ГОСТ 18130-79
Группа Е73
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Общие технические условия
Semi-automatic consumable-electrode arc-welding machines. General specifications
ОКП 34 4122
Срок действия с 01.01.80
до 01.01.95*
_________________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4-94). - Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнический промышленности СССР
РАЗРАБОТЧИКИ
А.А.Кузнецов (руководитель темы), И.Н.Кондратенко, Ю.А.Коган, В.К.Анищенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.02.79 N 692
3. Срок проверки 1994 г.; периодичность проверки 5 лет
4. Стандарт соответствует международному стандарту ИСО 864-75* в части, касающейся посадочных размеров под кассетные устройства
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-68 | 3.1 |
ГОСТ 4.140-85 | 2.21 |
ГОСТ 12.1.003-83 | 4.2 |
ГОСТ 12.1.004-85 | 4.4 |
ГОСТ 12.1.028-80 | 6.15 |
ГОСТ 12.2.003-83 | 4.3 |
ГОСТ 12.2.007.8-75 | 4.1 |
ГОСТ 12.2.013-75 | 2.10 |
ГОСТ 12.3.003-86 | 8.1 |
ГОСТ 12.3.019-80 | 4.5 |
ГОСТ 183-74 | 2.15 |
ГОСТ 403-73 | 2.10 |
ГОСТ 2246-70 | 6.12 |
ГОСТ 2933-83 | 6.8, 6.13 |
ГОСТ 7871-75 | 6.12 |
ГОСТ 8050-85 | 6.12 |
ГОСТ 8865-87 | 2.10 |
ГОСТ 9087-81 | 6.12 |
ГОСТ 12971-67 | 7.1 |
ГОСТ 14192-77 | 7.6 |
ГОСТ 14254-80 | 4.1; 6.16; 7.1 |
ГОСТ 15150-69 | Вводная часть. 2.2; 7.8; 7.9 |
ГОСТ 15543.1-89 | 2.2 |
ГОСТ 16504-81 | 5.4 |
ГОСТ 16842-82 | 6.14 |
ГОСТ 16962-71 | 6.18; 6.19 |
ГОСТ 16962.1-89 | 2.1; 6.19; 6.20; 7.1 |
ГОСТ 17494-87 | 6.16 |
ГОСТ 17516-72 | 2.19 |
ГОСТ 18620-86 | 7.1 |
ГОСТ 23216-78 | 7.3; 7.8 |
ГОСТ 23941-79 | 4.2 |
ГОСТ 24634-81 | 7.5 |
ГОСТ 25445-82 | 2.18 |
Нормы 1-72; 9-72 | 6.14 |
6. ПЕРЕИЗДАНИЕ с изменениями N 1, 2, 3, утвержденными в марте 1982 г., октябре 1983 г., июне 1989 г. (ИУС 6-82, 2-84, 9-89).
7. Проверен в 1989 г. Срок действия продлен до 01.01.95 (Постановление Госстандарта СССР от 19.06.89 N 1707)
Настоящий стандарт распространяется на полуавтоматы общего назначения для дуговой сварки плавящимся электродом на постоянном токе под флюсом, в защитных газах или открытой дугой, изготовляемые для нужд народного хозяйства и для экспорта.
Виды климатических исполнений полуавтоматов - У3 (полуавтоматов с естественным и принудительным газовым охлаждением горелки), УХЛ4 (полуавтоматов с принудительным водяным охлаждением горелки), Т4 (полуавтоматов, предназначенных для экспорта в страны с тропическим климатом) по ГОСТ 15150-69.
(Измененная редакция, Изм. N 2).
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Полуавтоматы должны изготовляться следующих исполнений:
по способу защиты зоны дуги:
для сварки под флюсом - Ф;
для сварки в активных защитных газах - Г;
для сварки в инертных газах - И;
для сварки в активных и инертных газах - У;
для сварки открытой дугой - О;
по виду применяемой электродной проволоки:
для сварки стальной сплошной проволокой;
для сварки сплошной проволокой из алюминия и его сплавов;
для сварки стальной сплошной проволокой и сплошной проволокой из алюминия и его сплавов;
для сварки стальной порошковой проволокой;
для сварки стальной сплошной и стальной порошковой проволоками;
по способу охлаждения:
с естественным охлаждением горелки;
с принудительным водяным или газовым охлаждением горелки;
по способу регулирования скорости подачи электродной проволоки:
с плавным регулированием;
со ступенчатым регулированием;
с плавноступенчатым регулированием;
по способу подачи электродной проволоки:
толкающего типа;
тянущего типа;
тянуще-толкающего типа;
по конструктивному исполнению:
со стационарным подающим устройством;
с передвижным подающим устройством;
с переносным подающим устройством.
1.2. Полуавтоматы должны изготовляться на номинальный сварочный ток: 200; 315; 400; 500 и 630 A.
(Измененная редакция, Изм. N 3).
1.3. Устанавливается следующая структура условного обозначения полуавтоматов:
Чертеж
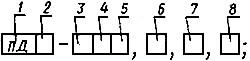
1 - обозначение вида изделия (полуавтоматы для дуговой сварки); 2 - обозначение способа защиты зоны дуги (Ф, Г, И, У, О); 3 - номинальный сварочный ток в сотнях ампер; 4 - номер модификации полуавтомата; 5 - вид климатического исполнения по ГОСТ 15150-69 и ГОСТ 15543-70; 6 - напряжение питающей сети в вольтах; 7 - частота питающей сети (указывается, если она не равна 50 Гц); 8 - слово экспорт (указывается только в случае изготовления полуавтомата на экспорт в страны с умеренным климатом); 9 - обозначение технических условий на полуавтомат конкретного типа, а для полуавтоматов, предназначенных для экспорта, - обозначение настоящего стандарта.
