ГОСТ 17215-71
Группа T88.5*
___________________________
* В "Указателе Государственные
стандарты 2001 год"
приведена группа Т88.1.
Примечание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НУТРОМЕРЫ МИКРОМЕТРИЧЕСКИЕ
Методы и средства поверки
Micrometric hole gauges.
Methods and means of verification
Дата введения 1973-01-01
УТВЕРЖДЕН постановлением Государственного комитета стандартов Совета Министров СССР от 7 октября 1971 г. N 1693
ВЗАМЕН Инструкции 136-57
ПЕРЕИЗДАНИЕ. Сентябрь 1985 г.
Настоящий стандарт распространяется на микрометрические нутромеры по ГОСТ 10-75, выпускаемые из производства, после ремонта и находящиеся в эксплуатации, и устанавливает методы и средства их поверки.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны выполняться операции и применяться средства поверки, указанные в табл. 1.
Таблица 1
Обязательность проведения операций поверки | |||||
Наименования операций | Номера пунктов насто- | Средства поверки и их техническая характеристика | при вы- | после ре- | при экс- |
Внешний осмотр | 3.1 | - | + | + | + |
Проверка взаимодействия частей | 3.2 | - | + | + | + |
Проверка шероховатости измерительных поверхностей наконечника, микрометрической головки и установочной меры | 3.3 | Образцы шероховатости по ГОСТ 9378-75 | + | + | - |
Проверка ширины штрихов шкал стебля и барабана | 3.4 | Инструментальный микроскоп по ГОСТ 8074-82 | + | - | - |
Проверка расстояния от стебля до верхнего края торца конической части барабана | 3.5 | Щуп по ГОСТ 882-75 или концевая мера любого класса по ГОСТ 9038-83 | + | + | - |
Определение положения торца конической части барабана относительно нулевого штриха | 3.6 | - | + | + | + |
Проверка радиуса кривизны измерительных поверхностей наконечника и микрометрической головки | 3.7 | Радиусные шаблоны по ГОСТ 4126-82. Специальный шаблон радиусом 50-60 мм | + | + | + |
Определение погрешности показаний микрометрической головки и изменение ее размера при зажиме и освобождении стопорного винта | 3.8 | Горизонтальный оптиметр по ГОСТ 5405-75, или оптико-механическая машина по ГОСТ 10875-76, или горизонтальный длиномер по ГОСТ 14028-68. | + | + | + |
Определение суммарного размера микрометрической головки с присоединенными к ней удлинителями | 3.9 | Горизонтальный оптиметр по ГОСТ 5405-75, или оптико-механическая машина по ГОСТ 10875-76, или горизонтальный длиномер по ГОСТ 14028-68. Концевые меры 5-го разряда по ГОСТ 8.166-75 | + | + | + |
Определение жесткости нутромера | 3.10 | Оптико-механическая машина по ГОСТ 10875-76 | + | - | - |
Определение биения измерительной поверхности нутромера | 3.11 | Оптико-механическая машина по ГОСТ 10875-76. Измерительные наконечники по ГОСТ 11007-66 типа НГ. Индикатор типа ИЧ по ГОСТ 577-68 | + | + | + |
Проверка индикаторной головки | 3.12 | Циферблатные весы по ГОСТ 23676-79. Оптико-механическая машина по ГОСТ 10875-76 | + | + | + |
Определение рабочего размера установочных мер | 3.13 | Горизонтальный оптиметр по ГОСТ 5405-75, или горизонтальный длиномер по ГОСТ 14028-68, или оптико-механическая машина по ГОСТ 10875-76 и приспособление для внутренних измерений. Принадлежности к концевым мерам по ГОСТ 4119-76. Концевые меры 4-го разряда по ГОСТ 8.166-75 | + | + | + |
1.2. С разрешения Государственного комитета СССР по стандартам допускается применять методы и средства поверки, не указанные в настоящем стандарте, при условии обеспечения ими необходимой точности поверки.
