ГОСТ 17410-78
Группа В69
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
ТРУБЫ МЕТАЛЛИЧЕСКИЕ БЕСШОВНЫЕ ЦИЛИНДРИЧЕСКИЕ
Методы ультразвуковой дефектоскопии
Non-destructive testing. Metal seamless cylindrical pipes and tubes. Ultrasonic methods of defekt detection
МКС 19.100
23.040.10
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.06.78 N 1532
3. ВЗАМЕН ГОСТ 17410-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 2789-73 | 2.3 |
ГОСТ 23702-90 | 1.5, 1.7.3 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (сентябрь 2010 г.) с Изменениями N 1, 2, утвержденными в июне 1984 г., июле 1988 г. (ИУС 9-84, 10-88)
Настоящий стандарт распространяется на прямые металлические однослойные бесшовные цилиндрические трубы, изготовленные из черных и цветных металлов и сплавов, и устанавливает методы ультразвуковой дефектоскопии сплошности металла труб для выявления различных дефектов (типа нарушения сплошности и однородности металла), расположенных на наружной и внутренней поверхностях, а также в толще стенок труб и обнаруживаемых ультразвуковой дефектоскопической аппаратурой.
Действительные размеры дефектов, их форма и характер настоящим стандартом не устанавливаются.
Необходимость проведения ультразвукового контроля, объем его и нормы недопустимых дефектов должны определяться в стандартах или технических условиях на трубы.
1. АППАРАТУРА И СТАНДАРТНЫЕ ОБРАЗЦЫ
1. АППАРАТУРА И СТАНДАРТНЫЕ ОБРАЗЦЫ
1.1. При контроле используют: ультразвуковой дефектоскоп; преобразователи; стандартные образцы, вспомогательные устройства и приспособления для обеспечения постоянных параметров контроля (угла ввода, акустического контакта, шага сканирования).
Форма паспорта стандартного образца приведена в приложении 1а.
(Измененная редакция, Изм. N 2).
1.2. Допускается применять аппаратуру без вспомогательных приспособлений и устройств для обеспечения постоянных параметров контроля при перемещении преобразователя вручную.
1.3. (Исключен, Изм. N 2).
1.4. Выявленные дефекты металла труб характеризуются эквивалентной отражающей способностью и условными размерами.
1.5. Номенклатура параметров преобразователей и методы их измерений - по ГОСТ 23702.
(Измененная редакция, Изм. N 1).
1.6. При контактном способе контроля рабочую поверхность преобразователя притирают по поверхности трубы при наружном диаметре ее меньше 300 мм.
Вместо притирки преобразователей допускается использование насадок и опор при контроле труб всех диаметров преобразователями с плоской рабочей поверхностью.
1.7. Стандартным образцом для настройки чувствительности ультразвуковой аппаратуры при проведении контроля служит отрезок бездефектной трубы, выполненный из того же материала, того же типоразмера и имеющий то же качество поверхности, что и контролируемая труба, в котором выполнены искусственные отражатели.
Примечания:
1. Для труб одного сортамента, отличающихся по качеству поверхности и составу материалов, допускается изготовление единых стандартных образцов, если при одинаковой настройке аппаратуры амплитуды сигналов от одинаковых по геометрии отражателей и уровень акустических шумов совпадают с точностью не менее ±1,5 дБ.
2. Допускается предельное отклонение размеров (диаметр, толщина) стандартных образцов от размеров контролируемой трубы, если при неизменной настройке аппаратуры амплитуды сигналов от искусственных отражателей в стандартных образцах отличаются от амплитуды сигналов от искусственных отражателей в стандартных образцах того же типоразмера, что и контролируемая труба, не более чем на ±1,5 дБ.
3. Если металл труб неоднороден по затуханию, то допускается разделение труб на группы, для каждой из которых должен быть изготовлен стандартный образец из металла с максимальным затуханием. Методика определения затухания должна быть указана в технической документации на контроль.
