ГОСТ 17327-95
Группа Г73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФОРМЫ ХЛЕБОПЕКАРНЫЕ
Технические условия
Bread baking forms. Specifications
ОКС 67.260
ОКСТУ 5131
Дата введения 1997-07-01
Предисловие
1 РАЗРАБОТАН Государственным Украинским научно-исследовательским и конструкторским институтом продовольственного машиностроения (УкрНИИпродмаш)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол N 7 от 26 апреля 1995 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 29.04.96 N 302 межгосударственный стандарт ГОСТ 17327-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 17327-88
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на формы, предназначенные для выпечки формового хлеба массовых сортов, булочных и кондитерских изделий на предприятиях хлебопекарной промышленности.
Все требования стандарта являются обязательными.
Обязательные требования к качеству хлебопекарных форм, обеспечивающие их безопасность для жизни и здоровья населения, изложены в 3.3, 4.1.2-4.1.6, 4.1.11-4.1.13.
Стандарт пригоден для целей сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-95* ЕСКД. Эксплуатационные документы
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2171-90 Детали, изделия, полуфабрикаты и заготовки из цветных металлов и сплавов. Обозначение марки
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4784-74* Алюминий и сплавы алюминиевые деформируемые. Марки
______________
* На территории Российской Федерации действует ГОСТ 4784-97, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10300-80 Заклепки с потайной головкой классов точности В и С. Технические условия
ГОСТ 10877-76 Масло консервационное К-17. Технические требования
ГОСТ 11069-74* Алюминий первичный. Марки
______________
* На территории Российской Федерации действует ГОСТ 11069-2001, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 11739.7-82* Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
______________
* На территории Российской Федерации действует ГОСТ 11739.7-99, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 13726-78* Ленты из алюминия и алюминиевых сплавов. Технические условия
______________
* На территории Российской Федерации действует ГОСТ 13726-97, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16523-89* Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
______________
* На территории Российской Федерации действует ГОСТ 16523-97, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 17308-88 Шпагаты. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25670-83* Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками
______________
* На территории Российской Федерации действует ГОСТ 30893.1-2002, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Хлебопекарные формы изготавливают трех типов:
- прямоугольные (овальные);
- круглые;
- круглые гофрированные.
По требованию потребителя (заказчика) допускается изготавливать формы с отверстиями для соединения их в секции или соединенными в секции по 2-3 шт.
3.2 Формы изготавливают следующих исполнений:
Ш - штампованные алюминиевые;
Шс - штампованные стальные;
Л - литые;
М - многошовные;
Мк - многошовные сварные.
3.3 Основные размеры форм должны соответствовать размерам, указанным на рисунках 1-5 и в таблице 1.
Рисунок 1 - Формы штампованные
Прямоугольная (овальная) форма
| Круглая форма
|
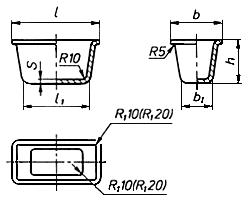
В скобках указан радиус закругления для овальной формы
Рисунок 1 - Формы штампованные
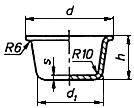
Рисунок 2 - Формы литые
Прямоугольная (овальная) форма | Круглая форма
|
В скобках указан радиус закругления для овальной формы
Рисунок 2 - Формы литые
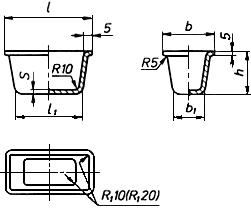
Рисунок 3 - Формы многошовные
Прямоугольная форма
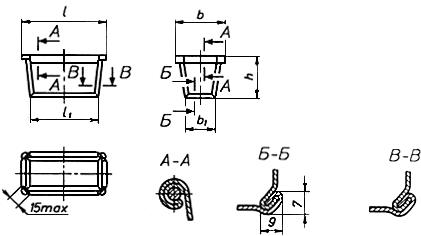
Круглая форма
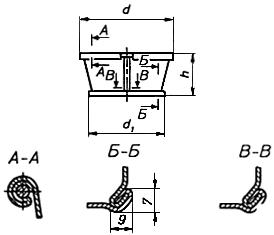
Рисунок 3 - Формы многошовные
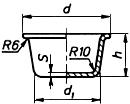
Рисунок 4 - Формы многошовные сварные
Прямоугольная форма
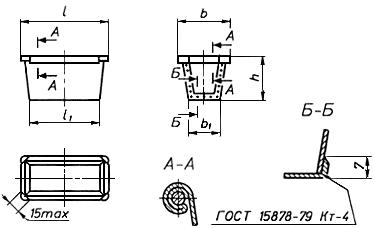
Круглая форма
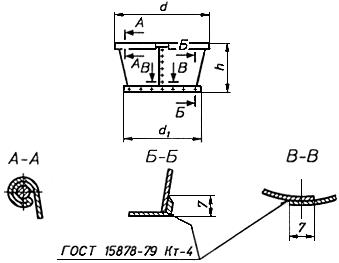
Рисунок 4 - Формы многошовные сварные
Рисунок 5 - Форма круглая гофрированная
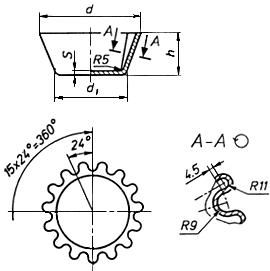
Предельные отклонения угла между осями двух любых гофр ±1°.