2. УСЛОВИЯ И ПОДГОТОВКА К ПОВЕРКЕ
2.1. При проведении поверки температура в помещении, в котором производится поверка нутромеров, должна быть (20±4)°С, установочных мер к ним (20±2)°С.
2.2. Поверяемый нутромер, установочную меру и плоскопараллельные концевые меры длины при поверке следует брать за теплоизоляционные накладки, а при их отсутствии необходимо пользоваться салфеткой.
2.3. Перед проведением поверки должны быть проведены следующие подготовительные работы: детали нутромера и установочная мера должны быть промыты авиационным бензином, протерты чистой салфеткой и выдержаны на рабочем месте не менее 3 ч.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Поверку внешнего вида, маркировки и комплектности нутромеров производят по ГОСТ 10-75.
Комплектность нутромеров, находящихся в эксплуатации и вышедших из ремонта, не проверяют.
3.2. Взаимодействие частей нутромера проверяют опробованием:
барабан микрометрической головки в пределах измерения должен перемещаться плавно, не должно ощущаться трения барабана о стебель. У нутромеров с пределами измерения 50-75 мм без стопорного устройства перемещение барабана должно быть плавным, без произвольного поворачивания барабана;
микрометрический винт должен легко передвигаться в гайке. Не должно ощущаться качания микровинта в гайке;
стопорный винт должен надежно закреплять микрометрический винт в требуемом положении;
стержни удлинителей должны легко утопать в своих гнездах под действием нагрузки (нажатие пальцем) и при ее снятии должны плавно, без заеданий, возвращаться в исходное положение;
удлинители и наконечник должны легко ввинчиваться в соответствующие гнезда и при окончательном ввинчивании не должны качаться.
3.3. Параметр шероховатости измерительных поверхностей наконечника, микрометрической головки и установочной меры не должен быть более Ra 0,160 мкм и должен определяться по ГОСТ 9378-75 сравнением с рабочими образцами шероховатости.
3.4. Ширину штрихов шкалы стебля и барабана определяют инструментальным микроскопом.
На каждой микрометрической головке измеряют не менее трех штрихов на стебле и барабане и продольный штрих на стебле не менее чем в трех местах.
Ширина продольного штриха на стебле и штрихов на стебле и барабане должна быть (0,15±0,05) мм при диаметре стебля до 16 мм и (0,20±0,05) мм при диаметре стебля 16 мм и более.
Разница между шириной продольного штриха на стебле и шириной штрихов на барабане не должна превышать 0,05 мм.
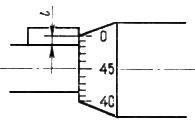
3.5. Расстояние от стебля (у продольного штриха) до верхнего края торца конической части барабана проверяют щупом или концевой мерой.
Щуп или концевую меру размером 0,4 мм прикладывают к продольному штриху стебля (черт.1).
При наблюдении невооруженным глазом верхняя кромка барабана не должна быть выше щупа или концевой меры. Поверку производят в четырех положениях барабана относительно продольного штриха.
Расстояние от стебля до верхнего края торца конической части барабана не должно превышать 0,4 мм.
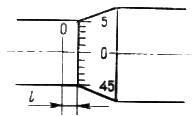
3.6. Положение торца конической части барабана относительно нулевого штриха стебля определяют после установки микрометрической головки на нуль (черт.2).
Вращая микрометрический винт, совмещают торец барабана с правым краем нулевого штриха стебля. Отсчет производят по шкале барабана.
Черт.1
Черт.1
Черт.2
Черт.2
У нутромеров, выпускаемых из производства или ремонта, нулевой штрих шкалы стебля должен быть виден целиком. Расстояние от торца конической части барабана до нулевого штриха ![]() не должно превышать 0,1 мм.
не должно превышать 0,1 мм.