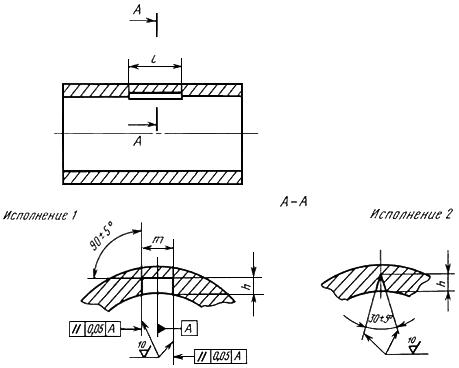
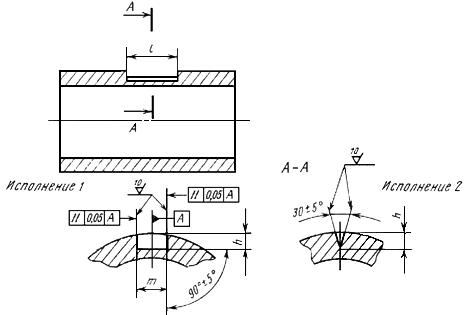
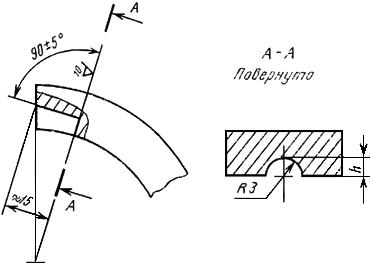
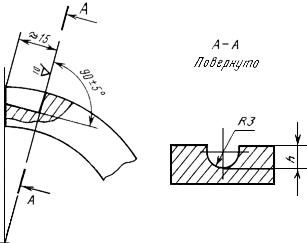
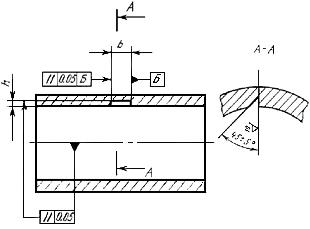
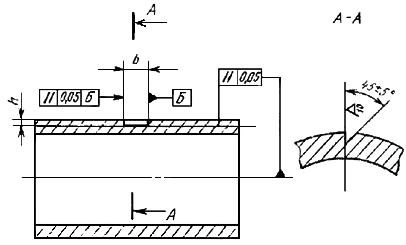
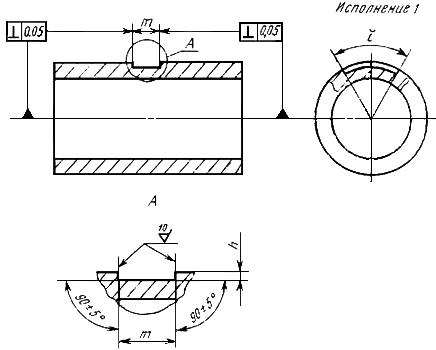
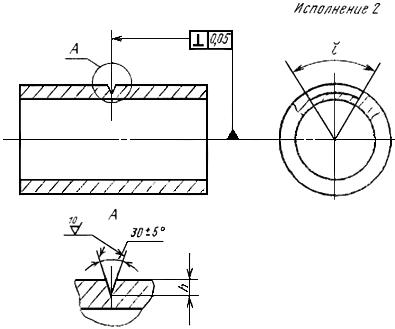
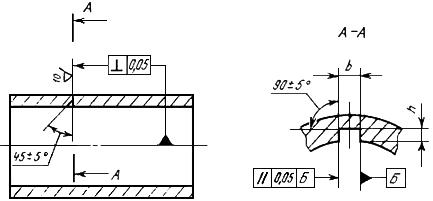
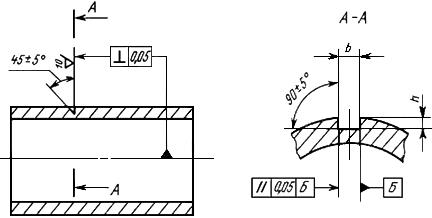
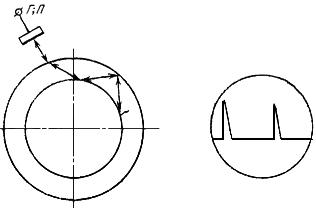
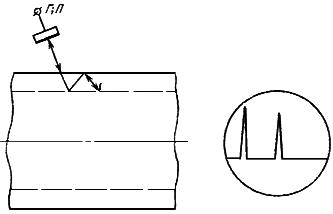
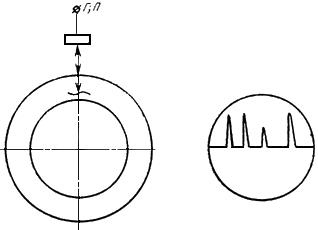
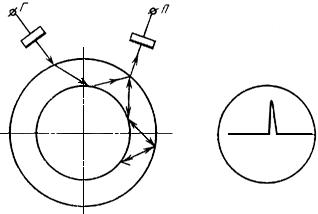
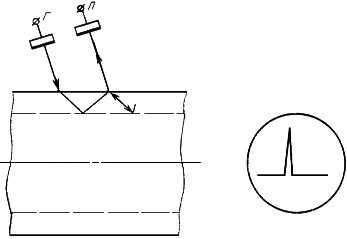
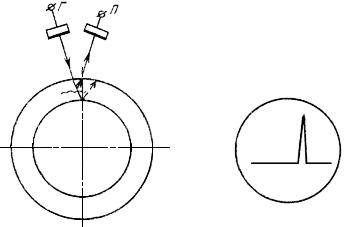
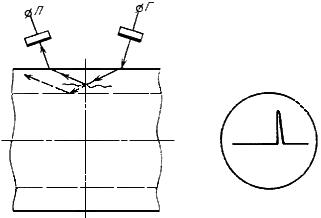
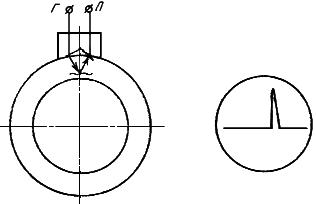
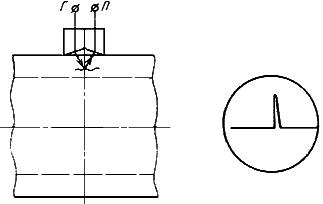
1.7.1. Искусственные отражатели в стандартных образцах для настройки чувствительности ультразвуковой аппаратуры на контроль продольных дефектов должны соответствовать черт.1-6, на контроль поперечных дефектов - черт.7-12, на контроль дефектов типа расслоений - черт.13-14.