Число гофр - 15
Рисунок 5 - Форма круглая гофрированная
Таблица 1
Размеры в миллиметрах
Тип формы | Номер формы |
|
|
|
|
|
|
|
| ||
Ш | Л | Шс | |||||||||
Прямоугольная (овальная) | 1 | - | - | 290 | 260 | 150 | 120 | 115 | 2,0-2,5 | 2,2-3,0 | - |
2 | 290 | 262 | 130 | 102 | 105 | ||||||
3 | 270 | 230 | 120 | 80 | 115 | ||||||
4 | 252 | 224 | 108 | 80 | 110 | ||||||
5 | 260 | 220 | 110 | 70 | 120 | ||||||
6 | 235 | 205 | 115 | 85 | 115 | ||||||
7 | 220 | 190 | 110 | 80 | 115 | ||||||
8 | 250 | 220 | 135 | 100 | 120 | ||||||
9 | 250 | 220 | 150 | 125 | 100 | ||||||
10 | 215 | 185 | 105 | 75 | 105 | ||||||
11 | 145 | 120 | 100 | 75 | 100 | ||||||
12 | 160 | 140 | 80 | 60 | 75 | ||||||
12а | 165 | 145 | 105 | 85 | 70 | ||||||
13 | 105 | 80 | 105 | 80 | 85 | ||||||
Круглая | 14 | 280 | 240 | - | - | - | - | 115 | 2,0-2,5 | 2,2-3,0 | 0,8 |
15 | 270 | 230 | 95 | ||||||||
16 | 240 | 220 | 95 | ||||||||
17 | 205 | 165 | 95 | ||||||||
Круглая гофрированная | 18 | 225 | 160 | - | - | - | - | 85 | 2,0-2,5 | - | - |
Окончание таблицы 1
Тип формы | Номер формы | Объем формы, дм | Масса формы, кг, не более, для исполнения | ||||||||
Ш | Л | М | Шс | Мк | Ш | Л | М | Шс | Мк | ||
Прямоугольная (овальная) | 1 | 3,76 | 3,66 | - | - | - | 0,89 | 1,03 | - | - | - |
2 | 2,92 | 2,82 | 0,77 | 0,89 | |||||||
3 | 2,47 | 2,34 | 0,70 | 0,82 | |||||||
4 | 2,10 | 2,02 | 0,63 | 0,75 | |||||||
5 | 2,20 | 2,12 | 0,66 | 0,76 | |||||||
6 | 2,16 | 2,08 | 0,63 | 0,73 | |||||||
7 | 1,90 | 1,82 | 2,14 | 0,60 | 0,67 | 0,60 | |||||
8 | - | - | 2,75 | 2,84 | - | - | 0,82 | 0,69 | |||
9 | 2,69 | 2,80 | 0,80 | 0,67 | |||||||
10 | 1,59 | 1,52 | - | - | 0,52 | 0,62 | - | - | |||
11 | 0,95 | 0,91 | 0,36 | 0,41 | |||||||
12 | 0,63 | 0,59 | 0,27 | 0,33 | |||||||
12а | 0,81 | 0,80 | 0,33 | 0,39 | |||||||
13 | 0,57 | 0,54 | 0,24 | 0,30 | |||||||
Круглая | 14 | 5,50 | 5,25 | 5,21 | 5,56 | 5,42 | 1,00 | 1,13 | 0,94 | 0,96 | 0,91 |
15 | 4,20 | 3,98 | 3,94 | 4,20 | 4,10 | 0,81 | 0,95 | 0,78 | 0,77 | 0,78 | |
16 | 3,53 | 3,37 | 3,30 | 3,54 | 3,44 | 0,73 | 0,85 | 0,75 | 0,67 | 0,68 | |
17 | 2,24 | 2,12 | 2,09 | 2,25 | 2,18 | 0,53 | 0,63 | 0,54 | 0,47 | 0,52 | |
Круглая гофрированная | 18 | 1,94 | - | - | - | - | 0,49 | - | - | - | - |
Примечания | |||||||||||
Применение форм в зависимости от сорта и массы хлеба - в соответствии с приложением А.
