ГОСТ 19357-81
Группа Е78
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТИНЫ ПЕРЕХОДНЫЕ МЕДНО-АЛЮМИНИЕВЫЕ
Общие технические условия
Copper-aluminium connectiong plates.
General technical conditions
ОКП 34 4951
Срок действия с 01.01.1983
до 01.01.1988*
_______________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11/12, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
В.А.Книгель (руководитель темы), В.К.Добринин, Н.А.Румянцев, В.Д.Костоусов, В.П.Сушкин, Н.В.Гаврилов
ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
Зам. министра З.С.Садардисов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15 мая 1981 г. N 2403
ВЗАМЕН ГОСТ 19357-74
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 02.06.82 N 2249 с 01.01.83, Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 26.06.87 N 2621 с 01.01.88
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 9, 1982 год, тексту ИУС N 10, 1987 год
Настоящий стандарт распространяется на переходные медно-алюминиевые пластины (в дальнейшем пластины), предназначенные для присоединения алюминиевых шин к медным выводам электротехнических устройств, а также к медным шинам.
Виды климатического исполнения пластин МА и MAP - УХЛ1 и Т1 по ГОСТ 15150-69, пластин МАП - У1 по ГОСТ 15150-69.
(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1. КЛАССИФИКАЦИЯ
1.1. В зависимости от назначения пластины разделяются на:
равновеликие по электропроводности и плакированные - для разборного присоединения шин;
равновеликие по сечению - для сварного присоединения шин.
2. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
2.1. Типы, размеры и масса пластин должны соответствовать указанным на черт.1-3 и в табл.1-3.
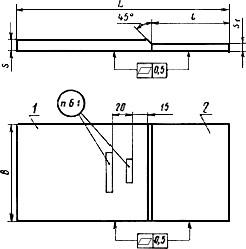
1 - алюминий; 2 - медь
Черт.1
Таблица 1
Размеры, мм
Код ОКП | Тип |
|
|
|
|
| Масса, кг, не более |
Пред. откл. ±3 | |||||||
34 4951 2251 | МАР-50х6/4УХЛ1 | 160 | 60 | 50 | 6 | 4 | 0,18 |
34 4951 2252 | МАР-50х6/4Т1 | ||||||
34 4951 2261 | МАР-60х8/5УХЛ1 | 240 | 80 | 60 | 8 | 5 | 0,42 |
34 4951 2262 | МАР-60х8/5Т1 | ||||||
34 4951 2271 | МАР-80х8/5УХЛ1 | 250 | 90 | 80 | 8 | 5 | 0,59 |
34 4951 2272 | МАР-80х8/5Т1 | ||||||
34 4951 2281 | МАР-100х10/6/УХЛ1 | 290 | 110 | 100 | 10 | 6 | 1,07 |
34 4951 2282 | МАР-100х10/6Т1 | ||||||
34 4951 2291 | МАР-120х10/6УХЛ1 | 320 | 140 | 120 | 10 | 6 | 1,48 |
34 4951 2292 | МАР-120х10/6Т1 |
| |||||
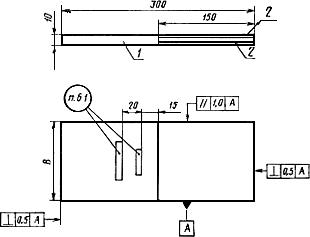
1 - алюминий; 2 - медь
Черт.2
Таблица 2
Код ОКП | Тип |
| Масса, кг, не более |
34 4951 2211 | МАП-60х10У1 | 60 | 0,6 |
34 4951 2221 | МАП-80х10У1 | 80 | 0,79 |
34 4951 2231 | МАП-100х10У1 | 100 | 0,99 |
34 4951 2241 | МАП-120х10У1 | 120 | 1,19 |
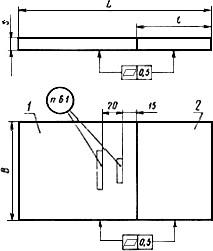
1 - алюминий; 2 - медь
Черт.3
Таблица 3
Размеры, мм
Код ОКП | Тип |
|
|
|
| Масса, кг, не более |
Пред. откл. ±3 | ||||||
34 4951 2011 | МА-40х4УХЛ1 | 160 | 60 | 40 | 4 | 0,13 |
34 4951 2012 | МА-40х4Т1 | |||||
34 4951 2021 | МА-50х6УХЛ1 | 160 | 60 | 50 | 6 | 0,24 |
34 4951 2022 | MA-50х6T1 | |||||
34 4951 2031 | МА-60х8УХЛ1 | 240 | 80 | 60 | 8 | 0,56 |
34 4951 2032 | МА-60х8Т1 | |||||
34 4951 2041 | МА-80х8УХЛ1 | 250 | 90 | 80 | 8 | 0,79 |
34 4951 2042 | МА-80х8Т1 | |||||
34 4951 2051 | МА-100х10УХЛ1 | 290 | 110 | 100 | 10 | 1,47 |
34 4951 2052 | МА-100х10Т1 | |||||
34 4951 2071 | МА-120х10УХЛ1 | 320 | 140 | 120 | 10 | 2,08 |
34 4951 2072 | МА-120х10Т1 | |||||
Примечание. По согласованию допускается изготовление пластин с увеличенными размерами ![]() и
и ![]() , предназначенных для приварки их в пакетах к шинам.