Пример условного обозначения полуавтомата для дуговой сварки в активных газах на номинальный сварочный ток 500 А, с номером модификации 05, климатического исполнения У, категории размещения 3, на напряжение питающей сети 380 В:
Полуавтомат ПДГ-505 У3, 380 В ГОСТ 18130-79
то же, на экспорт в страны с умеренным климатом:
Полуавтомат ПДГ-505 У3, 380 В, экспорт ГОСТ 18130-79
то же, на экспорт в страны с тропическим климатом:
Полуавтомат ПДГ-505 Т3, 380 В ГОСТ 18130-79
Примечания:
1. Номер модификации полуавтомата присваивается Всесоюзным научно-исследовательским, проектно-конструкторским и технологическим институтом электросварочного оборудования (ВНИИЭСО) Министерства электротехнической промышленности.
2. Условное обозначение полуавтомата по настоящему стандарту допускается дополнять обозначением, принятым на предприятии-разработчике.
(Измененная редакция, Изм. N 1, 2).
1.4. Массу подающего механизма, мощность, потребляемую схемой управления, и коэффициент применяемости следует устанавливать в технических условиях на полуавтомат конкретного типа.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Полуавтоматы должны изготовляться в соответствии с требованиями настоящего стандарта и технических условий на полуавтоматы конкретных типов по рабочим чертежам, утвержденным в установленном порядке, а полуавтоматы, предназначенные для экспорта в районы с тропическим климатом, кроме того, - по ГОСТ 16962.1-89.
(Измененная редакция, Изм. N 1).
2.2. Номинальные значения климатических факторов - по ГОСТ 15543.1-89 и ГОСТ 15150-69, но нижнее значение температуры при эксплуатации полуавтоматов исполнения У3 - минус 10 °С.
(Измененная редакция, Изм. N 2).
2.3. Полуавтоматы должны изготовляться на номинальные напряжения 220 или 380 В частотой 50 Гц для подключения к промышленным электрическим сетям.
Номинальное напряжение питающей сети частотой 50 или 60 Гц для полуавтоматов, предназначенных для экспорта, должно соответствовать указанному в заказ-наряде внешнеторговой организации.
2.4. Электрическая схема полуавтомата должна обеспечивать:
настроечные и рабочее перемещения электродной проволоки, наличие газа в зоне сварки в момент зажигания дуги и запаздывание на время не менее 1 с с выключением подачи газа после окончания сварки (для полуавтоматов для сварки в защитных газах), а также проверку подачи газа перед сваркой, начало и прекращение сварки с помощью кнопок или выключателей.
Примечание. Допускается применение программирующих устройств, обеспечивающих начало и конец сварки по заданной программе, переключение с одного заранее установленного режима на другой, сварку электрозаклепками, включение с помощью замыкания электрода на изделие и прекращение сварки растяжкой дуги и т.п.
2.5. Полуавтомат в комплекте с источником сварочного тока должен иметь вольтметр и амперметр класса точности не ниже 2,5 для контролирования напряжения на дуге и сварочного тока.
2.6. Изменение установленного для сварки вылета электродной проволоки после окончания сварки не должно превышать ±10 мм.
2.7. Сопротивление изоляции между цепями, электрически связанными с питающей сетью и корпусом, и между цепями, связанными с питающей сетью и вторичной цепью, в холодном состоянии при нормальных климатических условиях, должно быть не менее 2,5 МОм, а при относительной влажности воздуха 95% и его температуре плюс 25 °С - не менее 0,3 МОм.
2.8. Изоляция токоведущих частей полуавтомата, электрически связанных с питающей сетью, должна выдерживать в течение 1 мин напряжение 1000 В промышленной частоты плюс двойное номинальное напряжение питающей сети, а цепей, не связанных с питающей сетью, - 500 В плюс двойное номинальное напряжение данной цепи (при наличии элементов, не допускающих испытание указанным напряжением, их следует отключать).
2.9. Напряжение радиопомех, создаваемых полуавтоматом в комплекте с источником сварочного тока, не должно превышать значений:
80 дБ - для частот 0,15 до 0,5 МГц;
74 дБ - для частот 0,5 до 2,5 МГц;
66 дБ - для частот 2,5 до 30 МГц.
2.10. Предельно допустимое превышение температуры отдельных элементов электрических схем - по ГОСТ 8865-87* и ГОСТ 403-73, а наружной поверхности рукояток горелок - по ГОСТ 12.2.013-87.
________________
* На территории Российской Федерации действует ГОСТ 8865-93. - Примечание изготовителя базы данных.
2.11. Длины соединительных проводов и шлангов между механизмом подачи электродной проволоки и источником сварочного тока, между механизмом подачи электродной проволоки и шкафом управления должны соответствовать установленным в технических условиях на полуавтомат конкретного типа.
(Измененная редакция, Изм. N 2).
