ГОСТ 17443-80
Группа Л69
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗИНА
Метод определения усталостной выносливости связи
резины с кордом при многократном растяжении-сжатии
Rubber. Method for determination fatique life bond
of rubber to cord under repeated extention - compression
ОКСТУ 2509*
______________
* Код стандарта. Введено дополнительно, Изм. N 1.
Срок действия с 01.07.1981
до 01.07.1986*
_________________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного
Совета по стандартизации, метрологии и
сертификации (ИУС N 11/12, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
ИСПОЛНИТЕЛИ
М.К.Хромов, К.Н.Лазарева, В.В.Яковлева
ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
Член Коллегии А.И.Лукашов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13 февраля 1980 г. N 722
ВЗАМЕН ГОСТ 17443-72
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 21.01.91 N 24 с 01.07.91
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 1991 год
Настоящий стандарт распространяется на резину и устанавливает метод определения усталостной выносливости связи резины с кордом при многократном растяжении-сжатии.
Сущность метода заключается в многократном деформировании образца при заданной амплитуде деформации и циклическом нагружении нитей корда до выдергивания их из образца.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1. МЕТОД ОТБОРА ОБРАЗЦОВ
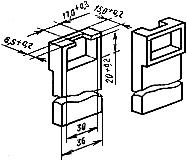
1.1. Форма и размеры образца должны соответствовать указанным на чертеже.
В поперечном направлении образца 1 относительно середины его завулканизованы две кордные нити 2.
Образцы вулканизуют в пресс-форме. Расстояние между центрами каналов для нитей корда в пресс-форме должно быть 6![]() мм.
мм.
Размеры образцов после вулканизации не контролируют. Предельные отклонения на размеры даны для пресс-формы.
Способ заготовки и вулканизации образцов указан в справочном приложении 1. После вулканизации свободные концы нитей образца очищают от привулканизовавшейся к ним резины. На поверхности образцов не должно быть видимых дефектов.
1.2. Оптимальные режимы изготовления резин и образцов из них устанавливают в зависимости от характеристики применяемых материалов.
1.3. Образцы испытывают не ранее чем через 16 ч и не позднее чем через 28 сут после вулканизации. Допускается выдерживать образцы после вулканизации свыше 28 сут, если это указано в нормативно-технической документации на резины.
1.4. Количество образцов для испытания не менее 6.
2. АППАРАТУРА
2.1. Машина для испытания, обеспечивающая:
закрепление образца в держателях и захватах, один из которых в процессе испытания неподвижен (пассивный захват), а другой совершает возвратно-поступательное движение (активный захват) с частотой 250±20 циклов в минуту. Схема держателей приведена в справочном приложении 2;
смещение подвижного захвата от 0 до 30 мм;
смещение неподвижного захвата от 0 до 150 мм;
установку смещений подвижного и неподвижного захватов с допускаемым отклонением от заданного значения не более ±1 мм;
неизменность заданных смещений подвижного и неподвижного захватов в процессе испытания;
выдергивающую силу на каждую нить от 4,9 до 98 Н (от 0,5 до 10 кгс), создаваемую грузами;
допускаемую погрешность по массе грузов не более +1%;
интервал изменения силы 4,9 Н (0,5 кгс);
циклическое нагружение каждой ветви нити с частотой 0,5±0,05 циклов в минуту;
статическое натяжение на нить не более 4,9 Н (0,5 кгс);
определение числа циклов приложения нагрузки для каждой нити.
Допускается проводить испытания на машине МРС-2, оснащенной приспособлением ВН 5111 или другого типа, удовлетворяющего требованиям настоящего стандарта.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Испытания проводят при симметричном знакопеременном цикле растяжения-сжатия при температуре окружающей среды 23±2 или 27±2 °С.
Рекомендуемый ряд амплитуд деформаций: 20±2; 25±2; 30±2%.
Рекомендуемый ряд выдергивающих сил: 9,8 (1,0); 19,6 (2,0); 29,4 (3,0); 39,2 (4,0); 49,0 (5,0) Н (кгс).
Амплитуды деформаций и выдергивающие силы выбирают таким образом, чтобы среднее значение усталостной выносливости было от 30·10![]() до 500·10
до 500·10![]() циклов.
циклов.
Допускается проводить испытания при асимметричном знакопеременном цикле растяжения-сжатия для резин, образцы из которых при симметричном знакопеременном цикле разрушаются до выдергивания нитей из резины. В этом случае рекомендуется уменьшить величину деформации растяжения, например, установить растяжение 10 или 20% и сжатие 30%.
