ГОСТ 18103-84
Группа Ж33
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ
ЖЕЛЕЗОБЕТОННЫХ ОБЪЕМНЫХ БЛОКОВ
САНИТАРНО-ТЕХНИЧЕСКИХ КАБИН И
ШАХТ ЛИФТОВ
Технические условия
Installations for manufacturing reinforced
concrete three-dimensional elements of
sanitary engineering cabins and lift shafts.
Specifications
ОКП 48 4224
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАН
Министерством строительного, дорожного и коммунального машиностроения
Государственным комитетом по гражданскому строительству и архитектуре при Госстрое СССР
ИСПОЛНИТЕЛИ
А.И.Мокеев (руководитель темы), Ю.М.Лукьянов, В.П.Кириченко, В.Д.Лерман, В.А.Богословский.
ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
Зам. министра Ю.А.Говоров
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 12 сентября 1984 г. N 161
ВЗАМЕН ГОСТ 18103-72
Настоящий стандарт распространяется на стационарные установки (далее - установки), предназначенные для изготовления железобетонных объемных блоков санитарно-технических кабин по ГОСТ 18048-80 и шахт (далее - блоки) по ГОСТ 17538-82 пассажирских лифтов грузоподъемностью 320 кг со скоростью движения кабин 0,71 и 1,0 м/с, отвечающих требованиям ГОСТ 5746-83.
Стандарт устанавливает требования к установкам, поставляемым для нужд народного хозяйства в районы с умеренным и холодным климатом (исполнение УХЛ, категория размещения 3 по ГОСТ 15150-69) и для экспорта в страны с умеренным и тропическим климатом (исполнения У, ТС и ТВ, категория размещения 3 по ГОСТ 15150- 69).
Настоящий стандарт устанавливает требования к продукции первой и высшей категории качества.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры установок должны соответствовать указанным в табл. 1 и на чертеже.
Таблица 1
| |||||
Наименование параметра |
|
| |||
Категория качества | |||||
первая | высшая | первая | высшая | ||
Производительность по изготовлению блоков в сутки, шт./сут, не менее |
|
| |||
Способ уплотнения бетонной |
| ||||
Тип привода распалубки и сборки бортовой оснастки |
| ||||
Управление приводами | Дистанционное | ||||
Масса установки, т, не более | 15 | 14,5 | 17 | 16,5 | |
Удельная масса, (т·сут)/м |
|
|
|
| |
|
|
|
|
| |
|
|
|
|
| |
|
|
|
|
| |
Габаритные размеры в рабочем (эксплуатационном) положении, мм, не более: |
|
| |||
Примечания:
1. В технически обоснованных случаях допускается применение приводов других типов.
2. Производительность и удельные показатели приняты из расчета двухсменной работы установок в сутки и без учета применения разогретых бетонных смесей, пластифицирующих и химических добавок ускорителей твердения бетонной смеси.
Чертеж
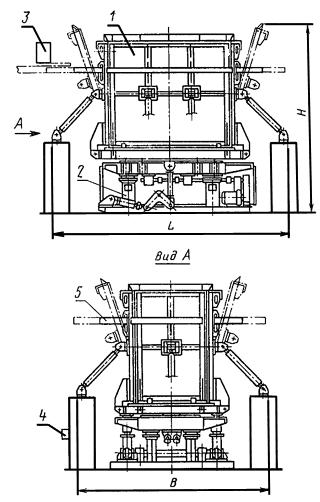
1 - бортовая оснастка; 2 - вибростол; 3 - электрооборудование;
4 - гидрооборудование; 5 - раздвижные площадки.
Примечание. Чертеж не определяет конструкцию установок.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Установки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочей документации, утвержденной в установленном порядке.
При изготовлении установок для экспорта, кроме того, должны учитываться требования заказа-наряда внешнеторговой организации, а в страны с тропическим климатом - требования ГОСТ 15151-69.
Покупные и комплектующие изделия должны изготовляться в том же исполнении, в каком изготовляется основное изделие.
2.2. При изготовлении установок, предназначенных для нужд народного хозяйства, должны быть выполнены монтажно-технологические требования ГОСТ 24444-80.
2.3. Требования к конструкции
2.3.1. Конструкция установок должна обеспечивать:
механизацию операций по распалубке и сборке оснастки, а также съем готовых блоков без их повреждений;
равномерное уплотнение и прогрев бетонной смеси для получения проектной прочности блоков в заданные сроки;
фиксацию элементов и закладных деталей объемных арматурных каркасов в проектном положении с точностью, обеспечивающей выполнение требований государственных стандартов на блоки;
унификацию и взаимозаменяемость основных сборочных единиц, например, вибростолов, бортовой оснастки (далее - оснастки) левых и правых исполнений, электрооборудования, гидрооборудования, деталей и комплектующих (покупных) изделий;
ремонтопригодность, удобство обслуживания и монтаж механизмов;
плотное соединение стыков оснастки с уплотнительными устройствами;
герметичность замкнутых полостей, регистров, коллекторов и трубопроводов, а также теплоизоляцию замкнутых полостей и свободный слив из них конденсата в рабочем положении установок, если теплоносителем является пар.