Примечание. Допускается использовать другие типы искусственных отражателей, предусмотренные в технической документации на контроль.
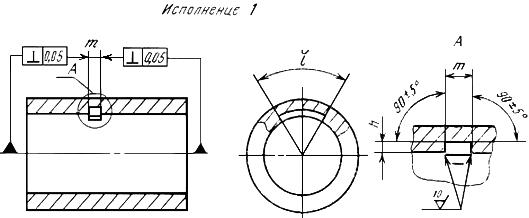
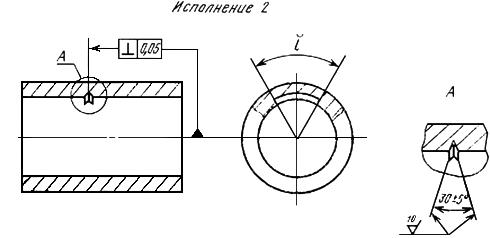
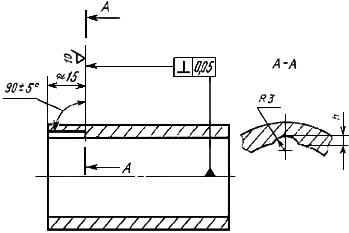
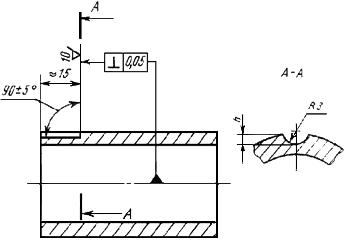
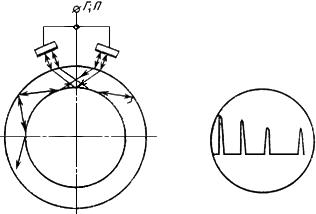
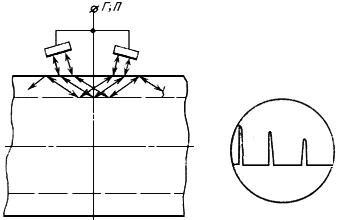
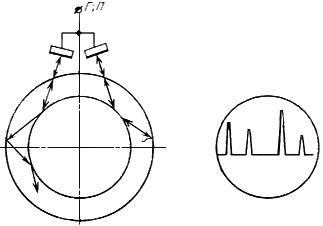
1.7.2. Искусственные отражатели типа риски (см. черт.1, 2, 7, 8) и прямоугольного паза (см. черт.13) используются преимущественно при автоматизированном и механизированном контроле. Искусственные отражатели типа сегментного отражателя (см. черт.3, 4, 9, 10), зарубки (см. черт.5, 6, 11, 12), плоскодонного отверстия (см. черт.14) используются преимущественно при ручном контроле. Вид искусственного отражателя, его размеры зависят от способа контроля и от типа применяемой аппаратуры и должны предусматриваться в технической документации на контроль.