3.2. Устанавливают смещение подвижного захвата машины, значение которого (![]() ) в мм, в соответствии с заданной амплитудой деформации образца, вычисляют по формуле
) в мм, в соответствии с заданной амплитудой деформации образца, вычисляют по формуле
![]() ,
,
где ![]() - амплитуда деформации, %;
- амплитуда деформации, %;![]() - длина рабочего участка образца, принимаемая равной 27 мм.
- длина рабочего участка образца, принимаемая равной 27 мм.
При асимметричном знакопеременном цикле растяжения-сжатия значение смещения активного захвата машины вычисляют по формуле
![]() ,
,
где ![]() - максимальная деформация растяжения, %;
- максимальная деформация растяжения, %;![]() - максимальная деформация сжатия, %;
- максимальная деформация сжатия, %;![]() - длина рабочего участка образца, принимаемая равной 27 мм.
- длина рабочего участка образца, принимаемая равной 27 мм.
Вычисленное значение ![]() округляют до ближайшего целого числа.
округляют до ближайшего целого числа.
3.3. Образец вставляют в держатели и закрепляют в захватах машины, установленных таким образом, чтобы осуществлялось симметричное или асимметричное растяжение-сжатие.
3.4. Нагружают нити корда заданной силой.
3.5. Включают машину и проводят испытания до выдергивания первой кордной нити из резины. В процессе испытания фиксируют число циклов или время от начала испытания до выдергивания первой кордной нити из резины.
(Измененная редакция, Изм. N 1).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Усталостная выносливость связи резины с кордом характеризуется числом циклов ![]() до выдергивания первой нити из резины при заданных условиях испытания.
до выдергивания первой нити из резины при заданных условиях испытания.
4.2. Число циклов до выдергивания первой нити из резины определяют по показанию счетчика. При отсутствии счетчика число циклов вычисляют по формуле
![]() ,
,
где ![]() - частота колебаний подвижного захвата машины, циклы в минуту;
- частота колебаний подвижного захвата машины, циклы в минуту;![]() - время испытания, мин.
- время испытания, мин.
4.1, 4.2. (Измененная редакция, Изм. N 1).
4.3. За результат испытания принимают среднее арифметическое показателей всех испытуемых образцов.
4.4. Результаты испытаний, полученные в разных условиях (амплитуда деформации, выдергивающая сила, температура), несопоставимы.
4.5. Результаты испытаний записывают в протокол, содержащий следующие данные:
обозначение резины и корда;
дату и условия вулканизации;
деформацию и выдергивающую силу;
число циклов до выдергивания первой нити корда из резины и среднее арифметическое значение;
дату проведения испытания.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). ЗАГОТОВКА И ВУЛКАНИЗАЦИЯ ОБРАЗЦОВ
ПРИЛОЖЕНИЕ 1
Справочное
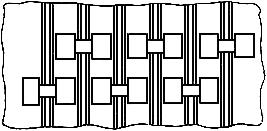
1. Резиновую смесь снимают с вальцев или каландра в виде пластины толщиной от 8 до 9 мм. Из охлажденной до температуры помещения пластины специальным ножом вырубают заготовки в форме лопаток. Вариант ножа для вырубки заготовок приведен на черт.1.
Черт.1
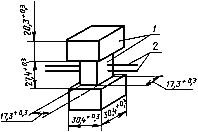
2. Расширенные участки заготовки складывают вдвое и получают заготовку по размеру гнезда одной из половинок пресс-формы. Вариант схемы пресс-формы показан на черт.2.
Черт.2
Заготовки закладывают в гнезда нижней и верхней частей пресс-формы.
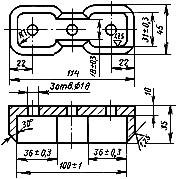
3. Нити корда закрепляют на металлической планке (черт.3) и планку с нитями корда надевают на шпильки нижней части пресс-формы. Нити корда укладывают в поперечные прорези пресс-формы.
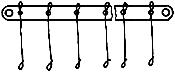
Черт.3
На свободном конце каждой нити укрепляют груз массой 150±50 г, который выпрямляет нить. Допускается накладывать полоски резиновой смеси толщиной от 1 до 2 мм на заготовки в нижней части пресс-формы. Верхнюю часть пресс-формы накладывают на нижнюю и помещают в вулканизационный пресс. Во избежание подгорания нитей при соприкосновении их с плитой вулканизационного пресса рекомендуется применять деревянные подкладки.
ПРИЛОЖЕНИЕ 2 (справочное). Схема держателей для образцов
ПРИЛОЖЕНИЕ 2
Справочное