ГОСТ 16277-93
(ИСО 6305-2-83)
Группа В42
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДКЛАДКИ РАЗДЕЛЬНОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ТИПОВ Р50, Р65 и Р75
Технические условия
Plates of separate fastening for railway Р50, P65 and Р75 rails. Specifications
МКС 45.080
ОКП 11 3000
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 27 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Приложение 2 подготовлено методом прямого введения ИСО 6305-2-83* "Составные элементы железнодорожного пути. Технические требования на поставки. Часть 2. Опорные плиты (подкладки) из нелегированной углеродистой стали" и полностью соответствует ему
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
4 ВЗАМЕН ГОСТ 16277-84, ГОСТ 16278-78, ГОСТ 16279-78
5 ПЕРЕИЗДАНИЕ. Ноябрь 2005 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-94 | 2.2 |
ГОСТ 1497-84 | Приложение 2 |
ГОСТ 7566-94 | 2.17 |
ГОСТ 9012-59 | 4.2 |
ГОСТ 17769-83 | Приложение 2 |
Настоящий стандарт распространяется на металлические подкладки (далее - подкладки) нормальной и повышенной точности для раздельного рельсового скрепления типов КБ, КД и СК к железнодорожным рельсам типов Р50, P65 и Р75 и стрелочным переводам железнодорожного пути, изготавливаемые для нужд народного хозяйства и экспорта. Допускается по согласованию между изготовителем и потребителем изготовлять подкладки в соответствии с требованиями приложения 2.
1 Конструкция и размеры
1 Конструкция и размеры
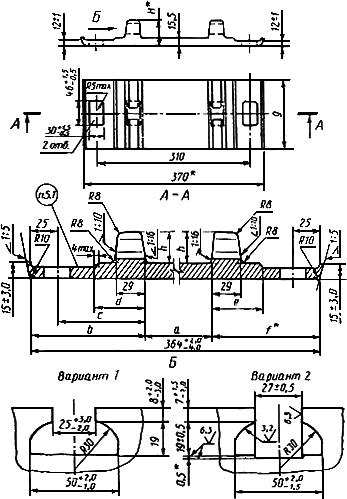
1.1 Конструкция и размеры подкладок типа КБ к железнодорожным рельсам типов Р50, P65 и Р75 должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1. Подкладка типа КБ
Подкладка типа КБ
_________
* Размеры для справок.
Рисунок 1
Таблица 1
Условное обозначение подкладки | 1КБ65 | 2КБ65 | 1КБ50 | 2КБ50 | ||
Вариант исполнения паза | 1 | 2 | 1 | 2 | ||
а (пред. откл. +2,0) | 151 | 133 | ||||
b (пред. откл. ±2,0) | 106,5 | 118,5 | ||||
с (пред. откл. | 79,5 | 91,5 | ||||
d | 53,5 | 65,5 | ||||
e | 53,5 | 59,5 | ||||
f | 106,5 | 112,5 | ||||
H | 47,5 | 46,5 | 47,5 | 46,5 | ||
h | норм. точн. | пред. откл. | 32 | - | 32 | - |
повыш. точн. | пред. откл. | - | 31 | - | 31 | |
g | норм. точн. | пред. откл. | 140 | - | 140 | - |
повыш. точн. | пред. откл. ±1,5 | - | 138 | - | 138 | |
Примечание - Подкладки типов КБ65, КД65 и СК65 могут применяться как с рельсами типа Р65, так и с рельсами типа P75. | ||||||
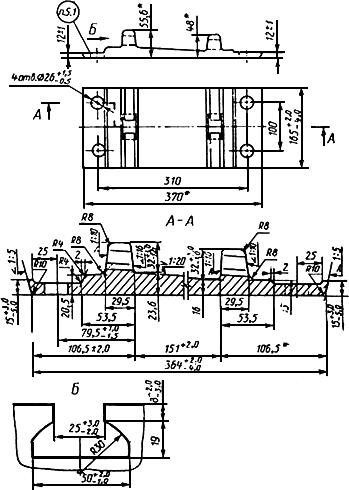
1.2 Конструкция и размеры подкладок типа КД к железнодорожным рельсам типов P65 и Р75 должны соответствовать указанным на рисунке 2.
Рисунок 2. Подкладка типа КД
Подкладка типа КД
_____________
* Размеры для справок.