Черт.1
Черт.2
Черт.3
Черт.4
Черт.5
Черт.6
Черт.7
Черт.8
Черт.9
Черт.10
Черт.11
Черт.12
Черт.13
Черт.14
1.7.3. Риски прямоугольной формы (черт.1, 2, 7, 8, исполнения 1) применяются для контроля труб с номинальной толщиной стенки, равной или большей 2 мм.
Риски треугольной формы (черт.1, 2, 7, 8, исполнения 2) применяются для контроля труб с номинальной толщиной стенки любой величины.
(Измененная редакция, Изм. N 1).
1.7.4. Угловые отражатели типа сегмента (см. черт.3, 4, 9, 10) и зарубки (см. черт.5, 6, 11, 12) используются при ручном контроле труб наружным диаметром свыше 50 мм и толщиной более 5 мм.
1.7.5. Искусственные отражатели в стандартных образцах типа прямоугольного паза (см. черт.13) и плоскодонных отверстий (см. черт.14) используются для настройки чувствительности ультразвуковой аппаратуры на выявление дефектов типа расслоений при толщине стенки трубы больше 10 мм.
1.7.6. Допускается изготовление стандартных образцов с несколькими искусственными отражателями при условии, что расположение их в стандартном образце исключает их взаимное влияние друг на друга при настройке чувствительности аппаратуры.
1.7.7. Допускается изготовление составных стандартных образцов, состоящих из нескольких отрезков труб с искусственными отражателями при условии, что границы соединения отрезков (сваркой, свинчиванием, плотной посадкой) не влияют на настройку чувствительности аппаратуры.
1.7.8. В зависимости от назначения, технологии изготовления и качества поверхности контролируемых труб следует использовать один из типоразмеров искусственных отражателей, определяемых рядами:
Для рисок:
- глубина риски ![]() , % от толщины стенки трубы: 3, 5, 7, 10, 15 (±10%);
, % от толщины стенки трубы: 3, 5, 7, 10, 15 (±10%);
- длина риски ![]() , мм: 1,0; 2,0; 3,0; 5,0; 10,0; 25,0; 50,0; 100,0 (±10%);
, мм: 1,0; 2,0; 3,0; 5,0; 10,0; 25,0; 50,0; 100,0 (±10%);
- ширина риски ![]() , мм: не более 1,5.
, мм: не более 1,5.
Примечания:
1. Длина риски ![]() дана для ее части, имеющей постоянную глубину
дана для ее части, имеющей постоянную глубину ![]() в пределах допуска; участки входа и выхода режущего инструмента не учитываются.
в пределах допуска; участки входа и выхода режущего инструмента не учитываются.
2. Допускаются на углах риски закругления, связанные с технологией ее изготовления, не больше 10% ![]() .
.
Для сегментных отражателей:
- высота ![]() , мм: 0,45±0,03; 0,75±0,03; 1,0±0,03; 1,45±0,05; 1,75±0,05; 2,30±0,05; 3,15±0,10; 4,0±0,10; 5,70±0,10.
, мм: 0,45±0,03; 0,75±0,03; 1,0±0,03; 1,45±0,05; 1,75±0,05; 2,30±0,05; 3,15±0,10; 4,0±0,10; 5,70±0,10.
Примечание. Высота ![]() сегментного отражателя должна быть больше длины поперечной ультразвуковой волны.
сегментного отражателя должна быть больше длины поперечной ультразвуковой волны.