У нутромеров, находящихся в эксплуатации, этот размер может быть увеличен до 0,15 мм, а также допускается перекрытие нулевого штриха торцом конической части барабана на 0,07 мм.
3.7. Радиус кривизны измерительных поверхностей микрометрической головки и измерительного наконечника проверяют радиусными шаблонами на просвет. При поверке радиусным шаблоном, соответствующим наименьшему значению радиуса кривизны измерительной поверхности, просвет должен наблюдаться у вершины измеряемой поверхности микрометрической головки или наконечника. При поверке по наибольшему радиусному шаблону просвет должен наблюдаться по краям измерительной поверхности.
Радиусы кривизны измерительных поверхностей микрометрической головки и измерительного наконечника должны соответствовать указанным в ГОСТ 10-75.
3.8. Погрешность показаний микрометрической головки определяют на горизонтальном оптиметре в пяти точках, указанных в табл. 2.
Определение погрешности показаний микрометрической головки может производиться в любых других точках с условием, что точки шкалы барабана будут проверены не на одном обороте, а на всем пределе измерений микрометрической головки.
Перед поверкой микрометрическая головка должна быть установлена на нулевой отсчет с точностью ±0,002 мм.
Таблица 2
мм
Нижний предел измерения головки | Рекомендуемые точки шкалы, в которых производят поверку |
50 и 75 | 2,50; 5,12; 7,36; 10,24; 13,00 |
150 | 5,12; 10,24; 15,36; 21,50; 25,00 |
Допускаемые погрешности показаний микрометрической головки не должны превышать величин, указанных в табл. 3.
Таблица 3
Допускаемые погрешности показаний, мкм | ||
Нижний предел измерений головки, мм | при выпуске из производства | после ремонта и при эксплуатации |
До 75 | ±6 | ±8 |
Св. 75 | ±8 | ±10 |
Поверка микрометрической головки может быть также осуществлена с помощью оптико-механической машины или горизонтального длиномера методом непосредственной оценки при условии, что температура помещения (в котором производится поверка) должна быть (20±2)°С.
При поверке микрометрической головки методом сравнения прибор должен быть снабжен сферическими наконечниками с радиусом сферы 14-20 мм, при поверке микрометрической головки методом непосредственной оценки - двумя плоскими наконечниками.
Отсчеты производят по шкалам прибора после того, как изменения показаний, наблюдаемые в отсчетном устройстве прибора, не будут превышать 0,001 мм в течение 10 мин.
Изменение размера микрометрической головки при зажатом и освобожденном стопорном винте определяют в одной из поверяемых точек путем измерения ее размера сначала при освобожденном, а затем при зажатом стопорном винте. Допускаемая разность размеров не должна превышать ±0,002 мм.
3.9. Погрешность суммарного размера микрометрической головки с присоединенными к ней удлинителями определяют на горизонтальном оптиметре или на горизонтальном длиномере путем сравнения с концевыми мерами длины или блоками из них, или на оптико-механической машине методом непосредственной оценки (с учетом поправок на шкалу прибора). Микрометрическую головку соединяют с удлинителями в последовательности, предусмотренной предприятием-изготовителем и указанной в таблицах инструкции по пользованию нутромером.
При наличии в таблице более 10 позиций соединения удлинителей допускается поверка нутромеров не по всем позициям таблицы, но не менее 10, при условии, что каждый удлинитель войдет в одно сочетание. У нутромеров с верхним пределом измерения свыше 1250 мм поверяют не менее 15 позиций.
При поверке методом сравнения прибор должен быть снабжен двумя сферическими наконечниками с радиусом сферы 14-20 мм, при поверке методом непосредственной оценки - двумя плоскими наконечниками.
Допускаемые погрешности не должны превышать указанных в табл. 4.