Рисунок 2
1.3 Подкладки типа СК должны изготавливаться из профильных полос, как и подкладки типа КБ.
Размеры, которыми они отличаются от подкладок типа КБ, должны соответствовать указанным на рисунке 3.
Рисунок 3. Подкладки типа СК
Рисунок 3
Пример условного обозначения подкладки типа КБ к рельсам типов Р65 и Р75 нормальной точности:
Подкладка 1КБ65 ГОСТ 16277-93
То же, повышенной точности:
Подкладка 2КБ65 ГОСТ 16277-93
То же, подкладки КД нормальной точности:
Подкладка КД65 ГОСТ 16277-93
То же, подкладки СК:
Подкладка 1СК65 ГОСТ 16277-93
1.4 Вариант исполнения паза устанавливает предприятие-изготовитель.
1.5 Размеры радиусов закруглений, не указанные на чертежах, не должны превышать 3 мм, в готовом изделии не контролируются и служат для построения профиля.
Допускается выполнять сопряжения внутри паза фасками размером 3х45°.
1.6 Размеры, на которые не установлены предельные отклонения, в готовых подкладках не контролируются, они должны обеспечиваться оснасткой с точностью ±1,0 мм.
1.7 Площадь поперечного сечения и масса подкладок указаны в приложении 1 (таблица 4).
2 Технические требования
2.1 Подкладки должны изготовляться в соответствии с требованиями настоящего стандарта и технической документации, утвержденной в установленном порядке.
2.2 Подкладки должны изготовляться из полос, прокатанных из стали марок Ст4кп, Ст4пс и Ст4сп по ГОСТ 380*.
________________
* На территории Российской Федерации действует ГОСТ 380-2005, здесь и далее по тексту. - Примечание изготовителя базы данных.
Допускается изготовлять подкладки из полос, прокатанных из стали марок Ст3кп, Ст3пс и Ст3сп по ГОСТ 380 с массовой долей углерода не менее 0,16% (при этом суммарное количество углерода и 1/4 марганца должны составлять не менее 0,28%).
2.3 Подкладки следует изготовлять без термообработки и с термообработкой. Твердость термообработанных подкладок - по соглашению сторон.
2.4 Поверхности прилегания подкладок к подошве рельса и к шпале должны быть плоскими.
2.5 Предельные отклонения от геометрической формы подкладок указаны в таблице 2.
Таблица 2
Наименование показателя | Степень точности подкладки | |
нормальная | повышенная | |
Продольная и поперечная выпуклости поверхности прилегания подкладок к подошве рельса, не более | 0,5 | 0,4 |
То же, на расстоянии от торца до 20 мм, не более | 1,5 | 1,5 |
Продольная и поперечная выпуклости и вогнутость прилегания подкладок к шпале, не более | 1,5 | 1,2 |
Вогнутость поверхности прилегания подкладок к подошве рельса | Не допускается | |
Отклонение от перпендикулярности торцов подкладок: | ||
в вертикальной плоскости, не более | 3,0 | 2,0 |
в горизонтальной плоскости, не более | 5,0 | 3,0 |
Отклонение от симметричности расположения осей: | ||
отверстий относительно поперечной оси, не более | 2,0 | 1,5 |
пазов в ребордах, не более | 3,0 | - |
2.6 Заусенцы, отпечатки на поверхности прилегания подкладок к подошве рельса и к шпале, а также на внутренних гранях реборд должны быть удалены посредством фрезерования, опиловки или вырубки, если они выходят за пределы опорных поверхностей.
Допускаются на наружной стороне реборд следы механической обработки глубиной не более 2 мм, получаемые при удалении заусенцев по периметру пазов для клеммных болтов в подкладках нормальной точности, и не более 0,5 мм для подкладок повышенной точности.
2.7 Допускаемые дефекты поверхности и внешнего вида подкладок в зависимости от степени точности указаны в таблице 3.