Для зарубок:
- высота ![]() и ширина
и ширина ![]() должны быть больше длины поперечной ультразвуковой волны; отношение
должны быть больше длины поперечной ультразвуковой волны; отношение ![]() должно быть более 0,5 и менее 4,0.
должно быть более 0,5 и менее 4,0.
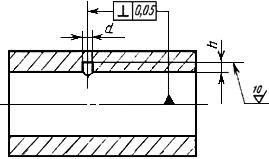
Для плоскодонных отверстий:
- диаметр 2![]() , мм: 1,1; 1,6; 2,0; 2,5; 3,0; 3,6; 4,4; 5,1; 6,2.
, мм: 1,1; 1,6; 2,0; 2,5; 3,0; 3,6; 4,4; 5,1; 6,2.
Расстояние плоского дна отверстия ![]() от внутренней поверхности трубы должно составлять 0,25
от внутренней поверхности трубы должно составлять 0,25![]() ; 0,5
; 0,5![]() ; 0,75
; 0,75![]() , где
, где ![]() - толщина стенки трубы.
- толщина стенки трубы.
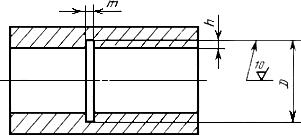
Для прямоугольных пазов:
ширина ![]() , мм: 0,5; 1,0; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 5,0; 10,0; 15,0 (±10%).
, мм: 0,5; 1,0; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 5,0; 10,0; 15,0 (±10%).
Глубина ![]() должна составлять 0,25
должна составлять 0,25![]() ; 0,5
; 0,5![]() ; 0,75
; 0,75![]() , где
, где ![]() - толщина стенки трубы.
- толщина стенки трубы.
Примечание. Для плоскодонных отверстий и прямоугольных пазов допускаются другие значения глубины ![]() , предусмотренные в технической документации на контроль.
, предусмотренные в технической документации на контроль.
Параметры искусственных отражателей и методики их проверки указывают в технической документации на контроль.
(Измененная редакция, Изм. N 1).
1.7.9. Высота макронеровностей рельефа поверхности стандартного образца должна быть в 3 раза меньше глубины искусственного углового отражателя (риски, сегментного отражателя, зарубки) в стандартном образце, по которому проводится настройка чувствительности ультразвуковой аппаратуры.
1.8. При контроле труб с отношением толщины стенки к наружному диаметру 0,2 и менее искусственные отражатели на наружной и внутренней поверхностях выполняют одинакового размера.
При контроле труб с большим отношением толщины стенки к наружному диаметру размеры искусственного отражателя на внутренней поверхности должны устанавливаться в технической документации на контроль, однако допускается увеличение размеров искусственного отражателя на внутренней поверхности стандартного образца, по сравнению с размерами искусственного отражателя на наружной поверхности стандартного образца, не более чем в 2 раза.
1.9. Стандартные образцы с искусственными отражателями разделяются на контрольные и рабочие. Настройка ультразвуковой аппаратуры проводится по рабочим стандартным образцам. Контрольные образцы предназначены для проверки рабочих стандартных образцов для обеспечения стабильности результатов контроля.
Контрольные стандартные образцы не изготовляют, если рабочие стандартные образцы проверяют измерением параметров искусственных отражателей непосредственно не реже одного раза в 3 мес.
Соответствие рабочего образца контрольному проверяют не реже одного раза в 3 мес.
Рабочие стандартные образцы, которые не применяют в течение указанного периода, проверяют перед их использованием.
При несоответствии амплитуды сигнала от искусственного отражателя и уровня акустических шумов образца контрольному на ±2 дБ и более его заменяют новым.
(Измененная редакция, Изм. N 1).
2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. Перед проведением контроля трубы очищают от пыли, абразивного порошка, грязи, масел, краски, отслаивающейся окалины и других загрязнений поверхности. Острые кромки на торце трубы не должны иметь заусенцев.
Необходимость нумерации труб устанавливают в зависимости от их назначения в стандартах или технических условиях на трубы конкретного типа. По согласованию с заказчиком трубы могут не нумероваться.
(Измененная редакция, Изм. N 2).
2.2. Поверхности труб не должны иметь отслоений, вмятин, забоин, следов вырубки, затеканий, брызг расплавленного металла, коррозионных повреждений и должны соответствовать требованиям к подготовке поверхности, указанным в технической документации на контроль.