Таблица 4
Допускаемые погрешности показаний, мкм | ||
Измеряемые размеры в мм | при выпуске из производства | после ремонта и эксплуатации |
От 50 до 125 | ±6 | ±8 |
Св. 125 " 200 | ±8 | ±10 |
" 200 " 325 | ±10 | ±12 |
" 325 " 500 | ±12 | ±15 |
" 500 " 800 | ±15 | ±20 |
" 800 " 1250 | ±20 | ±25 |
" 1250 " 1600 | ±25 | ±30 |
" 1600 " 2000 | ±30 | ±40 |
" 2000 " 2500 | ±40 | ±50 |
" 2500 " 3150 | ±50 | ±60 |
" 3150 " 4000 | ±60 | ±70 |
" 4000 " 5000 | ±75 | ±85 |
" 5000 " 6000 | ±90 | ±100 |
" 6000 " 7000 | ±110 | ±120 |
" 7000 " 8000 | ±130 | ±140 |
" 8000 " 9000 | ±150 | ±160 |
" 9000 " 10000 | ±180 | ±190 |
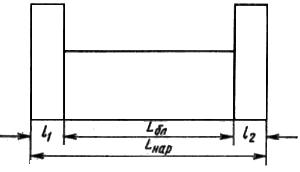
При измерении нутромер устанавливают на двух опорах в точках, расположенных от его концов на расстоянии 1/5 поверяемой длины.
Поверку производят при зажатом стопорном винте головки. Отсчет производят после выдержки нутромера согласно п. 3.8.
3.10. Жесткость нутромера с верхним пределом измерения свыше 1250 мм определяют одновременно с поверкой суммарного размера нутромера.
Для определения жесткости нутромера производят последовательную поверку длины нутромера сначала при расстоянии от опор до измерительных поверхностей, равном 1/5 поверяемой длины, а затем при расположении опор на расстоянии 220 мм от измерительных поверхностей.
Разность измеренных размеров не должна превышать величин, указанных в ГОСТ 10-75.
3.11. Биение точки касания измерительной поверхности нутромера с плоскостью, перпендикулярной к его оси, определяют в том же положении нутромера, при котором производилась поверка его погрешности, с помощью плоских наконечников, диаметры измерительных поверхностей которых должны быть равны значениям биений, указанных в ГОСТ 10-75.
Основные и присоединительные размеры наконечников должны соответствовать ГОСТ 11007-66.
Нутромер поворачивают на полный оборот, при этом точки касания обеих измерительных поверхностей не должны выходить за пределы измерительных поверхностей наконечников.
Поверка может быть также осуществлена с помощью индикатора часового типа. Измерительный стержень индикатора приводят в контакт с образующей измерительного стержня микрометрической головки, а затем с образующей измерительного стержня наконечника.
В каждом случае нутромер поворачивают на полный оборот.
Наибольшая разность показаний индикатора не должна превышать значений биений, указанных в ГОСТ 10-75.
3.12. При поверке индикаторной головки, входящей в комплект нутромера, должны соблюдаться следующие требования:
а) перемещение измерительного стержня индикаторной головки от кольцевой риски, нанесенной на измерительном стержне, должно быть в пределах ±2 мм.
Проверку производят нажатием на измерительный стержень со стороны наконечника. Величину перемещения определяют по шкале индикатора;
б) при повороте индикаторной головки допускается отклонение стрелки индикатора не более чем на 0,010 мм;
в) индикатор должен быть установлен в корпусе головки с натягом до 2 мм, при этом индикаторная головка находится в сборе с микрометрической;
г) измерительное усилие индикаторной головки не должно превышать (700±100) гс (7±1Н).
Проверку производят на циферблатных весах. Отсчет производят по шкале весов в момент совпадения кольцевой риски с торцом корпуса головки;
д) микрометрическая головка в сборе с индикаторной должна иметь размер (300±0,005) мм, при этом кольцевая риска должна совпадать с наружным торцом корпуса головки, стрелка индикатора и микрометрическая головка должны быть установлены на нуль, стопорный винт закреплен;
е) определение суммарного размера микрометрической головки с присоединенными к ней удлинителями и индикаторной головкой производят на оптико-механической машине при установке индикатора на нуль и при закрепленном стопорном винте индикаторной головки.