2.12. Длина проводов и шлангов между механизмом подачи электродной проволоки толкающего типа и горелкой должна быть не менее:
для стальной проволоки диаметром:
до 1,0 мм - 1,5 м;
св. 1,0 до 1,4 мм - 2,5 м;
св. 1,4 до 3,0 мм - 3,0 м;
для алюминиевой (или из его сплавов) проволоки всех диаметров - 1,5 м;
для проволоки всех видов и диаметров в полуавтоматах с подающими устройствами ранцевого типа - 0,8 м.
Длина проводов и шлангов между механизмом подачи тянуще-толкающего типа и горелкой должна быть не менее 6 м.
(Измененная редакция, Изм. N 3).
2.13. Суммарное сечение кабелей для сварки с медными жилами должно быть не менее 35; 50; 50*; 70 и 95 мм![]() для полуавтоматов на номинальные токи 200; 315, 400; 500 и 630 А соответственно.
для полуавтоматов на номинальные токи 200; 315, 400; 500 и 630 А соответственно.
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Примечание. Допускается уменьшать сечение кабелей для сварки при принудительном водяном или газовом охлаждении, а также при ПВ менее 60% в горелках на номинальные токи 315 А и более.
2.14. При плавноступенчатом регулировании скорости подачи электродной проволоки и номинальном напряжении сети должно быть обеспечено перекрытие соседних ступеней регулирования.
При ступенчатом регулировании скорость на последующей ступени не должна отличаться от скорости на предыдущей более чем на 20%.
2.15. Тяговые усилия подающего механизма при номинальном напряжении питающей сети должны быть не менее:
10 кгс - для стальной электродной проволоки диаметром до 1,4 мм и алюминиевой или из его сплавов проволоки всех диаметров;
20 кгс - для стальной электродной проволоки диаметром от 1,6 до 3,0 мм.
Кратковременные перегрузки двигателя подающего механизма - по ГОСТ 183-74*.
________________
* На территории Российской Федерации документ не действует. Действуют ГОСТ Р 52776-2007, ГОСТ 26772-85. - Примечание изготовителя базы данных.
Тяговые усилия не регламентируются для механизмов подачи, осуществляющих, кроме непрерывного поступательного, какие-либо дополнительные перемещения электродной проволоки.
(Измененная редакция, Изм. N 3).
2.16. Изменение скорости подачи электродной проволоки при колебаниях напряжения питающей сети от плюс 5 до минус 10% не должно превышать ±10% установленной величины.
Связанные с переходными процессами в приводе подающего механизма, кратковременные, длительностью не более 2 с, изменения скорости не учитываются.
2.17. Газовая магистраль и система водяного охлаждения должны быть герметичны и рассчитаны на работу при давлении:
196 кПа (2 кгс/см![]() ) - для участка газовой магистрали от редуктора до запирающей аппаратуры и системы водяного охлаждения;
) - для участка газовой магистрали от редуктора до запирающей аппаратуры и системы водяного охлаждения;
49 кПа (0,5 кгс/см![]() ) - для участка газовой магистрали после запирающей аппаратуры.
) - для участка газовой магистрали после запирающей аппаратуры.
2.18. Посадочные размеры под кассетные устройства должны соответствовать требованиям международного стандарта ИСО 864-75 и ГОСТ 25445-82.
(Измененная редакция, Изм. N 2).
2.19. Условия эксплуатации полуавтоматов в части воздействия механических факторов внешней среды - по группе М23 ГОСТ 17516-72.
2.20. Полуавтомат, с предназначенным для него источником сварочного тока конкретного типа, должен обеспечивать надежное зажигание и устойчивое горение дуги.
(Измененная редакция, Изм. N 2).
2.21. Показатели надежности полуавтоматов - по ГОСТ 4.140-85.
Предельным состоянием является выход из строя редуктора, восстановление которого нецелесообразно.
Критерием для проведения капитального ремонта является возможное восстановление редуктора, замена двигателя, а также замена других сложных в изготовлении деталей.
Критерием отказа является выход из строя элементов схемы управления, приводящих к потере работоспособности полуавтомата.
Оснастка и инструмент должны иметь показатели надежности, не менее:
средний ресурс подающих роликов, ч | 500 | |||
средний ресурс сварочной горелки, ч | 500 | |||
средний ресурс направляющего канала, ч | 200 | |||
средний ресурс сопла, ч | 50 | |||
средний ресурс токоподводящего наконечника для сварки стальной сплошной и стальной порошковой проволоками, ч |
| |||
средний ресурс токопроводящего наконечника для сварки алюминиевой проволокой или из его сплавов, ч |
| |||
(Измененная редакция, Изм. N 3).
2.22. Требования к горелкам со шлангами определяются в соответствии с требованиями пп.1.2; 2.1; 2.2; 2.8; 2.10; 2.12; 2.13; 2.17; 2.19 и 2.21, а требования к системе управления совместно с механизмом подачи - пп.2.1-2.4; 2.6-2.11; 2.15; 2.16; 2.19 и 2.21.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект полуавтомата должны входить:
подающее устройство с кассетным устройством;
шкаф управления (если он конструктивно не объединен с источником сварочного тока);
помехозащитные фильтры (по заказу потребителя);
горелки (см. табл.2 и 3);
провода для сварочной цепи и цепей управления;
комплект газовой аппаратуры и шланги для газовой магистрали - к полуавтоматам для сварки в защитных газах;
щиток сварщика - к полуавтоматам для сварки в защитных газах и открытой дугой;
шланги для водяной магистрали - к полуавтоматам с принудительным водяным охлаждением;
специальный инструмент, запасные части, сменные и быстроизнашивающиеся детали, указанные в конструкторской документации.