Таблица 3
мм
Наименование дефекта | Степень точности подкладки | |
нормальная | повышенная | |
Раскатанные загрязнения, пузыри, закаты, риски, рябизна, отпечатки и плены: | ||
на поверхности прилегания подкладки к подошве рельса и к шпале, на участке между ребордами, не более | 0,5 | 0,4 |
на боковых кромках, не более | 2,0 | 1,5 |
на остальных поверхностях, не более | 1,0 | 0,8 |
Риски, сколы, царапины, уступы: | ||
на опорной поверхности паза, не более | 1,0 | 0,5 |
на поверхности торцев, не более | 3,0 | 2,0 |
Заусенцы: | ||
по периметру пазов для клеммных болтов, не более | 1,5 | 0,2 |
по периметру крепежных отверстий выходящие за опорную, верхнюю поверхность, не более | 0,5 | 0,2 |
на остальных поверхностях, не более | 1,0 | 1,0 |
Утяжка металла при рубке: | ||
под ребордами у торцев подкладок, не более | 4,0 | 2,5 |
на остальных поверхностях у торцев | Не контролируется | |
Утяжка металла при прошивке пазов для клеммных болтов, не более | 8,0 | Не допускается |
Отгиб концов реборд паза внутрь подкладок, не более | 1,5 | Не допускается |
Плавное поднятие концов реборд паза при прошивке в холодном состоянии, не более | 5,0 | Не допускается |
Примечание - Заварка или заделка дефектов не допускается. | ||
2.8 На поверхности торцев подкладок, крепежных отверстий и пазов для клеммных болтов не должно быть расслоений.
2.9 При прошивке крепежных отверстий местное выпучивание металла на кромках подкладок не должно выводить подкладку за установленные предельные отклонения по ширине более чем на 1 мм, при этом допускается деформация уса.
2.10 При изготовлении пазов для клеммных болтов допускается срез уса против паза в ребордах до уровня нижней поверхности паза.
2.11 На нижней (неопорной) поверхности паза допускаются уступы до 3 мм и сколы металла, не выходящие ниже уровня подрельсовой площадки подкладки.
2.12 Подкладки без термообработки должны выдерживать без излома, трещин и надрывов испытание на изгиб под углом 45°.
2.13 Подкладки, соответствующие требованиям пп.2.1-2.12 настоящего стандарта, предназначены для использования на путях, принадлежащих МПС и промышленным предприятиям.
2.14 Подкладки хотя бы с одним из следующих отклонений от требований настоящего стандарта:
по содержанию углерода - до минус 0,05%;
фосфора - до плюс 0,015%;
по размерам, превышающим не более чем вдвое (за исключением расстояний между ребордами) предельные отклонения, указанные на рисунке 1 и в таблице 1;
по выпуклости и вогнутости плоскостей прилегания подкладок к подошве рельса и к шпале, утяжкам, по отклонению от перпендикулярности торцев и размерам поверхностных дефектов (табл.2 и 3) не более чем вдвое;
по углу изгиба - на 15° менее установленного в п.2.12;
по расслоениям металла в торцах (п.2.8) - длиной не более 25 мм, допускается использовать на путях, принадлежащих только промышленным предприятиям.
2.15 На каждой подкладочной полосе, на наружной стороне базовой полки, должен быть выкатан выпуклыми буквами или цифрами товарный знак или условное обозначение предприятия - изготовителя полосы.
На наружную сторону базовой полки термообработанных подкладок наносят полосу шириной не менее 20 мм фисташковой или светло-зеленой несмываемой краской.
2.16 На один из торцев подкладок, соответствующих требованиям п.2.14, должна быть нанесена полоса несмываемой красной краской.
Подкладки, не соответствующие требованиям настоящего стандарта, должны быть залиты известью.
2.17 На две подкладки каждой принятой партии навешивают металлические ярлыки, в которых должны быть указаны:
товарный знак или условное обозначение предприятия-изготовителя;
год и месяц изготовления подкладок;
тип подкладок и степень точности;
номер партии;
число подкладок в штуках;
клеймо технического контроля предприятия-изготовителя и инспектора Министерства путей сообщения.
Ярлыки должны быть надежно привязаны проволокой к двум подкладкам каждой принятой партии.
Форму ярлыка определяет предприятие-изготовитель в соответствии с ГОСТ 7566.
3 Приемка
3.1 Для контроля качества изготовления подкладок техническим контролем предприятия-изготовителя должны проводиться приемосдаточные испытания, при которых проверяют:
внешний вид и основные размеры (пункты 1.1-2.11, табицы 1 и 3);
вогнутость и выпуклость поверхности прилегания подкладок к подошве рельса и шпале (таблица 2);
твердость термообработанных подкладок (2.3);
изгиб (2.12).
Техническая приемка готовых подкладок осуществляется инспектором Министерства путей сообщения в соответствии с требованиями настоящего стандарта.