, предназначенных для приварки их в пакетах к шинам.
Пример условного обозначения переходной медно-алюминиевой пластины равновеликой по электропроводности, размером 80х8 мм, исполнения УХЛ1:
Пластина переходная MAP-80х8/5 УХЛ1 ГОСТ 19357-81
То же, плакированной, размером 60х10 мм, исполнения У1:
Пластина переходная МАП-60х10 У1 ГОСТ 19357-81
То же, равновеликой по сечению, размером 100х10 мм, исполнения Т1:
Пластина переходная MA-100х10 T1 ГОСТ 19357-81
(Измененная редакция, Изм. N 1, 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Пластины должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Пластины должны изготавливаться из следующих материалов:
пластины MAP - профиль из алюминия марки АДО и медная шина марки ШММ по ГОСТ 434-78 (пластины MAP-120х10/6 - медный лист или медная полоса марки M1 ГК по ГОСТ 495-77*);
______________
* На территории Российской Федерации действует ГОСТ 1173-2006. - Примечание изготовителя базы данных.
пластины МАП - листы и плиты алюминиевые, плакированные медной полосой с двух сторон;
пластины МА - шина по ГОСТ 15176-84* из алюминия марки АДО и медная шина марки ШММ по ГОСТ 434-78.
______________
* На территории Российской Федерации действует ГОСТ 15176-89. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
3.3. Соединение алюминиевой части пластин МА и MAP с медной должно выполняться стыковой контактной сваркой или холодной сваркой давлением.
3.4. Сварной шов медь - алюминий пластин МА и MAP, выполненный контактной сваркой, должен быть очищен от шлама, грата и не должен иметь трещин, свищей.
(Измененная редакция, Изм. N 2).
3.5. Поверхность пластин не должна иметь заусенцев, трещин, задиров, отслаивания металла и других механических повреждений.
3.6. Медная часть пластин MAP и МАП должна иметь защитные металлические покрытия в соответствии с требованиями ГОСТ 10434-82.
Пластины МА климатического исполнения Т по ГОСТ 15150-69 не должны иметь специальных металлических покрытий.
(Измененная редакция, Изм. N 2).
3.7. Пластины должны выдерживать изгиб в обе стороны с последующим выравниванием:
пластина МА - на угол (15±3)°;
пластины MAP - на угол (10±2)°.
3.8. Сварные соединения пластин МА и MAP должны отвечать требованиям ГОСТ 10434-82.
(Измененная редакция, Изм. N 2).
3.9. Срок службы пластин должен быть не менее срока службы электротехнических устройств, в которых они применяются.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия пластин требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
4.2. Пластины предъявляют к приемо-сдаточным испытаниям партиями. За партию принимают пластины одного типоразмера, изготовленные за смену.
4.3. Последовательность испытаний, проверок и объем выборки должны соответствовать указанным в табл.4.
Таблица 4
Наименование испытания, проверки | Вид испытания | Пункт | Объем выборки от партии | |||
приемо- | перио- | типовые | технических требований | методов испытаний | ||
1. Проверка внешнего вида | + | - | - | 3.3-3.6 | 5.3 | 50% |
2. Проверка размеров | + | - | - | 3.1 | 5.1 | 10 шт. |
3. Проверка материала пластин | + | + | + | 3.2 | 5.2 | - |
4. Проверка массы пластин | - | + | + | 3.1 | 5.5 | 10 шт. |
5. Испытание сварного шва на изгиб | + | + | + | 3.7 | 5.4 | 3 шт. |
6. Проверка сварных соединений пластин | - | - | + | 3.8 | 5.6 | По ГОСТ 17441-84 |
7. Проверка маркировки пластин | + | - | - | 6.1 | 5.3 | 50% |
8. Проверка упаковки | + | - | - | 6.2 | 5.3 | 1 ящик |
9. Проверка наличия в ящиках упаковочного документа | + | - | - | 6.3 | 5.3 | 100% |
10. Проверка транспортной маркировки | + | - | - | 6.4 | 5.3 | 100% |
(Измененная редакция, Изм. N 2).