2.3. Для механически обработанных труб параметр шероховатости наружной и внутренней поверхностей по ГОСТ 2789 ![]() 40 мкм.
40 мкм.
(Измененная редакция, Изм. N 1).
2.4. Перед контролем проверяют соответствие основных параметров требованиям технической документации на контроль.
Перечень параметров, подлежащих проверке, методика и периодичность их проверки должны предусматриваться в технической документации к применяемым средствам ультразвукового контроля.
2.5. Настройку чувствительности ультразвуковой аппаратуры производят по рабочим стандартным образцам с искусственными отражателями, указанными на черт.1-14 в соответствии с технической документацией на контроль.
Настройка чувствительности автоматической ультразвуковой аппаратуры по рабочим стандартным образцам должна отвечать условиям производственного контроля труб.
2.6. Настройку чувствительности автоматической ультразвуковой аппаратуры по стандартному образцу считают законченной, если не менее чем при пятикратном пропускании образца через установку в установившемся режиме происходит 100%-ная регистрация искусственного отражателя. При этом, если позволяет конструкция трубопротяжного механизма, стандартный образец перед вводом в установку поворачивают каждый раз на 60-80° относительно предшествующего положения.
Примечание. При массе стандартного образца больше 20 кг допускается пятикратное пропускание в прямом и обратном направлениях участка стандартного образца с искусственным дефектом.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. При контроле качества сплошности металла труб применяют эхо-метод, теневой или зеркально-теневой методы.
(Измененная редакция, Изм. N 1).
3.2. Ввод ультразвуковых колебаний в металл трубы осуществляется иммерсионным, контактным или щелевым способом.
3.3. Применяемые схемы включения преобразователей при контроле приведены в приложении 1.
Допускается применять другие схемы включения преобразователей, приведенные в технической документации на контроль. Способы включения преобразователей и типы возбуждаемых ультразвуковых колебаний должны обеспечивать надежное выявление искусственных отражателей в стандартных образцах в соответствии с пп.1.7 и 1.9.
3.4. Контроль металла труб на отсутствие дефектов достигается сканированием поверхности контролируемой трубы ультразвуковым пучком.
Параметры сканирования устанавливаются в технической документации на контроль в зависимости от применяемой аппаратуры, схемы контроля и размеров дефектов, подлежащих выявлению.
3.5. Для увеличения производительности и надежности контроля допускается применение многоканальных схем контроля, при этом преобразователи в контрольной плоскости должны располагаться так, чтобы исключить взаимное влияние их на результаты контроля.
Настройку аппаратуры по стандартным образцам проводят для каждого канала контроля отдельно.
3.6. Проверка правильности настройки аппаратуры по стандартным образцам должна проводиться при каждом включении аппаратуры и не реже чем через каждые 4 ч непрерывной работы аппаратуры.
Периодичность проверки определяется типом используемой аппаратуры, применяемой схемой контроля и должна устанавливаться в технической документации на контроль. При обнаружении нарушения настройки между двумя проверками вся партия проконтролированных труб подлежит повторному контролю.
Допускается в течение одной смены (не более 8 ч) проводить периодическую проверку настройки аппаратуры при помощи устройств, параметры которых определяют после настройки аппаратуры по стандартному образцу.
3.7. Метод, основные параметры, схемы включения преобразователей, способ ввода ультразвуковых колебаний, схему прозвучивания, способы разделения ложных сигналов и сигналов от дефектов устанавливают в технической документации на контроль.
Форма карты ультразвукового контроля труб приведена в приложении 2.
3.6; 3.7. (Измененная редакция, Изм. N 1).
3.8. В зависимости от материала, назначения и технологии изготовления трубы проверяют на:
а) продольные дефекты при распространении ультразвуковых колебаний в стенке трубы в одном направлении (настройка по искусственным отражателям, черт.1-6);
б) продольные дефекты при распространении ультразвуковых колебаний в двух направлениях навстречу друг другу (настройка по искусственным отражателям, черт.1-6);
в) продольные дефекты при распространении ультразвуковых колебаний в двух направлениях (настройка по искусственным отражателям, черт.1-6) и поперечные дефекты при распространении ультразвуковых колебаний в одном направлении (настройка по искусственным отражателям черт.7-12);
г) продольные и поперечные дефекты при распространении ультразвуковых колебаний в двух направлениях (настройка по искусственным отражателям черт.1-12);
д) дефекты типа расслоений (настройка по искусственным отражателям (черт.13, 14) в сочетании с подпунктами а, б, в, г.