При свинчивании удлинителей стопорный винт индикаторной головки должен быть откреплен.
3.13. Рабочий размер установочной меры определяют в пяти точках ее измерительной поверхности (черт.3). Полученные в этих точках отклонения не должны выходить за пределы допускаемых значений, указанных в ГОСТ 10-75.
Черт.3

Черт.3
Отсчеты по шкале прибора производят после выдержки согласно п. 3.8.
Допускаемые отклонения установочных мер, выпускаемых из ремонта и находящихся в эксплуатации, не должны превышать значений, указанных в табл. 5.
Таблица 5
Номинальный размер, мм | Допускаемое отклонение, мкм |
50 | 3 |
75 | 3 |
150 | 6 |
300 | 8 |
У цельных (несоставных) установочных мер, находящихся в эксплуатации и выпускаемых из ремонта, номинальный размер при указанных выше допустимых отклонениях может быть расширен на 0,010 или 0,020 мм. В этом случае на установочной мере должен быть отчетливо нанесен измененный размер.
Поверка установочных мер может быть также осуществлена по образцовому кольцу или установочной мере, аттестованным по методике приложения.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. На микрометрические нутромеры, признанные годными при поверке органами Госстандарта, выдается свидетельство установленной формы или наносится клеймо в документе, согласованном с органами Госстандарта.
4.2. Результаты ведомственной поверки оформляют путем отметки в соответствующем документе, составленном органами ведомственного надзора и согласованном с органами Госстандарта.
4.3. Результаты поверки органами отдела технического контроля на предприятии-изготовителе оформляют в выпускном аттестате.
4.4. Микрометрические нутромеры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ (справочное). МЕТОДИКА ПОВЕРКИ ОБРАЗЦОВОГО КОЛЬЦА, ПРИМЕНЯЕМОГО ДЛЯ ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ РАБОЧИХ РАЗМЕРОВ УСТАНОВОЧНЫХ МЕР К НУТРОМЕРУ
ПРИЛОЖЕНИЕ
Справочное
Для поверки образцового кольца применяют концевые меры 3-го разряда и плоскопараллельные боковики, размеры которых (![]() и
и ![]() ) определены на приборе с ценой деления 0,0001-0,0002 мм (контактный интерферометр, оптикатор).
) определены на приборе с ценой деления 0,0001-0,0002 мм (контактный интерферометр, оптикатор).
Набрав необходимый размер блока с аттестованными боковиками, закрепляют его в струбцине и измеряют размер по наружным измерительным плоскостям боковиков (![]() ).
).
Внутренний размер блока, по которому должен быть установлен прибор (![]() ), определяют расчетным путем.
), определяют расчетным путем.
Пример. Диаметр поверяемого кольца 75 мм:
![]() = 95,0013 мм
= 95,0013 мм![]() = 9,99922 мм
= 9,99922 мм![]() = 10,00087 мм
= 10,00087 мм![]() = 95,0013- (9,99922 +10,00087) =75,0012 мм.
= 95,0013- (9,99922 +10,00087) =75,0012 мм.
Полученный размер (![]() ) сравнивают с поверяемым кольцом (с помощью приспособления для внутренних измерений). Отсчеты производят после соответствующей выдержки на приборе, необходимой для стабилизации размера.
) сравнивают с поверяемым кольцом (с помощью приспособления для внутренних измерений). Отсчеты производят после соответствующей выдержки на приборе, необходимой для стабилизации размера.
Отклонение - 0,0009 мм, следовательно, действительный размер поверяемого кольца равен 75,0003 мм.
Примечание. Образцовое кольцо может быть заменено установочной мерой к нутромеру, которая должна быть аттестована по описанной методике.