Примеры условного обозначения хлебопекарной формы N 5 штампованной алюминиевой прямоугольной:
Форма хлебопекарная Ш5 ГОСТ 17327-95
хлебопекарной формы N 5 литой овальной:
Форма хлебопекарная овальная Л5 ГОСТ 17327-95
Пример условного обозначения секции из трех хлебопекарных прямоугольных штампованных алюминиевых форм N 7:
Формы хлебопекарные 3Ш7 ГОСТ 17327-95
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Характеристики
4.1.1 Хлебопекарные формы должны изготавливаться в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
4.1.2 Для изготовления форм должны применяться материалы, разрешенные органами Госсаннадзора и указанные в таблице 2.
Таблица 2
Исполнение формы | Применяемый материал | |
Марка | Вид продукции, сортамент | |
Ш | Алюминий ГОСТ 4784: АДО, АДГ | Ленты по ГОСТ 13726 и листы по ГОСТ 21631 отожженные |
Л | Алюминиевые сплавы ГОСТ 1583: АК9ч (АЛ4), АК5М2, АК7, АК7ч (АЛ9), АК9 | Чушки, отливки по ГОСТ 1583 |
Шс | Сталь ГОСТ 1050: 08кп | Прокат тонколистовой холоднокатаный особо высокой и высокой отделки поверхности по ГОСТ 16523 толщиной 0,8 мм по ГОСТ 19904 |
М, Мк | Прокат тонколистовой холоднокатаный особо высокой и высокой отделки поверхности по ГОСТ 16523 толщиной от 0,50 до 0,65 мм по ГОСТ 19904 | |
Допускается снижение содержания кремния в литых формах до 3% подшихтовкой алюминием марок А5 и А7 по ГОСТ 11069.
Применение других марок материалов, не предусмотренных настоящим стандартом, допускается при наличии разрешения органов Госсаннадзора на применение для изготовления хлебопекарных форм.
4.1.3 Материалы, применяемые для изготовления форм, должны пройти входной контроль.
4.1.4 Соединение форм в секции производят полосовой сталью 4х20 по ГОСТ 103 или стальной лентой 2х25 по ГОСТ 6009 и ГОСТ 503.
Допускается применять стальные планки из листовой стали и других профилей при условии обеспечения прочности и жесткости соединений.
Острые кромки планок должны быть притуплены.
4.1.5 Соединение форм в секции осуществляют заклепками по ГОСТ 10300:
- из алюминиевого сплава АД1 по ГОСТ 4784;
- из стали марки 20 по ГОСТ 1050.
Допускается соединять формы в секции другими способами, обеспечивающими необходимую прочность соединений при эксплуатации и не ухудшающими внешний вид форм.
4.1.6 При соединении форм в секции головки заклепок не должны выступать над внутренней поверхностью стенки формы.
4.1.7 Формы, соединенные в секции, не должны смещаться относительно друг друга. Соединение форм в секции должно быть жестким.
4.1.8 Опорные поверхности форм, соединенных в секции, должны находиться в одной плоскости. Отклонение от плоскостности не должно быть более 2 мм.
4.1.9 Зазор между формами, соединенными в секции, в верхней части должен быть не менее 3 мм. Верхний предел зазора определяется размерами люльки по ширине. Рекомендуемый верхний предел зазора при механизированном укладывании тестовых заготовок в формы - до 6 мм.
4.1.10 Соединительные швы многошовных форм должны быть двойными, усиленными, плотно обжатыми.
Соединительные швы, выполненные методом контактной точечной сварки, должны соответствовать ГОСТ 15878.
4.1.11 Верхние края стальных многошовных форм должны быть отбортованы с закаткой стальной низкоуглеродистой проволоки диаметром 4 мм по ГОСТ 3282. Зазоры между проволокой и охватывающим ее металлом не должны быть более 1 мм.