Таблица 2**
_______________
** Табл. 1 исключена.
Номинальный сварочный ток полуавтомата, | Для сварки стальной сплошной проволокой | Для сварки алюминиевой сплошной проволокой | Для сварки стальной сплошной и алюминиевой сплошной проволоки | |||
Номинальный сварочный | Число горелок, шт. | Номинальный сварочный | Число горелок, шт. | Номинальный сварочный | Число горелок, шт. | |
200 | 200 | 2 | 100 | 1 | 100 | 1 |
200 | 200 | |||||
315 | 160* | 1 | 100 | 1 | 100 | 1 |
315 | 315 | 315 | ||||
_______________
* Не менее.![]() Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3
Номинальный сварочный | Для сварки стальной сплошной проволокой | Для сварки стальной порошковой проволокой | Для сварки стальной сплошной и стальной порошковой проволоками | |||
Номинальный сварочный | Число горелок, шт. | Номинальный сварочный | Число горелок, шт. | Номинальный сварочный | Число горелок, шт. | |
400 | 200* | 1 | 200 | 1 | 200* | 1 |
400 | 400 | 400 | ||||
500 | 315 | 1 | 500 | 2 | 315 | 1 |
500 | 500 | |||||
630 | 315* | 1 | 630 | 2 | 315 | 1 |
630 | 630 | |||||
________________
* Не менее.
К комплекту полуавтомата должна прилагаться эксплуатационная документация по ГОСТ 2.601-68* (паспорт, инструкция по эксплуатации, техническое описание, ведомость ЗИП).
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
Полуавтомат должен комплектоваться источником сварочного тока (по заказу потребителя без источников питания). По требованию потребителя в комплект полуавтомата допускается не включать провода для сварочной цепи, шланги для газовой магистрали и щиток сварщика.
(Измененная редакция, Изм. N 3).
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Требования безопасности к конструкции полуавтомата и входящих в комплект полуавтомата изделий - по ГОСТ 12.2.007.8-75, при этом:
степень защиты шкафа управления не ниже IP21 по ГОСТ 14254-80*;
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 14254-96, здесь и далее по тексту. - Примечание изготовителя базы данных.
напряжение холостого хода источника постоянного тока не должно превышать 100 В среднего значения.
4.2. Значения шумовых характеристик должны быть установлены в технических условиях на полуавтоматы конкретных типов в соответствии с требованиями ГОСТ 23941-79* в виде эквивалентных уровней звука в контрольных точках на полусферической поверхности радиусом 0,7-0,8 м от сварочной дуги.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 23941-2002. - Примечание изготовителя базы данных.
Если значения эквивалентного уровня звука, возникающего от проведения технологического процесса сварки на номинальном режиме, превышают значения 80 дБА, то в технических условиях на полуавтоматы конкретных типов допускается устанавливать технически достижимые их значения, с указанием мер защиты от шума по ГОСТ 12.1.003-83.
(Измененная редакция, Изм. N 3).
4.3. Требования в части удаления вредных выделений, образующихся при сварке, - по ГОСТ 12.2.003-74*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 12.2.003-91. - Примечание изготовителя базы данных.
4.4. Требования в части пожарной безопасности - по ГОСТ 12.1.004-85*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 12.1.004-91. - Примечание изготовителя базы данных.
4.5. При проведении электрических испытаний и измерений следует соблюдать требования безопасности по ГОСТ 12.3.019-80.
(Измененная редакция, Изм. N 3).
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия полуавтоматов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические, типовые и квалификационные испытания.
5.2. При приемо-сдаточных испытаниях, проводимых на каждом полуавтомате, проверяют соответствие полуавтомата конструкторской документации и требованиям пп.1.2 (в части пределов регулирования скорости подачи электродной проволоки); 2.3; 2.4; 2.5; 2.7 (в холодном состоянии при нормальных климатических условиях); 2.8; 2.14; 2.17; 2.20; 3.1; 7.1-7.7.
5.3. Периодические испытания проводят не реже одного раза в два года.
При этом на одном полуавтомате из числа прошедших приемо-сдаточные испытания проверяют соответствие полуавтомата требованиям пп.1.2, 2.2 (в части влагостойкости); 2.4; 2.6; 2.7; 2.10-2.18; 2.20; 4.1, а также на двух полуавтоматах - соответствие требованиям п.2.9. Если в процессе периодических испытаний хотя бы один из параметров испытуемого полуавтомата не будет соответствовать требованиям настоящего стандарта, то проводят повторные испытания по всей программе на удвоенном числе полуавтоматов.
Результаты повторных испытаний являются окончательными.
5.2, 5.3. (Измененная редакция, Изм. N 3).
5.4. Типовые испытания проводят в случаях, установленных ГОСТ 16504-81, на одном полуавтомате по программе периодических испытаний с дополнительной проверкой на соответствие требованиям п.2.2 в части: теплостойкости при эксплуатации, холодостойкости при эксплуатации и холодостойкости при температуре транспортирования и хранения, а также пп.2.21 и 4.2.
Допускается проверять полуавтоматы только по тем параметрам, на которые внесенные изменения могут оказать влияние.
5.5. Квалификационные испытания проводятся при изготовлении установочной серии по программе периодических, а также на соответствие требованиям пп.1.4; 2.19; 4.2.