2.3.2. Установки должны изготовляться в виде отдельных транспортабельных укрупненных сборочных единиц. Конструктивное исполнение и состояние поставки этих сборочных единиц должны предусматривать применение механизированных методов сборки и бесподкладочного монтажа (на регулировочных винтах) на объекте заказчика.
2.3.3. Заводская готовность отдельно поставляемых укрупненных сборочных единиц должна исключать необходимость проведения разметочных и подгоночных работ в процессе сборки и монтажа установок на об'екте заказчика. На них должны быть нанесены сборочные и осевые риски.
2.3.4. На сборочных единицах должны быть предусмотрены контрольные площадки с целью установки уровня или других измерительных приборов, необходимых для определения отклонений от горизонтальности сборочных единиц при установке их на фундаментах.
2.3.5. Все отдельно поставляемые сборочные единицы должны иметь устройства для строповки при производстве погрузочно-разгрузочных, сборочных и монтажных работ. Места строповки должны быть обозначены.
2.3.6. Трубопроводы должны пройти предусмотренную для них очистку, промывку, обработку и контрольную сборку. На монтажные стыки должна быть нанесена маркировка.
2.4. Резьбовые соединения на установках должны быть застопорены.
2.5. Требования к материалам
2.5.1. При изготовлении металлоконструкций установок должны применяться стали с физико-механическими свойствами не ниже, чем у сталей марок:
ВСт3пс по ГОСТ 380-71 - для металлоконструкций оснастки, проемообразователей и других сборочных единиц и деталей, непосредственно подвергающихся вибрации;
ВСт3сп по ГОСТ 380-71 или 20 по ГОСТ 1050-74 - для элементов строповочных устройств сборочных единиц установки;
45 по ГОСТ 1050-74 - для замков и шарнирных соединений (осей, втулок, болтов, гаек), штырей фиксаторов и других деталей, имеющих резьбу, с последующей термической обработкой в соответствии с рабочей документацией;
40Х по ГОСТ 4543-71 - для осей и пальцев рычажно-выпрессовочной системы с последующей термической обработкой до твердости ![]() 45...50 по ГОСТ 8.064-79.
45...50 по ГОСТ 8.064-79.
2.5.2. Вкладыши оснастки для образования в блоках отверстий, уступов, выемок и т.д. допускается изготовлять из чугунных отливок по ГОСТ 1412-79, стальных по ГОСТ 977-75, алюминиевых по ГОСТ 2685-75 и из полимерных материалов по стандартам или техническим условиям.
2.6.Требования к рабочим поверхностям
2.6.1. На рабочих поверхностях установок не допускаются дефекты, превышающие указанные в государственных стандартах на металлопрокат и отливки из черных и цветных металлов.
2.6.2. Рабочие поверхности оснастки установок следует изготовлять из целых листов. Допускается образование внутренних поверхностей оснастки не более чем из двух вертикальных листов со сваркой встык при условии разделки свариваемых кромок стыков и опирания их на один из несущих элементов рамы или каркаса оснастки.
Механическая обработка при зачистке швов должна выполняться в вертикальном направлении (в направлении выпрессовки и съема блоков).
Образование наружных поверхностей оснастки допускается из нескольких частей со сваркой встык с обратной стороны без разделки свариваемых кромок, причем в месте стыка на лицевой стороне зазор между кромками не должен превышать 0,5 мм. При этом перепад листов в месте стыка не должен превышать 1 мм, кромка выступающего листа должна быть зачищена по всей длине стыка на ширину не менее 20 мм.
2.7. Требования к сварке
2.7.1. Типы и конструктивные элементы сварных соединений - по ГОСТ 5264-80, ГОСТ 8731-74, ГОСТ 11533-75, ГОСТ 11534-75, ГОСТ 14771-76, ГОСТ 14776-79, ГОСТ 15875-80, ГОСТ 16037-80 и ГОСТ 23518-79.
2.7.2. Сварка должна производиться сварочой проволокой СВ-08Г2С по ГОСТ 2246-70 или электродами типов Э46А или Э50А по ГОСТ 9467-75.
В технически обоснованных случаях допускается применение других видов сварки и нестандартных швов.
2.7.3. При сварке не допускаются следующие дефекты:
трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне, определяемые визуально;
подрезы основного металла глубиной более 0,5 мм при толщине металла до 6 мм, более 1 мм при толщине свыше 6 мм;
скопления мелких пор и включений диаметром более 0,5 мм при числе пор в одном скоплении более 10 шт. на 1 ![]() поверхности шва;
поверхности шва;
цепочки пор суммарной длиной более 20 мм на 100 мм шва.
2.7.4. При сварке прерывистым швом допускается увеличение длин проваренных участков за счет уменьшения расстояний между ними до 25% от указанных на чертеже, если это не препятствует дальнейшей сборке.
2.7.5. Исправление дефектов должно производиться путем удаления сварного шва в месте дефекта, разделки и зачистки кромок и повторной заварки. При этом не допускается исправление дефектов в одном и том же месте более одного раза.
2.7.6. Сварные швы на рабочих поверхностях должны быть зачищены заподлицо с рабочей поверхностью. Параметры шероховатости зачищенной поверхности шва Ra![]() 40 мкм по ГОСТ 2789-73.