4.1.12 Швы сварных соединений должны быть зачищены.
4.1.13 На поверхности форм не допускаются заусенцы, трещины, забои. Острые кромки должны быть притуплены. Параметры шероховатости для литых поверхностей по ГОСТ 2789 должны быть: ![]() 400 мкм - для внутренних и
400 мкм - для внутренних и ![]() 630 мкм - для наружных.
630 мкм - для наружных.
Шероховатость поверхности штампованных форм устанавливается по соответствующим стандартам на конкретный материал.
4.1.14 На наружных боковых поверхностях литых форм допускаются выступы длиной не более 35 мм, высотой не более 4 мм для предотвращения заклинивания форм, собранных в пачки.
4.1.15* Средний полный срок службы форм при механизированной выгрузке хлеба из печи должен быть не менее 24 мес, а при ручной выгрузке для алюминиевых литых и стальных штампованных форм - не менее 8 мес, для алюминиевых штампованных и стальных многошовных - не менее 6 мес.
________________
* Гарантируется конструкцией.
Критериями предельного состояния форм являются:
- трещины всех видов;
- деформация формы;
- прогорание формы.
4.2 Маркировка и упаковка
4.2.1 На наружной стороне основания литой и штампованной формы должны быть нанесены: товарный знак предприятия-изготовителя, краткое обозначение марки материала по ГОСТ 2171 для форм, изготовленных из алюминия и алюминиевых сплавов (приложение Б), и номер формы.
4.2.2 Перед упаковыванием многошовные формы должны быть подвергнуты консервации в соответствии с ГОСТ 9.014 по варианту временной противокоррозионной защиты ВЗ-1 консервационными маслами К-17 по ГОСТ 10877 или НГ-203 марки А в соответствии с действующей нормативной документацией.
Срок защиты без переконсервации - 12 мес.
При хранении форм св. 12 мес потребитель обязан провести переконсервацию в соответствии с ГОСТ 9.014.
Допускается применение других средств временной защиты при наличии разрешения органов Госсаннадзора на возможность использования их или при условии применения метода расконсервации перед эксплуатацией форм, обеспечивающего полное удаление средств временной защиты с поверхности форм.
4.2.3 Формы или секции должны быть уложены одна в другую пачками по 10, 15 или 20 шт.
Каждую пачку следует перевязать проволокой из низкоуглеродистой стали общего назначения по ГОСТ 3282, стальной упаковочной лентой по ГОСТ 3560 или шпагатом по ГОСТ 17308, чтобы обеспечить сохранность форм при транспортировании.
4.2.4 Допускается упаковывать формы или секции в тарные ящики или другой вид упаковки, обеспечивающий сохранность форм при транспортировании. В этом случае допускается пачки не перевязывать.
4.2.5 К каждой пачке форм или секций должна быть приложена этикетка по ГОСТ 2.601, содержащая следующие данные:
- товарный знак и/или наименование предприятия-изготовителя;
- условное обозначение формы;
- марку материала;
- число форм или секций в пачке;
- номер контролера ОТК;
- год и месяц изготовления.
4.2.6 Порядок маркирования и упаковывания форм и секций, предназначенных для полевого хлебопечения, должен устанавливаться по согласованию с потребителем (заказчиком).
5 ПРАВИЛА ПРИЕМКИ
5.1 Хлебопекарные формы должны подвергаться предприятием-изготовителем приемочному контролю и периодическим испытаниям.
5.2 Приемочному контролю должна подвергаться каждая форма или формы, соединенные в секции, на соответствие требованиям 3.3, 4.1.10-4.1.14.
Соответствие форм требованию 3.3 допускается проверять выборочно на не менее чем 1% литых и штампованных и 10% стальных многошовных форм от партии, но не менее 10 шт.
Партией считают формы, изготовленные из одного материала конкретной марки (алюминия, алюминиевого сплава, стали) и предъявленные к приемке по одному документу.
Результаты контрольной проверки распространяют на всю партию.
5.3 Формы, соединенные в секции, должны подвергаться контролю на соответствие требованиям 4.1.6-4.1.9 выборочно, но не менее 10% партии.
5.4 При положительных результатах приемочного контроля на этикетке проставляют клеймо контролера ОТК.
5.5 Периодические испытания проводят не реже одного раза в три года на соответствие всем требованиям настоящего стандарта, за исключением 4.1.15.
