ГОСТ 17728-80(СТ СЭВ 3868-82)*
______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 1.
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ЛИСТОГИБОЧНЫЕ ТРЕХ- И ЧЕТЫРЕХВАЛКОВЫЕ
Нормы точности
Thre- and four-roller sheet bending machines.
Normes of accuracy
ОКП 38 2730
Срок действия с 01.01.1982
до 01.01.1987*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта России
от 06.07.1992 N 647 (ИУС N 9, 1992 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.Н.Игнатов, И.Г.Тугарев
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17 декабря 1980 г. N 5856
ВЗАМЕН ГОСТ 17728-72
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 14.12.83 N 5916 с 01.07.84, Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 03.07.86 N 2003 с 01.01.87
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 3, 1984 год, ИУС N 10, 1986 год
1. Настоящий стандарт распространяется на листогибочные трех- и четырехвалковые машины, предназначенные для гибки цилиндрических и конических заготовок из листового материала в холодном и горячем состоянии.
Стандарт полностью соответствует СТ СЭВ 3868-82.
(Измененная редакция, Изм. N 1).
2. Общие требования при проведении проверок на нормы точности машины - по ГОСТ 15961-80*.
______________
* На территории Российской Федерации действует ГОСТ 15961-89. - Примечание изготовителя базы данных.
3. Перед проведением проверок валки машины устанавливаются в исходное положение для гибки цилиндрических заготовок.
4. Для проверок должен быть применен индикаторный нутромер с ценой деления 0,01 мм по ГОСТ 868-82 или плоскопараллельные концевые меры длины по ГОСТ 9038-83* и наборы щупов N 2 и 3 класса точности 2 по ГОСТ 882-75.
______________
* На территории Российской Федерации действует ГОСТ 9038-90. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1, 2).
4а. Проверки должны проводиться при полном обороте приводных валков через каждые 90°.
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).
5. Обозначение валков машин в проверках указано на черт.1.
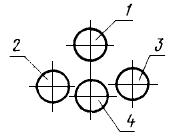
1 - валок верхний: 2 - валок боковой передний;
3 - валок боковой задний; 4 - нижний валок
Черт.1
(Измененная редакция, Изм. N 2).
6. Точность листогибочных машин проверяется путем определения отклонения валков от параллельности. Проверку параллельности валков следует проводить путем измерения расстояний между валками в сечениях АА и ББ, указанных на черт.2.
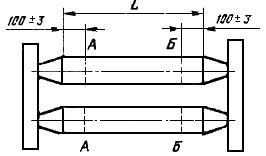
Черт.2
(Измененная редакция, Изм. N 1, 2).
7. Нормы точности машин должны соответствовать значениям, указанным в проверках 7.1-7.4.
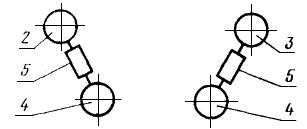
Проверка 7.1. Параллельность переднего бокового валка заднему боковому валку (только для трехвалковых машин)
МЕТОД ПРОВЕРКИ
Нутромером 5 измеряют расстояние между передним боковым валком 2 и задним боковым валком 3 (черт.3).
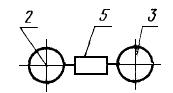
Черт.3
Отклонение от параллельности равно разности показаний нутромера.
Отклонение не должно превышать допуска параллельности, указанного в табл.1.
Таблица 1
Рабочая длина валков | Допуск параллельности при толщине листа, мм | |||||
от 1,6 | св. 4,0 | св. 6,3 | св. 12,5 | св. 32 | св. 63 | |
До 1600 | 0,4 | 0,4 | 0,4 | 0,6 | 0,6 | 0,6 |
Св. 1600 до 2500 | 0,5 | 0,5 | 0,6 | 0,6 | 1,0 | 1,0 |
" 2500 " 4000 | 0,6 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 |
" 4000 " 6300 | - | 0,8 | 1,0 | 1,2 | 1,6 | 1,6 |
" 6300 " 8000 | - | - | - | 1,3 | 2,0 | 2,0 |
Проверка 7.2. Параллельность переднего и заднего боковых валков верхнему валку
МЕТОД ПРОВЕРКИ
Нутромером 5 измеряют расстояние между передним боковым валком 2 (задним боковым валком 3) и верхним валком 1 (черт.4).