4.4. При получении неудовлетворительных результатов испытаний проводят повторную проверку на удвоенной выборке, взятой от той же партии пластин.
Результаты повторных испытаний распространяются на всю партию и являются окончательными.
4.5. Периодические испытания пластин проводят один раз в два года.
4.6. Типовым и периодическим испытаниям должны подвергаться пластины, прошедшие приемо-сдаточные испытания, причем для испытаний на изгиб выбирают пластины, не подвергавшиеся ранее этому виду испытаний.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Проверку размеров пластин следует проводить измерительным инструментом, обеспечивающим точность измерения в соответствии с требованиями п.2.1.
5.2. Проверку соответствия марок металлов пластин требованиям п.3.2 следует проводить по сертификатам заводов-изготовителей.
5.3. Проверку качества сварного шва, поверхности пластин, нанесения металлопокрытия, очистки и правильности маркировки, упаковки следует проводить визуальным контролем.
5.4. Испытание на изгиб проводят следующим образом. Алюминиевую часть пластины зажимают в тиски с губками, закругленными по радиусу, равному толщине пластины. Расстояние от сварного шва до места зажатия в губках должно соответствовать указанному в табл.5.
Таблица 5
мм
Толщина алюминиевой части пластины | 4 | 6 | 8 | 10 |
Расстояние от сварного шва до места зажатия в губках | 2 | 4 | 5 | 6 |
Медную часть пластин вставляют в захват и изгибают в каждую сторону по одному разу на угол, указанный в п.3.7, с последующим выравниванием.
Пластины считают выдержавшими испытание на изгиб, если не происходит разрушения соединения по шву. При этом осмотр шва производят визуально.
5.5. Массу пластин на соответствие требованиям п.2.1 следует проверять взвешиванием на товарных весах.
5.6. Проверку пластин на соответствие требованиям п.3.8 следует проводить по ГОСТ 17441-84.
(Измененная редакция, Изм. N 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждой пластине в местах, указанных на черт.1-3, должны маркироваться: товарный знак завода-изготовителя, тип пластины и обозначение настоящего стандарта.
6.2. Пластины должны быть упакованы в дощатые ящики типа 1 или П-2 по ГОСТ 2991-85, выложенные внутри пергамином поГОСТ 2697-83. Укладку изделий в ящики производят рядами с прокладкой между рядами картона по ГОСТ 7376-84*. Свободное перемещение пластин в ящике не допускается. Пластины климатического исполнения Т по ГОСТ 15150-69 должны быть законсервированы по ГОСТ 23216-78.
______________
* На территории Российской Федерации действует ГОСТ 7376-89. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
6.3. В каждый ящик с пластинами должен быть вложен упаковочный лист, в котором должны быть указаны:
товарный знак предприятия-изготовителя;
тип пластин;
число пластин;
обозначение настоящего стандарта;
год выпуска;
штамп ОТК.
6.4. Транспортная маркировка тары должна содержать основные, дополнительные и информационные надписи в соответствии с ГОСТ 14192-77*.
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
6.5. Транспортирование пластин должно производиться любым видом транспорта в крытых транспортных средствах в соответствие с правилами перевозок грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 2).
6.6. Транспортирование пластин - по группе условий транспортирования 6 ГОСТ 15150-69.
6.7. Хранение пластин - по группе условий хранения 6 ГОСТ 15150-69.
7. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
7.1. Пластины должны применяться в соответствии с ГОСТ 10434-82.
(Измененная редакция, Изм. N 2).
7.2. Пластины алюминиевой частью должны привариваться к алюминиевым шинам.
7.3. Медная часть пластин MAP и МАП предназначена для разборного соединения с выводами электротехнических устройств и медными шинами, пластин МА - для сварного соединения с медными шинами.
Приварка медных частей пластин МА, собранных в пакеты, к медным шинам допускается только для пластин МА, изготовленных с учетом примечания к табл.3.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие пластин требованиям настоящего стандарта при соблюдении условий хранения, транспортирования и применения.
8.2. Гарантийный срок эксплуатации - 3 года со дня ввода пластин в эксплуатацию.