней части корпуса аппарата, а также отверстие с пробкой и заглушкой для полного слива воды после испытаний.
4.3.8 Запорную и запорно-регулирующую арматуру следует устанавливать на штуцерах, непосредственно присоединенных к сосуду, или на трубопроводах, подводящих к сосуду или отводящих из него рабочую среду. Место размещения запорной и запорно-регулирующей арматуры определяет организация - разработчик технологического процесса.
4.3.9 Полые валы мешалок должны иметь технологические отверстия для проверки на прочность пробным давлением, указанным в рабочих чертежах. После проверки технологические отверстия должны быть заварены.
4.3.10 Выбор электрооборудования следует осуществлять в соответствии с требованиями [4]. Электрооборудование аппаратов должно соответствовать требованиям ГОСТ 12.1.019, ГОСТ 12.2.007.0, ГОСТ 12.2.007.1, ГОСТ 14254 и ГОСТ 17494.
4.3.11 При заказе электрооборудования для аппаратов, работающих в условиях взрывоопасных зон, кроме нормативных документов, приведенных в 4.3.10, следует учитывать требования ГОСТ 12.2.020 и, в зависимости от принятых мер взрывозащиты, требования ГОСТ 22782.0 - ГОСТ 22782.7.
4.3.12 Электродвигатели аппаратов должны отключаться как с рабочего места, так и из помещения щита управления.
4.3.13 Заземление аппаратов с электроприводами должно соответствовать требованиям ГОСТ 12.1.030, ГОСТ 12.1.038, ГОСТ 12.2.007.0 и [4], при этом на опорах аппарата должно быть предусмотрено два заземляющих зажима, один из которых - резервный.
4.3.14 Конструкция заземляющих зажимов, размещение и размеры знаков заземления - по ГОСТ 21130.
4.3.15 Сопротивление между заземляющими зажимами и каждой доступной прикосновению металлической нетоковедущей частью, которая может оказаться под напряжением, не должно превышать 0,1 Ом.
4.3.16 Заземляющие устройства, предназначенные для защиты аппаратов от статического электричества, следует объединять с заземляющими устройствами для электрооборудования.
4.3.17 Передачу движения от привода к перемешивающему устройству аппаратов, предназначенных для работы в условиях взрывоопасных зон, должны осуществлять способом, исключающим накопление опасных потенциалов статического электричества.
4.3.18 Наружные вращающиеся элементы аппаратов, расположенные на высоте менее 2 м от уровня пола или обслуживающей площадки, должны быть ограждены. Защитные ограждения должны соответствовать требованиям ГОСТ 12.2.062.
4.3.19 Защитные ограждения аппаратов следует выполнять из листового материала. В обоснованных случаях допускается устройство защитных ограждений из металлической сетки с ячейками не более 10 мм.
4.3.20 Защитные ограждения должны быть выполнены так, чтобы снятие или открыванме их было возможно лишь при помощи ключей или специального инструмента.
4.3.21 Защитные ограждения не должны ограничивать технические возможности аппаратов, вызывать неудобства при работе.
4.3.22 Защитные ограждения должны иметь гладкую наружную поверхность и одинаковые с другими внешними элементами аппаратов покрытие и окраску. Внутренняя поверхность открывающихся ограждений должна быть окрашена в соответствии с ГОСТ 12.4.026.
4.3.23 Ограждение обслуживающих площадок, расположенных на высоте более 0,6 м, - по ГОСТ 23120.
4.3.24 Температура внешних поверхностей аппаратов или кожухов теплоизоляционных покрытий, доступных прикосновению с рабочих мест обслуживающего персонала, не должна превышать 45 °С при установке аппаратов внутри производственных помещений и 60 °С при наружной установке.
4.3.25 Температура недоступных прикосновению обслуживающего персонала внешних частей аппаратов и электрооборудования, эксплуатируемых в пределах взрывоопасных зон производственных помещений и наружных установок, не должна превышать значений, приведенных в таблице 3.
Таблица 3
Группа взрывоопасной смеси по ГОСТ 12.1.011 | Температура наружных частей аппаратов и электродвигателей, °С, не более |
T1 | 450 |
Т2 | 300 |
Т3 | 200 |
Т4 | 135 |
Т5 | 100 |
Т6 | 85 |
4.3.26 Уровни звукового давления в октавных полосах частот, измеренные по ГОСТ 12.1.028, не должны превышать значений, указанных в таблице 4.