40 мкм по ГОСТ 2789-73.
2.8. Требования к точности изготовления
2.8.1. Номинальные внутренние размеры собранных установок назначают равными соответствующим номинальным размерам блоков, изготавливаемых в этих установках.
2.8.2. Отклонения от номинальных размеров установок при высоте, длине и ширине рабочих поверхностей до 3000 мм и отсутствии специальных требований в чертежах не должны превышать указанных в табл.2.
Таблица 2
| ||||
Наименование отклонения | Установка для изготовления объемного блока санитарно-технической кабины | Установка для изготовления объемного блока шахты лифта | ||
| ||||
первая | высшая | первая | высшая | |
|
|
|
|
|
По длине и ширине оснастки, образующей внутреннюю поверхность блока | ±4 | ±3 | 0; -5 | 0; -4 |
По высоте оснастки | ±6 | ±4 | 0; -8 | 0; -6 |
По положению оснастки, образующей перегородку блока (разобщенной кабины) | ±4 | ±3 | ||
По толщине формовочных отсеков оснастки | ±3 | ±2 | ±3 | ±2 |
По размерам и расположению проемообразователей | ±4 | ±3 | ±4 | ±3 |
По размерам и расположению вкладышей | ±3 | ±2 | ±4 | ±3 |
По размерам технологических (распалубочных) уклонов оснастки, образующей глухие поверхности стенок блока | ±3 | ±2 | +2; -3 | 0; -3 |
Отклонение от плоскостности оснастки и поддона, не более | 5 | 3 | 5 | 3 |
Отклонение от перпендикулярности оснастки, образующей внутреннюю поверхность блока, не имеющей технологического уклона, к плоскости поддона, не более | 2 | 2 | ||
Отклонение от перпендикулярности оснастки, образующей наружную поверхность блока, к плоскости поддона, не более | 4 | 3 | 4 | 3 |
Разность длин диагоналей проемообразователей, верхней и нижней плоскостей, образующих торцы блока, не более | 8 | 6 | 8 | 6 |
2.8.3. Отклонения от прямолинейности рабочих поверхностей оснастки, поддона и проемообразователей не должны превышать 2 мм на длине 2 м; не более 3 мм по всей длине.
2.8.4. Прилегаемые и стыкуемые элементы оснастки установок должны плотно примыкать друг к другу. Зазоры в отдельных местах примыкания не должны превышать 1,5 мм при максимальной длине отдельного зазора не более 200 мм; общая длина местных зазоров не должна превышать 0,25 длины примыкания.
2.8.5. В установках для изготовления блоков шахт лифтов допуск соосности отверстий и штырей приспособлений (для фиксации монтажных устройств блоков), устанавливаемых на поддоне и в верхней части бортовой оснастки, относительно их общей оси - не более 2 мм; отклонения размеров по расположению этих приспособлений в плане ± 2 мм.
2.9. Требования к защитным покрытиям
2.9.1. Все нерабочие поверхности установок, запасные части и принадлежности должны быть окрашены лакокрасочным материалом. Окраска должна удовлетворять условиям эксплуатации ![]() и показателям внешнего вида не ниже VI класса по ГОСТ 9.032-74. При окраске должны учитываться климатические условия эксплуатации по ГОСТ 9.104-79.
и показателям внешнего вида не ниже VI класса по ГОСТ 9.032-74. При окраске должны учитываться климатические условия эксплуатации по ГОСТ 9.104-79.
Поверхности, подготовленные под окраску, должны быть очищены не ниже 3-й степени очистки от окислов по ГОСТ 9.402-80. На поверхности установок, изготовляемых для нужд народного хозяйства и для экспорта в страны с умеренным климатом, следует наносить грунтовку ПФ-20 по ГОСТ 18186-79 и окрашивать эмалью ПФ-115 по ГОСТ 6465-76.
Для стран с тропическим климатом следует наносить грунтовку ВЛ-08 по ГОСТ 12707-77 или ФЛ-03К по ГОСТ 9109-81 и производить окраску эмалью ХВ-110 по ГОСТ 18374-79.
При изготовлении установок на экспорт допускается применять другие грунты и окраску, указанные в заказе-наряде внешнеторговой организации.
2.9.2. В установках, аттестуемых по высшей категории качества, все крепежные изделия, оси, пальцы, втулки, ниппели и т.д. должны иметь гальванические покрытия в соответствии с ГОСТ 9.301-78; требования к выбору покрытий - по ГОСТ 9.303-84.
2.9.3. Рабочие и трущиеся поверхности установок, запасных деталей и принадлежностей должны быть подвергнуты консервации по ГОСТ 9.014-78.
2.10. Ресурс установок до первого капитального ремонта - не менее 1500 циклов, для установок высшей категории качества - 2000 циклов.
Срок службы установок до списания - не менее 8,5 лет.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция установок должна обеспечивать безопасность их при хранении, транспортировании, монтаже, эксплуатации, техническом обслуживании и ремонте в соответствии с требованиями ГОСТ 12.2.003-74.