3.9. При контроле чувствительность аппаратуры настраивают так, чтобы амплитуды эхо-сигналов от внешнего и внутреннего искусственных отражателей отличались не более чем на 3 дБ. Если это различие нельзя компенсировать электронными устройствами или методическими приемами, то контроль труб на внутренние и внешние дефекты проводят по раздельным электронным каналам.
4. ОБРАБОТКА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Оценку сплошности металла труб проводят по результатам анализа информации, получаемой в результате контроля, в соответствии с требованиями, установленными в стандартах или технических условиях на трубы.
Обработка информации может выполняться либо автоматически с использованием соответствующих устройств, входящих в установку контроля, либо дефектоскопистом по данным визуальных наблюдений и измеряемым характеристикам обнаруживаемых дефектов.
4.2. Основной измеряемой характеристикой дефектов, по которой производят разбраковку труб, является амплитуда эхо-сигнала от дефекта, которую измеряют сравнением с амплитудой эхо-сигнала от искусственного отражателя в стандартном образце.
Дополнительные измеряемые характеристики, используемые при оценке качества сплошности металла труб, в зависимости от применяемой аппаратуры, схемы и метода контроля и искусственных настроечных отражателей, назначения труб указывают в технической документации на контроль.
4.3. Результаты ультразвукового контроля труб вписывают в журнал регистрации или в заключение, где должны быть указаны:
- типоразмер и материал трубы;
- объем контроля;
- техническая документация, по которой выполняется контроль;
- схема контроля;
- искусственный отражатель, по которому настраивалась чувствительность аппаратуры при контроле;
- номера стандартных образцов, применяемых при настройке;
- тип аппаратуры;
- номинальная частота ультразвуковых колебаний;
- тип преобразователя;
- параметры сканирования.
Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (или заключения), способы фиксации выявленных дефектов должны устанавливаться в технической документации на контроль.
Форма журнала ультразвукового контроля труб приведена в приложении 3.
(Измененная редакция, Изм. N 1).
4.4. Все отремонтированные трубы должны пройти повторный ультразвуковой контроль в полном объеме, определенном в технической документации на контроль.
4.5. Записи в журнале (или заключении) служат для постоянного контроля за соблюдением всех требований стандарта и технической документации на контроль, а также для статистического анализа эффективности контроля труб и состояния технологического процесса их производства.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. При проведении работ по ультразвуковому контролю труб дефектоскопист должен руководствоваться действующими "Правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей"*, утвержденными Госэнергонадзором 12 апреля 1969 года с дополнениями от 16 декабря 1971 года и согласованными с ВЦСПС 9 апреля 1969 года.
________________
* На территории Российской Федерации документ не действует. Действуют Правила технической эксплуатации электроустановок потребителей и Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). - Примечание изготовителя базы данных.
5.2. Дополнительные требования по технике безопасности и противопожарной технике устанавливаются в технической документации на контроль.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). СХЕМЫ ВКЛЮЧЕНИЯ ПРЕОБРАЗОВАТЕЛЕЙ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
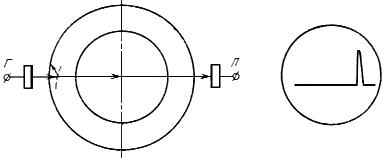
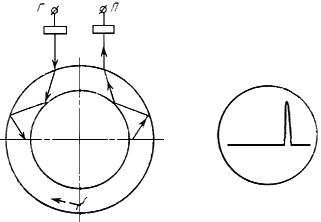
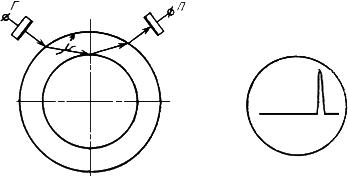
При эхо-методе контроля применяют совмещенную (черт.1-3) или раздельную (черт.4-9) схемы включения преобразователей.