Таблица 4
Среднегео- метрические частоты октавных полос, Гц | 31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 |
Уровни звукового давления, дБ | 107 | 95 | 87 | 82 | 78 | 75 | 73 | 71 | 69 |
Уровень звука и эквивалентный уровень звука на рабочих местах, измеренный по шкале ![]() шумомера, в соответствии с требованиями ГОСТ 12.1.003 не должен превышать 80 дБ.
шумомера, в соответствии с требованиями ГОСТ 12.1.003 не должен превышать 80 дБ.
4.3.27 Уровни виброскорости в октавных полосах частот, измеренные по ГОСТ 12.1.012 на головке болта, крепящего аппараты к фундаменту или строительным конструкциям, не должны превышать значений, указанных в таблице 5.
Таблица 5
Среднегео- метрические частоты октавных полос, Гц | 2 | 4 | 8 | 16 | 31,5 | 63 |
Уровни виброскорости, дБ | 108 | 99 | 93 | 92 | 92 | 92 |
4.3.28 Форма аппаратов должна определяться технической целесообразностью и отражать эстетические представления о формообразовании аппаратов данного типа.
4.3.29 Эргономические требования, предъявляемые к аппаратам, - по ГОСТ 12.2.049.
4.3.30 Знаки безопасности и сигнальная окраска, наносимые на аппараты, - по ГОСТ 12.4.026.
4.3.31 Органы управления аппаратами должны соответствовать требованиям ГОСТ 12.2.064. Символы органов управления следует наносить по ГОСТ 12.4.040.
4.4 Комплектность
Комплектность поставки должна соответствовать требованиям ГОСТ 24444, ОСТ 26-291, технического задания и конструкторских документов на конкретную продукцию.
4.5 Маркировка
Маркировка аппаратов и отгрузочных мест должна соответствовать требованиям ОСТ 26-291 и нормативным документам на аппарат конкретного типа.
Транспортная маркировка должна соответствовать требованиям ГОСТ 14192.
4.6 Упаковка
4.6.1 Упаковку следует проводить в соответствии с требованиями ГОСТ 23170, ОСТ 26-291 и нормативного документа на аппарат конкретного типа.
4.6.2 Перед упаковкой аппараты подлежат консервации и окраске в соответствии с требованиями ОСТ 26-291 и нормативного документа на аппарат конкретного типа.
5 Правила приемки
5.1 Служба технического контроля предприятия-изготовителя должна осуществлять систематический контроль качества работ, который заключается в организации и проведении в соответствии с ГОСТ 24297 входного контроля материалов и комплектующих изделий и операционного контроля в процессе изготовления деталей и сборочных единиц.
Результаты входного и операционного контроля следует регистрировать на предприятии-изготовителе. Систему хранения зарегистрированных результатов контроля должно устанавливать предприятие-изготовитель и использовать при проведении испытаний готового аппарата.
5.2 Готовые аппараты (сборочные единицы, детали) должны быть приняты службой контроля предприятия-изготовителя в соответствии с требованиями конструкторских документов, утвержденных в установленном порядке, и затем представлены на испытания в соответствии с ГОСТ 15.001 и ГОСТ 15.005.
5.3 Виды и периодичность испытаний в зависимости от вида продукции приведены в таблице 6.
Таблица 6
Вид продукции | Вид испытаний | Периодичность проведения испытаний |
1 Единичное изделие-аппарат, сборочная единица, поставляемая самостоятельно, или партия аппаратов, или сборочных единиц. | Приемосдаточные испытания Сертификационные испытания | Испытаниям подвергают каждый изготовленный аппарат или сборочную единицу. |
2 Аппарат (сборочная единица) мелкосерийного производства | Испытания проводят на предприятии-изготовителе | |
3 Опытный образец | Приемочные испытания | Каждый аппарат или представитель партии |
4 Аппарат (сборочные единицы) серийного производства | Приемосдаточные испытания | В соответствии с 1 и 2 |
Типовые испытания | Испытания проводят в случае внесения в конструкцию аппарата или технологию его изготовления изменений, которые могут влиять на его характеристики или взаимозаменяемость сборочных единиц. Испытания проводят на предприятии-изготовителе на аппарате, прошедшем приемосдаточные испытания | |
Сертификационные испытания | В соответствии с 1 и 2 | |
Примечания: | ||
5.4 Приемочные испытания опытного образца аппарата проводят на месте эксплуатации с целью определения действительных показателей, подготовки рекомендаций по доработке аппарата и, при необходимости, по выводу его на проектную мощность (в случае, если аппарат по объективным причинам не может быть выведен на проектную мощность в процессе приемочных испытаний). Испытания проводят на предприятии-изготовителе в объеме, установленном техническим заданием. По параметрам, для проверки которых на предприятии-изготовителе отсутствует техническая возможность, испытания проводят на месте эксплуатации.