3.2. Электрооборудование
3.2.1. Электрооборудование установок должно обеспечивать безопасность при его эксплуатации в соответствии с "Правилами технической эксплуатации электроустановок потребителей" и "Правилами техники безопасности при эксплуатации электроустановок потребителей", утвержденными Госэнергонадзором Минэнерго СССР.
3.2.2. Монтаж электрооборудования должен быть выполнен в соответствии с "Правилами устройства электроустановок" (ПУЭ-76), утвержденными Минэнерго СССР, а также с ГОСТ 12.1.018-79, ГОСТ 12.1.030-81 и ГОСТ 12.2.007.0-75.
3.2.3. Шкаф-пульт, в котором расположена электрическая аппаратура управления, должен иметь степень защиты IP44 по ГОСТ 14254-80.
3.2.4. Приводы установок или обслуживающее их оборудование должны иметь электрические блокировочные устройства для их автоматического отключения при достижении подвижными частями установок конечных положений в процессе распалубки блоков и сборки оснастки для подготовки к формованию.
3.2.5. Установки должны иметь вводной выключатель ручного действия, размещенный в безопасном и удобном для обслуживания месте. Выключатель предназначают для подключения электрооборудования установки к питающей сети, а также для отключения ее от сети на время перерыва в работе или в аварийных случаях, которые могут вызвать поломку оборудования. Вводной выключатель не допускается устанавливать на дверце шкафа-пульта.
3.2.6. Вводной выключатель по своим параметрам должен выбираться в расчете на сумму токов всего подключаемого электрооборудования, которое может работать одновременно, и обеспечивать включение и отключение номинального рабочего тока установки в нормальном режиме ее работы.
3.2.7. Вводной выключатель должен иметь два определенных фиксированных состояния контактов - включенное и отключенное; иметь видимый разрыв между контактами или указатель положения, который показывает состояние "отключено" только тогда, когда расстояние между контактами достигнет необходимого значения, гарантирующего полный разрыв коммутируемой цепи.
3.2.8. На шкафах-пультах и клеммных коробках, которые недостаточно ясно показывают, что они содержат электрическую аппаратуру, должны быть помещены предупреждающие знаки электрического напряжения по ГОСТ 12.4.026-76. В шкафах-пультах с аппаратурой электрического управления контактные зажимы или верхние контакты вводных выключателей, предназначенных для присоединения кабелей и проводов, идущих от источников питания, должны быть надежно защищены крышками из изоляционного материала от случайного прикосновения обслуживающего персонала при открытых дверцах шкафа-пульта. На крышках должен быть предупреждающий знак электрического напряжения по ГОСТ 12.4.026-76.
3.2.9. Для запирания дверей шкафов-пультов с электрооборудованием должны применяться запоры, закрывающиеся с помощью специального ключа, или замки с вынимающимися ключами, а также винты, которые нельзя отвернуть без специального инструмента.
3.2.10. Кнопки управления, предназначенные для включения, должны иметь толкатели, не выступающие за уровни фронтальных колец или лицевой части кнопочной станции (пульта, панели); кнопки отключения ("Стоп") могут выступать.
3.2.11. Аппараты ручного управления и элементы сигнализации для пояснения их назначения должны иметь четкие и ясные надписи или символы, выполненные согласно требованиям нормативно-технической документации.
3.2.12. Шкафы-пульты с электроаппаратурой должны устанавливаться таким образом, чтобы проход между открытыми дверями шкафов-пультов и оборудованием был не менее 600 мм.
3.2.13. Элементы электрооборудования, провода и контактные зажимы, к которым присоединяют провода, должны иметь стойкую маркировку в соответствии с обозначениями и нумерацией на схемах.
3.2.14. Все металлоконструкции установок (вибрационные столы, рамы, оснастка, корпуса электродвигателей, гидрооборудования, каркасы шкафов-пультов, клеммных коробок и т.д.), которые могут оказаться под напряжением выше 42 В, должны быть оснащены легко обозримыми устройствами заземления, расположенными внутри или снаружи оболочки вблизи от места ввода питающих проводов. Указанные устройства должны иметь заземляющие винты или присоединительные зажимы, на поверхности которых должно быть нанесено антикоррозионное токопроводящее покрытие для соединения с заземляющими шинами или зануляющими проводами. Между головками винтов, используемых для заземления, и заземляемыми частями не должно быть электроизолирующего слоя лака, краски, эмали.
3.2.15. Не допускается использование для заземления винтов, шпилек, гаек, применяемых для соединения сборочных единиц и деталей. Они могут использоваться в исключительных случаях при отсутствии возможности применения заземляющего зажима.
3.2.16. Конструкция органов управления должна соответствовать требованиям ГОСТ 12.2.064-81, символы органов управления - по ГОСТ 12.4.040-78.
3.3. Уровни шума и вибрации
3.3.1. Конструкция установок должна предусматривать следующие основные средства, снижающие уровни шума и вибрации:
виброизолирующие опоры, на которые устанавливают вибрируемые металлоконструкции;
упругие прокладки, обрамляющие контур прилегания и стыковки элементов оснастки, образующей наружную поверхность блока;
конструкционные разрывы (зазоры) между проемообразователями и вкладышами, установленными на рабочих поверхностях оснастки, образующими наружную поверхность блока, и рабочими поверхностями оснастки, образующими внутреннюю поверхность блока;
посадки шарнирных соединений (тяг, рычагов и т.п.) не выше 11-го квалитета по ГОСТ 25346-82 и ГОСТ 25348-82.