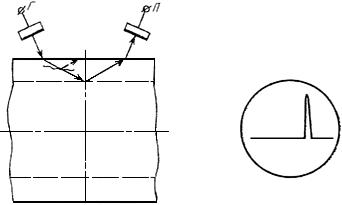
При совмещении эхо-метода и зеркально-теневого метода контроля применяют раздельно-совмещенную схему включения преобразователей (черт.10-12).
При теневом методе контроля применяют раздельную (черт.13) схему включения преобразователей.
При зеркально-теневом методе контроля применяют раздельную (черт.14-16) схему включения преобразователей.
Черт.1
Примечание к черт.1-16: Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику.
Черт.2
Черт.3
Черт.4
Черт.5
Черт.6
Черт.7
Черт.8
Черт.9
Черт.10
Черт.11
Черт.12
Черт.13
Черт.14
Черт.15
Черт.16
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1)
ПРИЛОЖЕНИЕ 1a (cправочное). Паспорт на стандартный образец
ПРИЛОЖЕНИЕ 1a
Справочное
ПАСПОРТ
на стандартный образец N
Наименование предприятия-изготовителя | ||||||||||
Дата изготовления | ||||||||||
Назначение стандартного образца (рабочий или контрольный) | ||||||||||
Марка материала | ||||||||||
Типоразмер трубы (диаметр, толщина стенки) | ||||||||||
Тип искусственного отражателя по ГОСТ 17410-78 | ||||||||||
Вид ориентации отражателя (продольная или поперечная) | ||||||||||
Размеры искусственных отражателей и способ измерения:
Тип отражателя | Поверхность нанесения | Способ измерения | Параметры отражателя, мм | |||
Риска (треугольная или прямоугольная) | глубина | длина | ширина | |||
Сегментный отражатель | радиус | высота | ||||
Зарубка | высота | ширина | ||||
Плоскодонное отверстие | диаметр | расстояние | ||||
Прямоугольный паз | ширина | глубина | ||||
Дата периодической проверки | |||||||||
Подписи: | |||||||||
должность | подпись | фамилия, и., о. | |||||||
Примечания:
1. В паспорте указываются размеры искусственных отражателей, которые изготовляются в данном стандартном образце.
2. Паспорт подписывается руководителями службы, проводящей аттестацию стандартных образцов, и службы отдела технического контроля.
3. В графе "Способ измерения" указывается метод измерения: непосредственный, при помощи слепков (пластмассовых оттисков), при помощи образцов-свидетелей (амплитудный метод) и инструмента или прибора, которыми проводились измерения.
4. В графе "Поверхность нанесения" указывается внутренняя или наружная поверхность стандартного образца.
ПРИЛОЖЕНИЕ 1а. (Введено дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (рекомендуемое). Карта ультразвукового контроля труб при ручном способе сканирования
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Номер технической документации на контроль | ||||||||||||
Типоразмер труб (диаметр, толщина стенки) | ||||||||||||
Марка материала | ||||||||||||
Номер технической документации, регламентирующей нормы оценки годности | ||||||||||||
| ||||||||||||
Тип преобразователя | ||||||||||||
Частота преобразователя | ||||||||||||
Угол падения луча | ||||||||||||
Тип и размер искусственного отражателя (или номер стандартного образца) для настройки чувствительности фиксации | ||||||||||||
и поисковой чувствительности | ||||||||||||
Тип дефектоскопа | ||||||||||||
Параметры сканирования (шаг, скорость контроля) | ||||||||||||
Примечание. Карта должна составляться инженерно-техническими работниками службы дефектоскопии и согласовываться, при необходимости, с заинтересованными службами предприятия (отделом главного металлурга, отделом главного механика и т.п.).
ПРИЛОЖЕНИЕ 3 (рекомендуемое). Журнал ультразвукового контроля труб
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Дата конт- | Трубы | Номер пакета, предъявки, серти- | Коли- | Параметры контроля (номер стандартного образца, размеры искусственных дефектов, тип установки, схема контроля, рабочая частота УЗК, размер преобразователя, шаг контроля) | Номера прове- | Результаты УЗК | Подпись дефекто- | ||
Раз- | Мате- | номера труб без де- | номера труб с дефек- | ||||||
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).