5.5 В случае, если при проведении приемосдаточных испытаний выявится несоответствие аппарата требованиям раздела 4, аппарат (сборочные единицы, детали аппарата) возвращают в производство для устранения несоответствия и дефектов.
При повторном обнаружении одного и того же несоответствия служба технического контроля предприятия-изготовителя должна принять и внести в протокол испытаний решение о забраковке аппарата (его сборочных единиц, деталей) или о возможности его дальнейшего использования.
5.6 Требования раздела 4, не контролируемые в процессе приемосдаточных испытаний, следует проверять в процессе изготовления аппаратов по технологии предприятия-изготовителя.
5.7 Средства измерения и оборудование для проведения контроля продукции выбирает предприятие-изготовитель с учетом требований раздела 6.
6 Методы контроля
6.1 Контроль основных параметров и соблюдения требований, предъявляемых к аппаратам, следует осуществлять в соответствии с требованиями настоящего стандарта [2] и конструкторских документов на аппарат конкретного типа.
6.2 Испытания должны включать проверку работы перемешивающего устройства на холостом ходу (необходимость испытания устанавливает разработчик) и под нагрузкой.
Испытания под нагрузкой проводят при заполнении корпуса водой до предусмотренного конструкторскими документами рабочего уровня.
Продолжительность испытаний на холостом ходу - не менее 10 мин; под нагрузкой, от каждого полного и неполного десятка, одного аппарата - не менее 1 ч; остальных - не менее 20 мин.
При поставке на экспорт продолжительность испытаний: на холостом ходу - не менее 30 мин; под нагрузкой, от каждого полного и неполного десятка, одного аппарата - не менее 4 ч; остальных - не менее 1 ч.
6.3 Контроль комплектности проводят:
- проверкой соответствия комплектности поставки составных частей продукции, запасных частей и инструмента требованиям технических документов;
- проверкой наличия эксплуатационных и сопроводительных документов и правильности их оформления.
6.4 Контроль маркировки проводят проверкой наличия и содержания маркировки, способа и качества ее исполнения и соответствия требованиям технических документов.
6.5 Контроль упаковки проводят:
- проверкой соответствия консервации и упаковки требованиям технических документов;
- проверкой правильности оформления и заполнения табличек и упаковочных листов.
При контроле упаковки проверяют наличие ответных фланцев, заглушек, пробок в отверстиях штуцеров, пломб на пломбируемых разъемах, качество упаковки сопроводительных документов.
6.6 При испытании аппаратов на соответствие требованиям безопасности следует проводить контроль параметров, приведенных в таблице 7.
6.7 Требования, содержащиеся в 4.3, но не приведенные в таблице 7, контролируют визуально на соответствие нормативным и конструкторским документам.