3.3.2. Уровни звукового давления (в октавных полосах частот) на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.003-83.
3.3.3. Уровни вибрации (в октавных полосах частот) на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.012-78.
3.4. Все работы, связанные с подготовкой установок к формованию (чистка и смазка рабочих поверхностей, установка арматурных каркасов, распалубка, съем готовых блоков и сборка оснастки) должны производиться при отключенном пароснабжении.
3.5. При проведении технического обслуживания, осмотра или ремонта электрооборудование установок должно быть отключено от сети.
3.6. Объемные гидроприводы должны соответствовать требованиям ГОСТ 12.2.040- 79.
3.7. В приводах подъема и опускания движущихся частей оснастки в процессе распалубки блоков, ее сборки и установки арматурных каркасов должны быть предусмотрены страховочные устройства, препятствующие самопроизвольному опусканию подвижных частей в случае внезапного отключения электроэнергии или при падении давления в гидравлической системе.
3.8. Сварку устройств для строповки укрупненных сборочных единиц установок должен производить сварщик, аттестованный в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.9. Замковые и другие резьбовые соединения должны исключать самопроизвольное открывание элементов оснастки и ослабление соединений во время работы установок.
3.10. Соединения патрубков замкнутых полостей или регистров магистральными паро- и конденсатопроводами должны исключать парение или протекание конденсата.
3.11. Оснащение и организация рабочих мест должны соответствовать требованиям ГОСТ 12.2.033-78 и ГОСТ 12.2.061-81.
3.12. Освещение рабочих и нерабочих мест, а также органов управления - по СНиП II-4-79.
3.13. Погрузочно-разгрузочные работы должны производиться в соответствии с требованиями ГОСТ 12.3.009-76.
3.14. Сигнальные цвета - по ГОСТ 12.4.026-76 и ГОСТ 12.4.027-76.
3.15. Рабочие площадки и ограждения, устраиваемые на месте при размещении установок предприятием-потребителем, должны удовлетворять требованиям п.8.1.
4. КОМПЛЕКТНОСТЬ
4.1. Установки должны поставляться укомплектованными в соответствии с ведомостью комплекта поставки, входящей в состав формуляра или паспорта по ГОСТ 2.601- 68 и согласованной с потребителем установок.
4.2. К установкам должна быть приложена эксплуатационная документация по ГОСТ 2.601-68.
4.3. Сопроводительная документация установок, предназначенных для экспорта, - по ГОСТ 6.37-79 и заказу-наряду внешнеторговой организации.
5. ПРАВИЛА ПРИЕМКИ
5.1. Установки должны быть приняты отделом технического контроля (ОТК) предприятия-изготовителя в соответствии с требованиями настоящего стандарта и рабочей документации.
5.2. Установки принимают партиями. Партией считают до 10 установок одного типоразмера. Установки, отличающиеся друг от друга исполнениями или сборками, следует считать единым типоразмером.
5.3. При изготовлении установок для нужд народного хозяйства входной контроль на материалы и комплектующие изделия производят выборочно в соответствии с технологическими картами.
5.4. При изготовлении установок на экспорт входному контролю подвергают все материалы и комплектующие изделия.
5.5. Операционному контролю на соответствие требованиям пп.2.5-2.8, 2.9.2, 3.2 подвергают все детали и сборочные единицы.
5.6. Приемочному контролю подвергают каждую установку. При этом проверяют все внутренние линейные размеры установок, определяющие размеры и конфигурацию формуемых объемных блоков, а также соответствие установок требованиям пп. 2.2, 2.3.2 - 2.3.6, 2.4, 2.9.1, 2.9.3, 3.6 - 3.9, 4.1 - 4.3.
5.6.1. Приемочный контроль должен предусматривать контрольную сборку одной установки из партии с проведением стендовых испытаний, включающих обкатку приводов и механизмов на холостом ходу (без рабочей нагрузки) и проверку взаимодействия подвижных элементов установок.
5.6.2. Каждая установка, поставляемая на экспорт, при приемочном контроле должна быть подвергнута контрольной сборке на стенде.
5.6.3. Для проверки консервации установок от каждой партии отбирают одну установку.
5.7. Постановку на производство установок и типовых представителей установок индивидуального производства производят по ГОСТ 15.001-73.
Программа и методика испытаний должны предусматривать пробное изготовление блоков с арматурой и закладными деталями и определение соответствия блоков требованиям ГОСТ 18048-80 и ГОСТ 17538-82.
5.8. Периодические испытания
5.8.1. Установки серийного производства подвергают периодическим испытаниям не реже чем один раз в 3 года по программе, составленной предприятием-изготовителем и согласованной с разработчиком конструкторской документации.
5.8.2. Периодические испытания производит предприятие-изготовитель у потребителя установок. Испытаниям подвергают одну установку для изготовления блоков санитарно-технических кабин любого типоразмера и одну установку для изготовления блоков шахт лифтов.