(Измененная редакция, Изм. N 1, 3).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. При приемо-сдаточных испытаниях электрические параметры полуавтоматов следует измерять приборами класса точности не ниже 1,5, а при периодических, квалификационных и типовых испытаниях - не ниже 0,5.
(Измененная редакция, Изм. N 1).
6.2. Соответствие полуавтоматов рабочим чертежам, а также требованиям пп.2.3; 2.5; 2.11-2.13; 3.1; 7.1-7.7 проверяют визуально и измерительным инструментом.
6.3. Работоспособность электрической схемы (п.2.4) проверяют при помощи соответствующих органов управления электрической схемы без сварки.
Время запаздывания выключения подачи защитного газа после окончания сварки определяется по секундомеру.
Наличие защитного газа в зоне сварки определяется при проверке на зажигание и устойчивость горения дуги (п.6.12). При этом начало наплавочного валика не должно иметь видимых пор, возникающих при отсутствии защитного газа.
6.4. Пределы скорости подачи электродной проволоки (п.1.2) при номинальном напряжении питающей сети проверяют определением длины проволоки, прошедшей через механизм подачи за время не менее 10 с, определяемое по секундомеру.
При приемо-сдаточных испытаниях допускается проводить проверку скорости подачи электродной проволоки расчетным путем - измерением угловой скорости подающего ролика под нагрузкой.
(Измененная редакция, Изм. N 3).
6.5. Изменение величины вылета электродной проволоки (п.2.6) проверяют сравнением величины вылета, установленного перед сваркой, с величиной вылета после окончания цикла сварки.
Проверку производят на номинальном режиме для каждого полуавтомата и наибольшем диаметре электродной проволоки. Длину дуги принять равной 3 мм.
(Измененная редакция, Изм. N 2).
6.6. Герметичность газовой магистрали (п.2.17) проверяют подачей в магистраль сжатого воздуха в течение 1 мин при давлении воздуха для участков от редуктора до запирающей аппаратуры 3 кгс/см![]() (294 кПа), а для участка после запирающей аппаратуры 0,75 кгс/см
(294 кПа), а для участка после запирающей аппаратуры 0,75 кгс/см![]() (74 кПа). Течь обнаруживают по наблюдению обмыленных мест соединения шлангов и аппаратуры. Испытания участка между запирающей аппаратурой и штуцером для подключения сварочной горелки проводятся при заглушенном штуцере, а сварочной горелки - при свободном выходе воздуха.
(74 кПа). Течь обнаруживают по наблюдению обмыленных мест соединения шлангов и аппаратуры. Испытания участка между запирающей аппаратурой и штуцером для подключения сварочной горелки проводятся при заглушенном штуцере, а сварочной горелки - при свободном выходе воздуха.
6.7. Герметичность системы водяного охлаждения (п.2.17) проверяют при подаче в систему воды с давлением (294 кПа) 0,3 МПа в течение 1 мин.
6.6, 6.7. (Измененная редакция, Изм. N 3).
6.8. Сопротивление изоляции (п.2.7) и электрическую прочность изоляции (п.2.8) проверяют по ГОСТ 2933-83. При проверке электрической прочности изоляции следует отключать элементы, не допускающие приложение напряжений, указанных в п.2.8.
6.9. Перекрытие диапазонов скоростей подачи электродной проволоки (п.2.14) проверяют измерением скоростей по методу, указанному в п.6.4.
6.10. Тяговые усилия подающего механизма (п.2.15) проверяют подъемом груза, подвешенного к зажатой в подающем устройстве проволоке наибольшего диаметра для данного полуавтомата на скорости ее подачи, соответствующей номинальному сварочному току. При этом измеряют ток якоря (для двигателей постоянного тока) или статора двигателя (для трехфазных двигателей), который не должен превышать своего номинального значения. Вид электродной проволоки должен соответствовать назначению полуавтомата.
6.11. Изменение установленной скорости подачи электродной проволоки (п.2.16) при изменениях напряжений питающей сети на плюс 5 минус 10% номинального значения проверяют без сварки при длине шлангов между механизмом подачи и горелкой по п.2.12 и их прямолинейном положении.
Проверка производится при наименьшей и наибольшей скоростях подачи проволоки и ее наименьшем и наибольшем диаметрах (в соответствии с табл.1). При этом на наибольшей скорости проверяют ее изменение при наименьшем диаметре проволоки, а на наименьшей скорости - ее изменение при наибольшем диаметре проволоки.
Измерения производятся по длине проволоки, прошедшей через подающий механизм за время не менее 10 с, определяемое по секундомеру.
6.10, 6.11. (Измененная редакция, Изм. N 1).
6.12. Проверка надежности зажигания и устойчивого горения дуги (п.2.20) должна проводиться при наплавке на режимах, указанных для приемо-сдаточных испытаний в табл.5, а для периодических, типовых и классификационных исполнений в табл.6.
Таблица 5*
__________________
* Табл. 4. исключена.