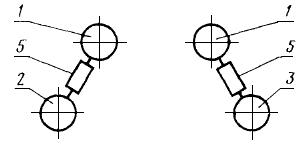
Черт.4
Отклонение от параллельности равно разности показаний нутромера.
Отклонение не должно превышать допуска параллельности, указанного в табл.2.
Таблица 2
Рабочая длина валков | Допуск параллельности при толщине листа, мм | |||||
от 1,6 | св. 2,5 | св. 6,3 | св. 12,5 | св. 32 | св. 63 | |
До 1600 | 0,10 | 0,20 | 0,25 | 0,25 | 0,40 | 0,40 |
Св. 1600 до 2500 | 0,16 | 0,25 | 0,25 | 0,40 | 0,40 | 0,40 |
" 2500 " 4000 | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 | 0,60 |
" 4000 " 6300 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,00 |
" 6300 " 8000 | - | - | - | 0,60 | 0,60 | 0,60 |
Проверка 7.3. Параллельность переднего и заднего боковых валков нижнему валку
МЕТОД ПРОВЕРКИ
Нутромером 5 измеряют расстояние между передним боковым валком 2 (задним боковым валком 3) и нижним валком 4 (черт.2 и 5).
Черт.5
Отклонение от параллельности равно разности показаний нутромера.
Отклонение не должно превышать допуска параллельности, указанного в табл.3.
Таблица 3
Рабочая длина валков | Допуск параллельности при толщине листа, мм | |||||
от 1,6 | св. 4,0 | св. 6,3 | св. 12,5 | св. 32 | св. 63 | |
До 1600 | 0,6 | 0,6 | 0,8 | 0,8 | 1,0 | 1,0 |
Св. 1600 до 2500 | 0,6 | 1,0 | 1,0 | 1,0 | 1,2 | 1,5 |
" 2500 " 4000 | 1,0 | 1,0 | 1,2 | 1,2 | 1,6 | 2,4 |
" 4000 " 6300 | - | - | 1,6 | 1,6 | 2,0 | 2,5 |
" 6300 " 8000 | - | - | 1,3 | 1,3 | 2,0 | 2,0 |
Проверка 7.4. Параллельность нижнего валка верхнему
МЕТОДЫ ПРОВЕРКИ
Нутромером 5 измеряют расстояние между верхним 1 и нижним 4 валками (черт.2 и 6).
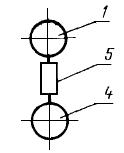
Черт.6
Отклонение от параллельности равно разности показаний нутромера.
Отклонение не должно превышать допуска параллельности, указанного в табл.4.
Таблица 4
Рабочая длина валков | Допуск параллельности при толщине листа, мм | ||||
от 1,6 до 4,0 | св. 4,0 до 12,5 | св. 12,5 до 32 | св. 32 до 63 | св. 63 | |
До 1600 | 0,10 | 0,16 | 0,16 | 0,30 | 0,30 |
Св. 1600 до 2500 | 0,25 | 0,30 | 0,30 | 0,50 | 0,60 |
" 2500 " 4000 | 0,40 | 0,50 | 0,50 | 0,80 | 1,00 |
" 4000 " 6300 | - | 0,80 | 0,80 | 1,00 | 1,60 |
" 6300 " 8000 | - | - | 2,00 | 2,00 | 2,00 |
(Измененная редакция, Изм. N 1, 2).
8. Проверки производятся при статическом нагружении валков машины.
9. В четырехвалковых листогибочных машинах, у которых нижний валок служит только для прижима листа, проверка 7.4 не проводится.
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).