5.8.3. При наличии комплеса оборудования, в состав которого входят и установки, периодические испытания установок проводят в соответствии с программой испытаний на этот комплекс.
5.8.4. При проведении периодических испытаний установок серийного производства производят контроль шумовых и вибрационных характеристик.
5.9. Ресурс установок до первого капитального ремонта и ресурс до списания по п.2.10 проверяют не реже одного раза в 3 года по результатам анализа эксплуатационных наблюдений в соответствии с методикой, утвержденной в установленном порядке.
6. МЕТОДЫ КОНТРОЛЯ
6.1. Качество металла, предназначенного для изготовления установок, должно быть удостоверено сертификатами предприятий-изготовителей металла или актом испытаний лаборатории предприятия-изготовителя установок.
6.2. Входной контроль - по ГОСТ 24297-80.
6.3. Контролю на твердость подлежат все детали, прошедшие термическую обработку. Твердость деталей следует определять приборами по ГОСТ 23677-79. Измерение твердости производят в соответствии с требованиями ГОСТ 9012-59 и ГОСТ 9013-59.
6.4. Швы сварных соединений (п.2.7) контролируют визуально и измерениями в соответствии с требованиями ГОСТ 3242-79.
6.5. Контроль деталей на заготовительных операциях производят измерительными средствами, обеспечивающими погрешность измерения не более 1 мм.
6.6. Контроль качества резьб производят визуально и предельными калибрами.
6.7. Контроль диаметров отверстий, валов, пальцев производят мерительными средствами, обеспечивающими точность измерений, предусмотренную в рабочей документации.
Размеры фасок до 2,5 мм и радиусов закруглений до 6 мм допускается контролировать визуально.
6.8. Основные размеры и расстояния между элементами, определяющие геометрические размеры формуемых блоков, контролируют не менее чем в трех сечениях по высоте рабочих поверхностей (в нижнем, среднем и верхнем сечениях).
6.9. Линейные размеры (пп.2.8.1, 2.8.2) проверяют металлическими линейками по ГОСТ 427-75, угольниками по ГОСТ 3749-77, рулетками по ГОСТ 7502-80 и штангенциркулями по ГОСТ 166-80 во всех изготавливаемых установках.
6.10. Отклонения от прямолинейности, плоскостности и измерения местных зазоров (пп. 2.8.2 - 2.8.5) проверяют поверочными линейками по ГОСТ 8026-75, индикаторами часового типа по ГОСТ 577-68, металлическими линейками по ГОСТ 427-75, стальными или капроновыми струнами, нивелирами по ГОСТ 10528-76, наборами щупов второго класса по ГОСТ 882-75, отвес-рейками или шаблонами, принятыми метрологической службой.
6.11. Отклонения от плоскостности рабочих поверхностей определяют по результатам измерения действительного отклонения одной из четырех угловых точек измеряемой поверхности от плоскости, проходящей через три другие точки.
6.12. Отклонения от перпендикулярности и измерения уклонов рабочих поверхностей определяют при помощи уровня, отвеса и металлической линейки.
6.13. Проверку на герметичность замкнутых полостей, регистров и коллекторов всех установок следует производить путем испытаний в течение 10 мин водой давлением 0,015 МПа (0,15 кгс/![]() ). Появление отдельных капель или пятен на поверхности сварных швов не допускается.
). Появление отдельных капель или пятен на поверхности сварных швов не допускается.
6.14. Правила приемки и методы контроля металлических покрытий (п. 2.9.2) - по ГОСТ 9.302-79.
6.15. Контроль качества металлических поверхностей (п. 2.9.1), подготовленных к окраске, следует проводить по ГОСТ 9.402-80.
Качество лакокрасочных покрытий всех установок проверяют по эталонам, утвержденным в установленном порядке.
Испытания лакокрасочных покрытий - по ГОСТ 9.403-80, ГОСТ 9.074-77 и ГОСТ 9.401-79.
6.16. Обкатку приводов виброоргана на холостом ходу производят при полностью собранных установках продолжительностью 1 мин, не менее трех раз с интервалами между включениями приводов 3 мин.
6.17. При обкатке приводов распалубки (выпрессовки) блоков и сборки оснастки установок производят не менее 10 полных циклов подъема и опускания подвижных частей установок.
6.18. Измерения параметров шума по ГОСТ 12.1.028-80 и вибрации по ГОСТ 12.1.012-78 следует производить на предприятии-потребителе под нагрузкой.
6.19. Комплектность установок проверяют по ведомости комплекта поставки, входящей в состав формуляра или паспорта.
6.20. Контроль консервации производят визуально по каждой операции, предусмотренной ГОСТ 9.014-78 для всех установок.
6.21. Контроль упаковки в части воздействия механических и климатических факторов производят по ГОСТ 23170-78 Е.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Маркировка
7.1.1. Отдельно поставляемые сборочные единицы и детали установок должны иметь маркировку, соответствующую рабочей документации. Маркировка должна производиться по ГОСТ 14192-77.