Режимы сварки при приемо-сдаточных испытаниях
Номиналь- | Услов- | Вид электродной проволоки | Диаметр электрод- | Режим наплавки | Защита зоны дуги | Расход защитного газа, л/ч | Толщина пластины, мм | |
Ток, А | Напряжение на дуге, В | |||||||
200 | И | Сплошная из алюминия и его сплавов | 2,0 | 200 | 24-25 | Аргон | 840 | 8-10 |
Г | Стальная сплошная | 1,2 | 200 | 23-25 | Углекислый газ | 660 | 5-6 | |
У | Сплошная из алюминия и его сплавов | 2,0 | 200 | 24-25 | Аргон | 840 | 8-10 | |
Стальная сплошная | 1,2 | 200 | 23-25 | Углекислый газ | 660 | 5-6 | ||
315 | И | Сплошная из алюминия и его сплавов | 2,0 | 230 | 28-30 | Аргон | 900 | 12-15 |
Г | Стальная сплошная | 1,4 | 300 | 28-30 | Углекислый газ | 900 | 6-3 | |
У | Сплошная из алюминия и его сплавов | 2,0 | 230 | 28-30 | Аргон | 900 | 12-15 | |
Стальная сплошная | 1,4 | 300 | 28-30 | Углекислый газ | 900 | 6-8 | ||
400 | Г | Стальная сплошная | 1,6 | 400 | 33-35 | Углекислый газ | 1050 | 10-12 |
Стальная порошковая | 2,0-2,5 | 400 | 29-32 | Углекислый газ | 1050 | 10-12 | ||
О | Стальная самозащитная порошковая | 3,0 | 400 | 24-28 | - | - | 10-12 | |
Г | Стальная порошковая | 2,0 | 500 | 36-40 | Углекислый газ | 1200 | 15-20 | |
500 | 2,0 | 150 | 19-21 | 900 | 5-6 | |||
2,0-2,5 | 500 | 32-36 | 1200 | 15-20 | ||||
Ф | Стальная сплошная | 1,6 | 200 | 31-33 | Флюс | - | 5-6 | |
2,0 | 500 | 38-42 | 15-20 | |||||
О | Стальная самозащитная порошковая | 2,0 | 150 | 19-21 | - | - | 5-6 | |
3,0 | 500 | 26-30 | 15-20 | |||||
630 | Г | Стальная сплошная | 1,2 | 100 | 19-20 | Углекислый газ | 500 | 3-4 |
2,0 | 630 | 42-46 | 1400 | 15-20 | ||||
Стальная порошковая | 2,0 | 100 | 19-21 | 900 | 5-6 | |||
2,0-2,5 | 550 | 36-40 | 1280 | 15-20 | ||||
Ф | Стальная сплошная | 1,6 | 200 | 31-33 | Флюс | - | 5-6 | |
2,0 | 630 | 44-48 | 15-20 | |||||
О | Стальная самозащитная порошковая | 2,0 | 150 | 19-21 | - | 5-6 | ||
3,0 | 500 | 26-30 | 15-20 | |||||
Таблица 6
Режимы сварки при периодических испытаниях
Номиналь- | Услов- | Вид электрод | Диаметр электрод- | Режим наплавки | Защита зоны дуги | Расход защитного газа, л/ч | Толщина пластины, мм | |
Ток, А | Напряжение на дуге, В | |||||||
200 | И | Сплошная из алюминия и его сплавов | 1,25 | 50 | 14-15 | Аргон | 400 | 1,5-2,0 |
2,0 | 200 | 24-25 | 840 | 8-10 | ||||
Г | Стальная сплошная | 0,8 | 70 | 17-18 | Углекислый газ | 450 | 1,5-2,0 | |
1,2 | 200 | 23-25 | 660 | 5-6 | ||||
У | Сплошная из алюминия и его сплавов | 1,25 | 50 | 14-15 | Аргон | 400 | 1,5-2,0 | |
2,0 | 200 | 24-25 | 840 | 8-10 | ||||
Стальная сплошная | 0,8 | 70 | 17-18 | Углекислый газ | 450 | 1,5-2,0 | ||
1,2 | 200 | 23-25 | 660 | 5-6 | ||||
315 | И | Сплошная из алюминия и его сплавов | 1,6 | 60 | 15-16 | Аргон | 420 | 3-4 |
2,0 | 230 | 28-30 | 900 | 12-15 | ||||
Г | Стальная сплошная | 1,0 | 100 | 19-20 | Углекислый газ | 500 | 3-4 | |
1,4 | 300 | 28-30 | 900 | 6-8 | ||||
У | Стальная сплошная | 1,0 | 100 | 19-20 | Углекислый газ | 500 | 3-4 | |
1,4 | 300 | 28-30 | 900 | 6-8 | ||||
Сплошная из алюминия и его сплавов | 1,6 | 60 | 14-15 | Аргон | 420 | 3-4 | ||
2,0 | 230 | 28-30 | 900 | 12-15 | ||||
400 | Г | Стальная сплошная | 1,2 | 100 | 19-20 | Углекислый газ | 500 | 3-4 |
1,6 | 400 | 33-35 | 1050 | 10-12 | ||||
Стальная порошковая | 2,0 | 150 | 19-20 | 900 | 5-6 | |||
2,0-2,5 | 400 | 29-32 | 1200 | 10-12 | ||||
О | Стальная самозащитная порошковая | 2,0 | 150 | 19-21 | - | - | 5-6 | |
3,0 | 400 | 24-28 | 10-12 | |||||
500 | Г | Стальная сплошная | 1,2 | 100 | 19-20 | Углекислый газ | 500 | 3-4 |
2,0 | 500 | 36-40 | 1200 | 15-20 | ||||
Стальная порошковая | 2,0 | 150 | 19-21 | 900 | 5-6 | |||
2,0-2,5 | 500 | 32-36 | 1200 | 15-20 | ||||
Ф | Стальная сплошная | 1,6 | 200 | 31-33 | Флюс | - | 5-6 | |
2,0 | 500 | 38-42 | 15-20 | |||||
О | Стальная самозащитная | 2,0 | 150 | 19-21 | - | - | 5-6 | |
3,0 | 500 | 26-30 | 15-20 | |||||
630 | Г | Стальная сплошная | 1,2 | 100 | 19-20 | Углекислый газ | 500 | 3-4 |
2,0 | 630 | 42-46 | 1400 | 15-20 | ||||
Стальная порошковая | 2,0 | 100 | 19-21 | 900 | 5-6 | |||
2,0-2,5 | 550 | 36-40 | 1280 | 15-20 | ||||
Ф | Стальная сплошная | 1,6 | 200 | 31-33 | Флюс | - | 5-6 | |
2,0 | 630 | 44-48 | 15-20 | |||||
О | Стальная самозащитная | 2,0 | 150 | 19-21 | - | 5-6 | ||
3,0 | 500 | 26-30 | 15-20 | |||||
В процессе проверки допускается закреплять сварочную горелку в устройстве, обеспечивающем механизированное ее перемещение относительно пластины, а также использовать одну горелку при испытании партии полуавтоматов.