3.2 Подкладки должны предъявляться к приемке партиями.
Партия должна состоять из подкладок одного типа в количестве 500-3000 шт.
При поплавочной приемке подкладок размер партии допускается увеличивать до 5000 шт., при этом остаток менее 1000 шт. присоединяют к одной из партий данной плавки.
3.3 Для проверки качества подкладок от партии отбирают:
не менее 1% подкладок - для проверки внешнего вида, качества поверхности и размеров;
не менее 3% - для контроля вогнутости и выпуклости поверхностей прилегания подкладок к подошве рельса и шпале;
не менее 5 шт. - для определения твердости термообработанных подкладок;
одну подкладку - для испытания на изгиб.
Результаты испытаний распространяют на всю партию.
3.4 Химический состав стали для подкладок определяют по плавочному анализу ковшовой пробы.
3.5 При обнаружении в выборке хотя бы одной подкладки с вогнутостью поверхности прилегания к подошве рельса или имеющей другие дефекты, превышающие установленные в таблицах 2 и 3 нормы, или отклонения по размерам в двух и более подкладках, или при неудовлетворительных результатах испытаний на изгиб, проводят повторные испытания удвоенного числа подкладок.
Если при повторной проверке будут обнаружены отклонения в размерах или получены неудовлетворительные результаты испытаний хотя бы на одной подкладке, не принимают всю партию.
Допускается такую партию подвергать пересортировке или термической обработке и предъявить ее к приемке повторно.
Если отклонения, обнаруженные в партии подкладок, превышают установленные нормы, то такую партию считают не соответствующей требованиям настоящего стандарта.
3.6 При приемке подкладок, прошедших приемосдаточные испытания, составляют документ, удостоверяющий соответствие подкладок требованиям настоящего стандарта, в котором должны быть указаны:
наименование предприятия-изготовителя и его адрес;
тип, сорт подкладок и степень точности;
обозначение стандарта, по которому изготовлены и приняты подкладки;
наличие термической обработки;
номер партии;
число подкладок в штуках;
номер заказа, адрес и наименование получателя.
Указанный документ должен быть подписан работником отдела технического контроля предприятия-изготовителя и инспектором Министерства путей сообщения.
4 Методы контроля
4.1 Размеры, вогнутость и выпуклость подкладок (пункты 1.1-2.10, таблицы 1, 2 и 3) следует проверять при помощи шаблонов, утвержденных в установленном порядке.
Глубину поверхностных дефектов (2.7) следует проверять пробной вырубкой.
4.2 Твердость подкладок после термообработки (2.3) следует определять по ГОСТ 9012.
Место для определения твердости должно находиться в центральной части поверхности прилегания подкладки к рельсу.
4.3 При испытании на изгиб подкладку кладут нижней поверхностью на приспособление V-образной формы и изгибают при помощи оправки радиусом 10 мм.
Угол между наклонными плоскостями приспособления должен быть 135°.
Допускается перед испытанием абразивная обработка кромок подкладок.
5 Транспортирование
Подкладки транспортируют без упаковки любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
ПРИЛОЖЕНИЕ 1 (обязательное)
Таблица 4
Условное обозначение подкладок | Площадь сечения профиля, см | Масса, кг (справочная) | |
1 м проката | одной подкладки | ||
1КБ50 | 70,07 | 55,0 | 7,0 |
2КБ50 | 69,70 | 54,7 | 6,85 |
1СК50 | 70,07 | 55,0 | 8,4 |
2СК50 | 69,70 | 54,7 | 8,3 |
1КБ65 | 70,07 | 55,0 | 7,0 |
2КБ65 | 69,70 | 54,7 | 6,85 |
1СК65 | 70,07 | 55,0 | 8,4 |
2СК65 | 69,70 | 54,7 | 8,3 |
КД65 | 79,57 | 62,5 | 9,7 |
Примечание - Масса подкладок определена, исходя из номинальных размеров и при плотности стали 7850 кг/м | |||
ПРИЛОЖЕНИЕ 2 (обязательное)
Составные элементы железнодорожного пути. Технические требования на поставки
Часть 2
ОПОРНЫЕ ПЛИТЫ (ПОДКЛАДКИ) ИЗ НЕЛЕГИРОВАННОЙ УГЛЕРОДИСТОЙ СТАЛИ
ИСО 6305-2-83
1 ОБЛАСТЬ РАСПРОСТРАНЕНИЯ И ПРИМЕНЕНИЯ
Настоящее приложение устанавливает требования к качеству продукции и условия испытаний для опорных плит, прокатанных из нелегированной углеродистой стали.