7.1.2. На каждой установке на одном из элементов нерабочей поверхности оснастки должна быть прикреплена металлическая табличка по ГОСТ 12969-67 и ГОСТ 12971-67 из коррозионностойкого металла, на которой наносят:
наименование или товарный знак предприятия-изготовителя;
изображение государственного Знака качества по ГОСТ 1.9-67 (на установках, аттестованных по высшей категории качества);
условное обозначение установки;
порядковый номер установки по системе нумерации предприятия-изготовителя;
массу установки;
год выпуска;
обозначение настоящего стандарта.
7.1.3. На установках, изготовляемых для экспорта, табличка должна содержать:
наименование или товарный знак предприятия-изготовителя;
порядковый номер установки по системе нумерации предприятия-изготовителя;
надпись "Made in USSR".
7.2. Упаковка
7.2.1. Установки отправляют потребителю отдельными грузовыми местами без упаковки основных конструкций с местной защитой виброорганов, электродвигателей и гидродвигателей упаковочными средствами по ГОСТ 9.014-78: УМ-2 - для установок, изготовляемых на внутренний рынок, УМ-4 - для установок, изготовляемых на экспорт.
Местная упаковка должна соответствовать категории не ниже КУ-3 по ГОСТ 23170- 78Е.
7.2.2. Основные параметры грузовых мест установок должны соответствовать указанным в табл.3.
Таблица 3
| Значения параметров грузового | ||||
| Габаритные размеры, мм |
| |||
Длина | Ширина | Высота | кг | ||
Деревянный ящик (гидрооборудование, электрооборудование, мелкие сборочные единицы, ЗИП) |
|
|
|
|
|
Оснастка (борта, вибросердечник, выпрессовочная рама) |
|
|
|
|
|
Вибростол (опорная рама, виброрама, гидравлический выпрессовочный механизм) |
|
|
|
|
|
Привод виброоргана (электродвигатель, рама, редуктор, ограждение) | 1 | 1200 | 700 | 800 | 350 |
Отодвижные площадки | 1 | 3300 | 700 | 800 | 450 |
Примечание: Составы грузовых мест указаны условно и определяются конструктивными особенностями установок.
7.2.3. Гидрооборудование, шкафы-пульты, клеммные коробки, мелкие сборочные единицы, запасные части, инструменты и принадлежности установок должны быть упакованы в парафинированную бумагу марки БП-4-28 по ГОСТ 9569-79 и уложены в плотные деревянные ящики типа П-2 по ГОСТ 2991-76, а для экспортной продукции - в ящики такого же типа с учетом требований ГОСТ 24634-81 и заказа-наряда внешнеторговой организации. Категория упаковки - КУ-3 по ГОСТ 23170-78Е.
7.2.4. Эксплуатационная и товаросопроводительная документация должна быть упакована в парафинированную бумагу марки БП-4-28 по ГОСТ 9569-79 и помещена в пакеты из полиэтиленовой пленки толщиной от 0,15 до 0,3 мм по ГОСТ 10354-82 с последующей герметичной сваркой швов.
Пакеты должны быть вложены в ящик с комплектующими изделиями.
7.2.5. В наружный пакет с документацией должен быть вложен вкладыш из бумаги или картона с четкой надписью на русском языке и языке, указанном в заказе-наряде внешнеторговой организации, "Техническая и сопроводительная документация", которую можно прочесть, не вскрывая пакет.
7.2.6. Каждое грузовое место должно иметь транспортную маркировку по ГОСТ 14192-77, содержащую основные, дополнительные и информационные надписи.
Транспортную маркировку грузовых мест установок, транспортируемых без упаковки, наносят на фанерные ярлыки, а ящиков - на одну из боковых сторон. Способ нанесения маркировки - окраска по трафарету.
Ярлыки должны быть прикреплены к сборочным единицам проволокой.
Дополнительные требования к маркировке установок, предназначенных для экспорта, - по ГОСТ 14192-77.
7.2.7. Неокрашенные металлические поверхности, транспортируемые без упаковки, а также мелкие сборочные единицы, запасные части, инструмент и принадлежности перед упаковкой должны быть подвергнуты консервации по группе П-1, вариант защиты ВЗ-4 по ГОСТ 9.014-78.
Срок действия консервации - 3 года, если иное не предусмотрено в заказе-наряде внешнеторговой организации.
7.2.8. Консервацию комплектующих (покупных) изделий производят в соответствии с инструкциями и паспортами на эти изделия.
7.2.9. Все отверстия штуцеров гидрооборудования, ниппелей паропроводов и конденсатоотводов должны быть закрыты пластмассовыми колпачками, заглушками или пробками.
7.2.10. Упаковка должна предохранять груз от механических повреждений при транспортировании и погрузочно-разгрузочных работах.
Упаковываемые в ящики изделия должны быть установлены и застопорены в положении, при котором ящики имеют наименьшие габаритные размеры и исключается накопление влаги в полостях (емкостях, углублениях и т.д.) изделий при транспортировании и хранении.
7.2.11. Упаковка изделий (п. 7.2.3) не должна иметь острых выступающих частей (гвоздей, концов проволоки и т.д.), углов, кромок и поверхностей с неровностями, которые могут нанести повреждения транспортным средствам, их внутреннему оборудованию, упаковке других грузовых мест и обслуживающему персоналу.