Проверка полуавтоматов должна проводиться на контрольном источнике сварочного тока, однотипном с входящими в комплект проверяемых полуавтоматов. Источник сварочного тока следует заменять не реже раза в год и при конструктивных изменениях комплектующих источников тока, влияющих на их сварочные свойства, или их модернизации.
Наплавку в углекислом газе, под флюсом и открытой дугой следует производить на пластины из низкоуглеродистой стали. Наплавку в аргоне - на пластины из алюминиевого сплава АМг 6. Длина пластин должна быть не менее 350 мм. Поверхность образцов должна быть очищена от грязи, ржавчины и обезжирена, а образцов из алюминиевых сплавов - протравлена или защищена механическим путем для удаления окисной пленки.
При периодических, типовых и классификационных испытаниях следует производить наплавку не менее 5 валиков длиной 300 мм. При наплавке в углекислом газе (ГОСТ 8050-85) следует применять электродную проволоку марок Св-08Г2С или Св-08ГС по ГОСТ 2246-70. При наплавке под флюсом АН-348А или ОСЦ-45 (ГОСТ 9087-81) следует применять электродную проволоку марки Св-08А по ГОСТ 2246-70. При наплавке порошковой проволокой в углекислом газе следует применять порошковую проволоку марок ПП-АН8, ПП-АН9 или ПП-АН10, а при наплавке открытой дугой следует применять самозащитную порошковую проволоку марок ПП-АН3 и ПП-АН11.
При наплавке в аргоне алюминия следует применять алюминиемагниевую сварочную проволоку марки АМг- 61 по ГОСТ 7871-75.
Поверхность сварочной проволоки должна быть тщательно очищена от технологической смазки и других загрязнений. Длина вылета электродной проволоки должна быть равной 10 ее диаметрам ±2 мм.
Скорость сварки поддерживается около 25 м/ч.
Наплавку в углекислом газе, аргоне, под флюсом и открытой дугой следует производить на обратной полярности.
При испытаниях следует следить за надежностью контакта электродной проволоки в токоподводящем мундштуке горелки.
(Измененная редакция, Изм. N 1, 3).
6.13. Превышение температуры отдельных элементов электрической схемы (п.2.10) проверяют по ГОСТ 2933-83 после работы полуавтомата в номинальном режиме до установившейся температуры.
Допускается производить проверку при нагрузке на активное сопротивление на режиме, эквивалентном номинальному.
6.14. Напряжение радиопомех (п.2.9), создаваемых полуавтоматом, проверяют по ГОСТ 16842-82* и "Общесоюзным нормам допускаемых индустриальных радиопомех" (Нормы 1-72**-9-72***) на режимах, указанных в табл.5.
________________
* На территории Российской Федерации действует ГОСТ Р 51320-99;
** На территории Российской Федерации документ не действует. Действуют Нормы 1-96;
*** На территории Российской Федерации документ не действует. Действуют Нормы 9-93. - Примечания изготовителя базы данных.
6.15. Проверка шумовых характеристик полуавтомата - по ГОСТ 12.1.028-80*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 51402-99. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
6.16. Проверка степени защиты (п.4.1) шкафа управления (для полуавтоматов с аппаратурой управления, встроенной в отдельный шкаф) - по ГОСТ 14254-80 и ГОСТ 17494-87*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ IEC 60034-5-2011. - Примечание изготовителя базы данных.
6.17. Показатели надежности полуавтоматов (п.2.21) проверяют по методике, разработанной Министерством электротехнической промышленности.
6.18. Испытание на воздействие механических факторов (п.2.19) проводят по ГОСТ 16962-71. Полуавтомат подвергается испытаниям на ударную прочность по методу 104-1 в эксплуатационном положении без нагрузки. Датчик устанавливается по центру стола стенда ударных испытаний.
6.19. Устойчивость к климатическим воздействиям (п.2.2) проверяют по ГОСТ 16962.1-89.
Испытание на теплостойкость при эксплуатации проводят по методу 201-2 при работе подающего механизма в режиме холостого хода в течение 4 ч на оборотах двигателя, соответствующих верхнему пределу для данного типа полуавтомата скорости подачи электродной проволоки. В конце испытания проверяют пределы скорости подачи электродной проволоки (п.1.2) по оборотам подающих роликов и производят внешний осмотр.