Испытаниям подлежат не менее 1% литых и штампованных и 10% стальных многошовных форм от партии, прошедшей приемочный контроль, но не менее 10 шт.
Если при периодических испытаниях обнаружено несоответствие форм хотя бы одному требованию настоящего стандарта, то испытаниям подвергают удвоенное количество форм. Результаты повторных испытаний являются окончательными.
5.6 Результаты периодических испытаний оформляются протоколом.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Контроль соответствия форм требованиям 3.1, 3.2, 4.1.1, 4.2 проводят визуально, сличением с конструкторской документацией.
6.2 Линейные размеры форм (3.3) следует проверять штангенциркулем с ценой деления 0,1 мм, измерительной линейкой с ценой деления 1 мм и специальным мерительным инструментом (шаблоном).
6.3 Массу форм (3.3) следует определять взвешиванием на весах для статического взвешивания обычного класса точности по ГОСТ 29329.
6.4 Соответствие применяемых материалов (4.1.2-4.1.5) проверяют при входном контроле по ГОСТ 24297. Содержание кремния в формах определяют по ГОСТ 11739.7.
6.5 Контроль выполнения заклепочных соединений (4.1.6), соединительных швов многошовных форм (4.1.10), швов сварных соединений (4.1.12) и острых кромок (4.1.4, 4.1.13) проводят визуально.
6.6 Соединение форм в секции при проверке на жесткость (4.1.7) должно выдерживать нагрузку не менее 3 кг в каждой форме при установке форм "на весу" без заметного смещения относительно друг друга.
6.7 Отклонение от плоскостности опорных поверхностей соединенных в секции форм (4.1.8) проверяют лекальной линейкой ЛД по ГОСТ 8026 и набором щупов 2-го класса точности.
6.8 Контроль зазора между формами, соединенными в секции (4.1.9), и зазора между проволокой и охватывающим ее металлом (4.1.11) проводят штангенциркулем с ценой деления 0,1 мм.
6.9 Шероховатость поверхности хлебопекарных форм (4.1.13) следует проверять методом сравнения с образцами шероховатости поверхности, изготовленными по ГОСТ 9378.
6.10 Размеры выступов на наружных боковых поверхностях литых форм (4.1.14) проверяют с помощью металлической линейки с ценой деления 1 мм.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Транспортирование форм и секций допускается всеми видами транспорта в соответствии с правилами, действующими на транспорте данного вида, в пачках, уложенных на боковую поверхность. Круглые формы транспортируют в пачках вверх дном.
Условия транспортирования форм и секций в части воздействия климатических факторов внешней среды - по условиям хранения 5 по ГОСТ 15150.
7.2 Условия хранения форм и секций в части воздействия климатических факторов внешней среды - 2 по ГОСТ 15150.
7.3 Транспортирование и хранение форм и секций совместно с ядовитыми или выделяющими летучие вещества материалами не допускается.
7.4 Хранить формы и секции следует в пачках уложенными на боковую поверхность. Круглые формы хранят в пачках вверх дном.
7.5 Порядок транспортирования и хранения форм и секций, предназначенных для полевого хлебопечения, должен устанавливаться по согласованию с потребителем (заказчиком).
8 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1 Перед эксплуатацией на предприятии-потребителе хлебопекарные формы должны быть расконсервированы в соответствии с ГОСТ 9.014 (многошовные), обработаны моющими средствами, допущенными Госсаннадзором, промыты в проточной воде. После промывки хорошо просушенные формы должны быть покрыты изнутри одним из видов антиадгезионных покрытий, разрешенных Госсаннадзором.
Покрытие форм должно быть сплошным, без наплывов или скопления антиадгезионного вещества по углам и на дне формы.
При отсутствии покрытия формы перед эксплуатацией должны быть смазаны растительным маслом и прогреты в печи для образования масляной пленки.
8.2 Во время эксплуатации формы периодически должны подвергаться очистке от нагара.
8.3 Запрещается формы бросать или подвергать ударным нагрузкам.
9 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1 Изготовитель гарантирует соответствие хлебопекарных форм требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования, предусмотренных данным стандартом.
9.2 Гарантийный срок эксплуатации при механизированной разгрузке печи - 12 мес, при ручной - 6 мес со дня ввода форм в эксплуатацию.