7.3. Транспортирование
7.3.1. Перевозка укрупненных сборочных единиц установок может производиться транспортом любого вида в соответствии с правилами перевозок грузов, установленными для каждого вида транспорта.
7.3.2. При транспортировании сборочные единицы установок и их внутренние устройства должны быть надежно закреплены от перемещений.
7.4. Хранение
7.4.1. Хранение сборочных единиц, поставляемых без упаковки, как правило, должно производиться под навесом на ровном твердом основании на деревянных брусках сечением не менее 100х100 мм.
При хранении сборочных единиц на открытом воздухе они должны быть защищены от солнечных лучей и атмосферных осадков водонепроницаемыми материалами (брезентом, рубероидом и т.д.).
Упакованные в деревянные ящики комплектующие изделия, мелкие сборочные единицы, запасные части, инструмент и принадлежности должны храниться в закрытых помещениях.
7.4.2. Условия хранения и транспортирования - по ГОСТ 15150-69: группа ОЖ3 - для установок, предназначенных для районов с умеренным климатом, ОЖ1 - для установок, предназначенных для районов с тропическим климатом.
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. При размещении и эксплуатации установок в производственных помещениях, а также при организации рабочих мест должны быть устроены рабочие площадки и ограждения.
8.1.1. На установках при обслуживании которых требуется пребывание работающего на уровне выше пола, площадки и лестницы должны иметь нескользкий настил.
Со сторон, представляющих опасность травмирования, площадки (галереи) должны ограждаться перилами высотой не менее 1000 мм с обшивкой по низу высотой не менее 150 мм; на высоте 500-550 мм от настила перила должны иметь дополнительную ограждающую планку (полосу, трубу).
8.1.2. При расположении площадок (галерей) на высоте менее 2200 мм от пола их боковые поверхности следует окрашивать в желтый сигнальный цвет по ГОСТ 12.4.026 -76.
8.2. Каналы и штробы для проводки различных коммуникаций и систем (подвод теплоносителя, конденсатоотвода, гидроразводки и т.д.), а также вращающиеся части установок должны иметь съемные ограждения и укрытия.
8.3. По контуру металлоконструкции вибрационного органа (вибрационного стола, рамы и т.д.) должно быть устроено ограждение (обрамление) из резиновых пластин или конвейерной ленты на всю высоту от металлоконструкции до уровня пола.
8.4. На основании вибрационных и шумовых характеристик установок в производственных помещениях, а также при организации рабочих мест должны быть предусмотрены мероприятия по снижению уровней вибрации и шума, включающие:
разработку рациональной схемы размещения установок с учетом минимальных уровней вибрации и шума;
выбор рациональных акустических строительных решений помещений с использованием звукопоглощающих и звукоизоляционных материалов по ГОСТ 4.209-79;
выбор строительных решений оснований и перекрытий (фундаментов) для монтажа установок, обеспечивающих гигиенические нормы вибрации на рабочих местах;
проведение периодических эксплуатационных проверок уровней шума на рабочих местах не реже одного раза в год и локальной вибрации - не реже двух раз в год;
своевременное проведение плановых и предупредительных ремонтов, а также контроля за соблюдением правил и условий эксплуатации установок и их использованием в соответствии с назначением, предусмотренным нормативно-технической документацией;
введение режимов труда при работе в условиях воздействия вибрации на работающих с учетом конкретных условий труда предприятий, эксплуатирующих установки.
8.5. Система пароснабжения и конденсатоотвода на объекте эксплуатации установок должна иметь контрольно-предохранительную аппаратуру и устройства, обеспечивающие заданный режим (цикл) термообработки блоков и исключающие образование избыточного давления в паровых отсеках оснастки.
8.6. После монтажа и выверки, при закреплении установок на фундаментах гайки болтов должны быть затянуты на значение усилия предварительной затяжки. При завершении цикла пуско-наладочных работ и опробования установок (обкатки на холостом ходу) гайки фундаментных болтов следует подтянуть до расчетного значения усилия затяжки.
8.7. Рекомендуемая марка смазки рабочих поверхностей установок - ОЭ-2.
8.8. Для уменьшения преждевременного обезвоживания потолочной части блоков санитарно-технических кабин, вызывающего появление трещин в процессе термообработки, рекомендуется верхнюю часть блока накрыть непроницаемыми водостойкими и теплостойкими материалами (например, теплостойкими резиновыми ковриками, специальными пленками и т.д.).
8.9. Для облегчения съема готовых блоков с установок рекомендуется в процессе термообработки после набора блоками прочности от 2,5 до 3,0 МПа произвести их предварительную выпрессовку с сердечников на 50-100 мм с последующим возвращением блоков в исходное положение.
8.10. Съем блоков из установок рекомендуется производить самоцентрирующей (балансирной) траверсой.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие установок всем требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
9.2. Гарантийный срок эксплуатации - 12 мес со дня ввода в эксплуатацию для установок, изготовляемых для нужд народного хозяйства.
Для установок, изготовляемых на экспорт, гарантийный срок эксплуатации - 12 мес со дня ввода в эксплуатацию, но не более 24 мес с момента проследования их через государственную границу СССР.