Испытание на холодостойкость при эксплуатации проводят по в методу 203-1, а при температуре транспортирования и хранения - по методу 204-1. Продолжительность выдержки в камере холода - 4 ч.
Проверку работоспособности полуавтомата и внешний осмотр проводят после того, как он достигнет нормальной температуры окружающей среды.
Испытание на влагостойкость проводят по методу 207.
Измеренное через 15 мин после испытаний сопротивление изоляции токоведущих частей, электрически связанных с питающей сетью, должно быть не менее 0,3 МОм.
6.20. Полуавтоматы, предназначенные для экспорта в страны с тропическим климатом, проверяют методами, изложенными в настоящем стандарте. Проверка превышения температуры элементов электрической схемы над температурой окружающего воздуха, электрической прочности изоляции, теплостойкости при эксплуатации и влагостойкости - по ГОСТ 16962.1-89.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На подающем механизме полуавтомата и на шкафу управления полуавтоматов с аппаратурой управления, встроенной в отдельный шкаф, должны быть укреплены таблички по ГОСТ 12971-67, а для полуавтоматов, предназначенных для экспорта в страны с тропическим климатом, - и по ГОСТ 16962.1-89, на которых указывают следующие данные по ГОСТ 18620-86:
товарный знак предприятия-изготовителя (на табличках полуавтоматов, предназначенных для экспорта, допускается указывать товарный знак внешнеторговой организации);
наименование и тип полуавтомата;
месяц и год выпуска (для полуавтоматов, предназначенных для экспорта, не указывают);
заводской номер по системе нумерации предприятия-изготовителя;
степень защиты по ГОСТ 14254-80;
код ОКП (для полуавтоматов, предназначенных для экспорта, не указывают);
номинальный сварочный ток в амперах;
номинальную относительную продолжительность нагрузки ПВ в процентах;
массу в килограммах;
обозначение настоящего стандарта (для полуавтоматов, предназначенных для экспорта) или технических условий;
надпись "Сделано в СССР" (для полуавтоматов, предназначенных для экспорта).
На табличке, укрепленной на подающем механизме, дополнительно указывают диаметры электродной проволоки в миллиметрах и пределы скорости подачи электродной проволоки в метрах в час.
На табличке, укрепленной на шкафу управления, дополнительно указывают характеристики питающей сети (род тока, число фаз, напряжение и вольтах), а для полуавтоматов, предназначенных для экспорта, - и частоту.
7.2. На видном месте полуавтомата или на табличке, а также в паспорте, если полуавтомату присвоен государственный Знак качества, должно быть нанесено изображение государственного Знака качества (для полуавтоматов, предназначенных для экспорта, не наносят).
7.1, 7.2. (Измененная редакция, Изм. N 2, 3).
7.3. Консервация и упаковка полуавтоматов - по ГОСТ 23216-78.
Вид упаковки следует устанавливать в технических условиях на полуавтоматы конкретного типа.
(Измененная редакция, Изм. N 1, 3).
7.4. Эксплуатационная документация на полуавтомат и комплектующие изделия должны быть в упаковке, обеспечивающей их сохранность при транспортировании и хранении.
7.5. Ящик для полуавтоматов, предназначенных на экспорт, - по ГОСТ 24634-81. Упаковка должна предохранять полуавтоматы от смещений, повреждений и попадания влаги.
Полуавтоматы должны быть снабжены упаковочным листом.
7.6. Транспортная маркировка - по ГОСТ 14192-77*. Требования к нанесению манипуляционных знаков и надписей следует устанавливать в технических условиях на полуавтоматы конкретного типа.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 3).
7.7. При транспортировании полуавтоматов в черте одного города допускается иная упаковка, обеспечивающая их сохранность.
7.8. Условия транспортирования полуавтоматов в части воздействия механических факторов - С или Ж по ГОСТ 23216-78, а в части воздействия климатических факторов - 7 (Ж1), 4 (Ж2), 9 (ОЖ1) и 6 (ОЖ2) по ГОСТ 15150-69.
Конкретные условия транспортирования следует устанавливать в технических условиях конкретного типа.
(Измененная редакция, Изм. N 3).
7.9. Условия хранения полуавтоматов 1 (Л) - для исполнений У и ХЛ и 3 (Ж3) - для исполнения Т по ГОСТ 15150-69 на срок сохраняемости без переконсервации два года для полуавтоматов, предназначенных для нужд народного хозяйства, и три года - для экспорта.
7.8, 7.9. (Измененная редакция, Изм. N 1).
7.10. Полуавтоматы транспортируют транспортом любого вида с соблюдением правил перевозок, установленных для транспорта данного вида.
Конкретные условия транспортирования в части воздействия механических и климатических факторов, а также вид упаковки следует устанавливать в технических условиях на полуавтомат конкретного типа.
(Введен дополнительно, Изм. N 3).
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Эксплуатация полуавтоматов - по ГОСТ 12.3.003-86 и инструкции по эксплуатации, прилагаемой к полуавтомату.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие полуавтоматов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения, установленных стандартом.
Гарантийный срок эксплуатации полуавтоматов - 12 месяцев со дня пуска их в эксплуатацию. Гарантийный срок эксплуатации для полуавтоматов, изготовляемых для экспорта, - 12 месяцев со дня пуска в эксплуатацию, но не более 24 месяцев с момента проследования их через Государственную границу СССР.
(Измененная редакция, Изм. N 1, 2, 3).