ПРИЛОЖЕНИЕ А (справочное). ПРИМЕНЕНИЕ ФОРМ В ЗАВИСИМОСТИ ОТ СОРТА И МАССЫ ХЛЕБА
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А.1
Номер формы | Расчетная масса хлеба, кг, не менее, для сортов | |||||||
Высший | 1 | 2 | Пшеничный сбойный | Ржано- | Ржаной простой | Ржаной заварной | Боро- | |
1 | 1,34 | 1,53 | 1,61 | 2,00 | 2,21 | 2,30 | 2,51 | - |
2 | 1,05 | 1,20 | 1,27 | 1,56 | 1,74 | 1,81 | 1,97 | - |
3 | 0,86 | 0,98 | 1,03 | 1,27 | 1,42 | 1,47 | 1,60 | - |
4 | 0,74 | 0,85 | 0,89 | 1,10 | 1,22 | 1,27 | 1,39 | - |
5 | 0,78 | 0,89 | 0,93 | 1,15 | 1,28 | 1,33 | 1,45 | - |
6 | 0,76 | 0,87 | 0,92 | 1,13 | 1,26 | 1,31 | 1,43 | - |
7 | 0,67 | 0,76 | 0,80 | 1,00 | 1,10 | 1,15 | 1,25 | - |
8 | 1,00 | 1,15 | 1,21 | 1,50 | 1,66 | 1,73 | 1,89 | - |
9 | 1,00 | 1,13 | 1,19 | 1,46 | 1,63 | 1,69 | 1,84 | - |
10 | 0,56 | 0,64 | 0,67 | 0,83 | 0,92 | 0,96 | 1,04 | 1,00 |
11 | 0,33 | 0,38 | 0,40 | 0,49 | 0,55 | 0,57 | 0,62 | 0,60 |
12 | 0,22 | 0,25 | 0,26 | 0,32 | 0,36 | 0,58 | 0,40 | 0,39 |
12а | - | - | - | - | - | - | - | - |
13 | 0,20 | 0,22 | 0,24 | 0,29 | 0,33 | 0,34 | 0,35 | 0,35 |
14 | 1,92 | 2,20 | 2,32 | 2,86 | 3,18 | 3,30 | 3,60 | - |
15 | 1,46 | 1,67 | 1,75 | 2,17 | 2,41 | 2,50 | 2,73 | - |
16 | 1,24 | 1,41 | 1,49 | 1,83 | 2,04 | 2,12 | 2,31 | - |
17 | 0,77 | 0,88 | 0,93 | 1,15 | 1,28 | 1,33 | 1,45 | - |
18 | 0,71 | 0,81 | - | - | - | - | - | - |
Окончание таблицы А.1
Номер формы | Расчетная масса хлеба, кг, не менее, для сортов | ||||||
Бессолевой обдирный | Белково- | Безбелковый бессолевой | Безбелковый из пшеничного крахмала | Барвихин- | Хлебцы диетические | Белково- | |
1 | - | - | - | - | - | - | - |
2 | - | - | - | - | - | - | - |
3 | - | - | - | - | - | - | - |
4 | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - |
7 | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - |
9 | - | - | - | - | - | - | - |
10 | 0,83 | 0,94 | 0,96 | 0,79 | 0,73 | 0,64 | 0,54 |
11 | 0,50 | 0,53 | 0,56 | 0,47 | 0,43 | 0,38 | 0,32 |
12 | 0,32 | 0,35 | 0,37 | 0,31 | 0,28 | 0,26 | 0,21 |
12а | 0,47 | - | - | - | 0,39 | - | 0,28 |
13 | 0,29 | 0,32 | 0,34 | 0,28 | 0,26 | 0,22 | 0,19 |
14 | - | - | - | - | - | - | - |
15 | - | - | - | - | - | - | - |
16 | - | - | - | - | - | - | - |
17 | - | - | - | - | - | - | - |
18 | - | - | - | - | - | - | - |
Примечание - При дальнейшей механизации производства формового хлеба и создании новых машин рекомендуется применять форму N 7. | |||||||
ПРИЛОЖЕНИЕ Б (справочное). КРАТКОЕ ОБОЗНАЧЕНИЕ МАРКИ МАТЕРИАЛА ПО ГОСТ 2171
ПРИЛОЖЕНИЕ Б
(справочное)
Таблица Б.1
Наименование и марка материала | Краткое обозначение марки |
Алюминий: | |
АД0 | А |
АД1 | А |
Алюминиевые сплавы: | |
АК9ч (АЛ4) | АЛ4 |
АК5М2 | АЛ3 |
АК7 | АЛ9 |
АК7ч (АЛ9) | АЛ9 |
АК9 | АЛ4 |