Таблица 7 - Методы контроля требований безопасности
Вид контроля | Номер пункта, подле- жащего контролю | Вид испытаний | Метод и средство контроля | ||
приемо- сдаточные на предприятии- изготовителе | приемочные на предприятии заказчика | сертифика- ционные | |||
1 Контроль корпусов аппаратов на прочность | 4.3.3 | + | - | + | Гидравлические испытания в соответствии с требованиями ОСТ 26-291 |
2 Контроль герметичности аппаратов, содержащих взрывоопасные и вредные вещества | 4.3.3 | + | + | + | По методу, выбранному в ОСТ 26-11-14 |
3 Контроль электрического сопротивления между заземляющими зажимами и каждой доступной прикосновению металлической нетоковедущей частью, которая может оказаться под напряжением | 4.3.15 | + | - | + | По методике предприятия-изготовителя или испытательной организации |
4 Контроль температуры наружных поверхностей аппаратов, доступных прикосновению с рабочего места | 4.3.24 | - | + | + | По методу предприятия-заказчика или испытательной организации электрическим термопреобразователем поверхностного исполнения в комплекте с потенциометром класса точности 0,5 |
5 Контроль температуры наружных поверхностей аппаратов, предназначенных для установки в пределах взрывоопасных зон | 4.3.25 | - | + | + | По методу предприятия-заказчика или испытательной организации электрическим термопреобразователем поверхностного исполнения в комплекте с потенциометром класса точности 0,5 |
6 Контроль уровня звукового давления | 4.3.26 | + | + | + | По ГОСТ 12.1.028 шумометром класса 1 с пределами измерения 35-140 дБ |
7 Контроль уровня вибрации | 4.3.27 | + | + | + | По ГОСТ 12.1.012 виброметром с пределами измерения 60-140 дБ |
Примечания | |||||
7 Транспортирование и хранение
7.1 Транспортирование
7.1.1 Транспортирование должно соответствовать требованиям ОСТ 26-291 и нормативного и технического документов на аппарат конкретного типа.
7.1.2 Перевозку аппаратов проводят всеми видами транспорта в соответствии с правилами перевозок, действующими на соответствующем виде транспорта.
7.1.3 Транспортабельные в сборе аппараты должны быть в полностью собранном виде с установленными перемешивающими устройствами.
Допускается транспортирование аппаратов со снятым приводом перемешивающего устройства, а также транспортирование перемешивающего устройства в разобранном виде. При этом разборка на предприятии-изготовителе должна быть проведена после проведения полной сборки и испытаний. После транспортирования сборку аппарата и установку привода при пусконаладочных работах выполняют силами потребителя или привлеченной им организации.
7.1.4 Категория и условия транспортирования в части воздействия климатических факторов внешней среды - 8 по ГОСТ 15150 (открытый подвижной состав), а в части механических факторов - Ж по ГОСТ 23170.
7.1.5 При поставке на экспорт транспортирование следует проводить в соответствии с требованиями контракта.
7.2 Хранение
7.2.1 Условия хранения на предприятии-изготовителе и монтажных площадках должны соответствовать требованиям ОСТ 26-291 и технических документов на аппарат конкретного типа и обеспечивать сохранность качества, предохранение от коррозии, загрязнения, механических повреждений и деформации.
7.2.2 Аппараты и перемешивающие устройства без переконсервации должны храниться у потребителя не более 24 мес со дня отгрузки с предприятия-изготовителя. Проверку состояния консервации наружной поверхности проводить не реже одного раза в 6 мес.
7.2.3 Комплектующие изделия следует хранить в соответствии с техническими документами на эти изделия.
7.2.4 Категории и условия хранения в части воздействия климатических факторов внешней среды - 8 по ГОСТ 15150, а в части механических факторов - Ж по ГОСТ 23170.
7.2.5 При поставке на экспорт условия хранения - в соответствии с требованиями контракта.
8 Указания по эксплуатации
8.1 Монтажно-технологические требования - по ГОСТ 24444.
8.2 Монтаж и эксплуатацию комплектующих изделий следует проводить в соответствии с инструкциями по монтажу и эксплуатации, поставляемыми с этими изделиями.
8.3 Аппараты следует эксплуатировать с соблюдением требований настоящего стандарта при рабочих параметрах, не превышающих допустимых значений, указанных в технических документах.
8.4 Требования безопасности - по 4.3 настоящего стандарта и эксплуатационной документации на аппарат конкретного типа.
8.5 Аппараты и системы их технологической обвязки должны быть снабжены контрольно-измерительными приборами, необходимыми для контроля параметров, указанных в технических документах, а также необходимой арматурой.
8.6 Аппараты следует эксплуатировать с применением рабочих сред, которые не вызывают у материала корпуса точечной и язвенной коррозии и коррозионного растрескивания. Скорость коррозии не должна превышать допустимых значений, определенных установленной прибавкой на коррозию и расчетным сроком службы аппаратов.
8.7 Скорость изменения температуры корпуса и других частей аппарата при всех режимах работы не должна превышать указанной в технических документах.
8.8 Аппараты с избыточным тепловыделением должны быть теплоизолированы. Теплоизоляция аппарата выполняется на месте монтажа потребителем или привлеченной им специализированной организацией.
8.9 Пуск, остановку и испытания на герметичность аппаратов, установленных на открытом воздухе или в неотапливаемых помещениях, в зимнее время следует проводить согласно ОСТ 26-291.
8.10 Установка аппаратов должка обеспечивать возможность осмотра, ремонта и очистки их внутренней и наружной поверхностей.
8.11 В процессе эксплуатации все аппараты следует подвергать техническому освидетельствованию, объем, методы и периодичность которых указывают предприятия-изготовители в паспортах и руководствах по монтажу и безопасной эксплуатации.
8.12 Аппарат должен быть немедленно остановлен:
- при появлении посторонних стуков и повышенной вибрации в аппарате или приводе;
- если давление в аппарате поднялось выше разрешенного и не снижается, несмотря на меры, принятые персоналом;
- при появлении выпучин, трещин, свищей в корпусе аппарата;
- при прорыве прокладок во фланцевых соединениях и повышении утечек через уплотняющие устройства вала;
- при перегрузке электродвигателя привода перемешивающего устройства;
- при выходе из строя контрольно-измерительных приборов или предохранительных устройств;
- при возникновении пожара, непосредственно угрожающего аппарату.
8.13 Ремонт аппаратов с применением сварки следует проводить по технологии, разработанной предприятием-изготовителем или ремонтной организацией до начала выполнения работ.
8.14 К обслуживанию аппаратов могут быть допущены лица не моложе 18 лет, прошедшие медицинское освидетельствование, обученные по соответствующей программе и аттестованные.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие аппаратов требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
9.2 Гарантийный срок эксплуатации - 18 мес со дня ввода аппарата в эксплуатацию, но не позднее 24 мес со дня отгрузки изготовителем.
9.3 При поставке на экспорт гарантийный срок эксплуатации - 12 мес со дня ввода в эксплуатацию, но не позднее 24 мес со дня проследования через Государственную границу.
ПРИЛОЖЕНИЕ А (рекомендуемое). Структурная схема обозначения аппарата с механическим перемешивающим устройством
ПРИЛОЖЕНИЕ А
(рекомендуемое)
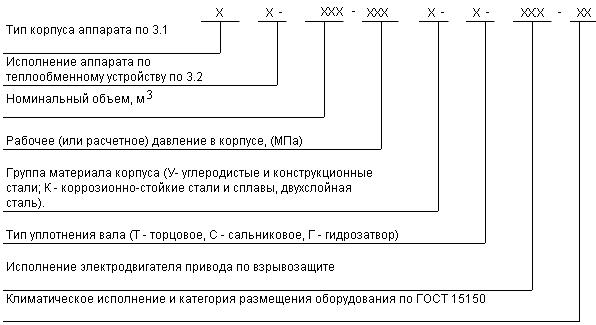
Условное обозначение аппарата должно включать слово "аппарат" и обозначение аппарата согласно приведенной структурной схеме.
Пример условного обозначения аппарата с неразъемным корпусом 1 гладкой рубашкой 2 номинальным объемом 10 м![]() , рабочим давлением в корпусе 0,6 МПа, коррозионно-стойкого исполнения К, с торцовым уплотнением Т, исполнения привода по взрывозащите 1ExdIIBT4, климатического исполнения У3:
, рабочим давлением в корпусе 0,6 МПа, коррозионно-стойкого исполнения К, с торцовым уплотнением Т, исполнения привода по взрывозащите 1ExdIIBT4, климатического исполнения У3:
Аппарат 12-10-0,6К-Т-1ЕхdIIВТ4-У3 ГОСТ 20680-2002
ПРИЛОЖЕНИЕ В (справочное). Библиография
ПРИЛОЖЕНИЕ В
(справочное)
[1] АТК 24.201.17-90 Мешалки. Типы, параметры, конструкция, основные размеры и технические требования
[2] ПБ 10-115-96 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
[3] ПБ 09-170-97 Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств
[4] ПУЭ Правила устройства электроустановок. Изд. 6-е, 1986