2 ССЫЛКИ
ГОСТ 1497-84 (ИСО 6892-84). Металлы. Методы испытаний на растяжение.
ГОСТ 17769-83* (ИСО 3269-88). Изделия крепежные. Правила приемки.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
3 УСЛОВИЯ ПРОИЗВОДСТВА
3.1 Способы производства стали
Способ производства стали выбирает поставщик. По просьбе заказчика поставщик должен указать в заявке вид и принципиальные характеристики способа производства стали; он не может их изменить без консультации с представителем заказчика.
Применяемая сталь должна соответствовать требованиям, указанным в таблице 5, которые определяет заказчик.
Таблица 5
Предел прочности на растяжение, Н/мм | Минимальное удлинение, % |
От 380 до 480 | 24 |
От 480 до 620 | 18 |
По согласованию между заказчиком и поставщиком допускается использовать и другую сталь.
3.2 Производство
Для изготовления опорных плит заготовки режут на мерные длины и подвергают их чистовой обработке в соответствии с чертежами заказчика.
Поставщик должен применять самые лучшие способы производства для того, чтобы опорные плиты удовлетворяли требованиям настоящего стандарта. Дополнительно к блюмам, полученным из слитков, можно использовать непрерывно литые блюмы.
3.3 Чертежи и рабочие шаблоны
Заказчик должен представить поставщику копии окончательных чертежей вместе с извещением об утверждении заказа.
Поставщик перед началом производства должен изготовить два комплекта максимальных и минимальных рабочих шаблонов, используя оговоренные допуски на размеры (если это оговаривается в заказе). По просьбе заказчика на этих шаблонах может быть поставлено клеймо после того, как их одобрит представитель заказчика.
Только эти рабочие шаблоны должны применяться для проверки изделия.
Один комплект рабочих шаблонов изготавливается для контролера-приемщика на период проведения испытаний при приемке. Рабочие шаблоны должны изготавливаться за счет поставщика. Для изделий, заказанных в количестве менее 10000 за один раз, новые шаблоны не изготавливают.
Когда рабочие шаблоны утверждены заказчиком, то их следует применять и для заявок других заказчиков (где это возможно).
3.4 Маркировка
На опорных плитах жирным шрифтом должны быть нанесены следующие условные обозначения, место расположения которых указано в чертежах:
условное обозначение завода-поставщика;
последние две цифры года изготовления;
символ, обозначающий сечение (профиль) плит (если это требуется).
3.5 Отсутствие дефектов
Опорные плиты не должны иметь дефектов, которые неблагоприятно влияют на плиты при их использовании.
Небольшие дефекты в месте соприкасания плиты с поверхностью рельса могут быть приняты контролером, если он их посчитает незначительными.
Не допускается холодная или горячая обработка с целью скрытия дефекта.
3.6 Окончательная отделка
3.6.1 Длина опорной плиты
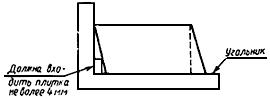
Используемые заготовки следует резать на длины любым подходящим способом, который не уменьшит сечение и не ухудшит качество металла. Каждая резка должна производиться перпендикулярно к оси, чисто и без заусенцев. Любые выступы в месте соприкасания плиты с рельсом должны быть удалены. Ковка не разрешается.
Деформация краев плит по нисходящей, получаемая при резке, допускается до 1,5 мм по ширине 20 мм для деталей толщиной менее 33 мм и до 3 мм для деталей толщиной более 33 мм.
3.6.2 Сверление и прорубка пазов
По согласованию с заказчиком отверстия следует просверливать или пробивать. Пазы и отверстия требуемой формы можно получить любым из подходящих способов.
Размеры отверстий должны (на обеих поверхностях) находиться в пределах допусков. Заусенцы, образовавшиеся во время процесса сверления или прорубки, следует тщательно удалить. Ковка не разрешается.
3.7 Допуски на размеры
Методы и средства проверки допусков на размеры оговорены в таблице 6.
Таблица 6
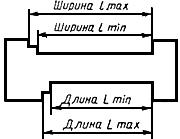
Показатели | Размеры | Допуски* | Способы контроля |
Длина | Размер, параллельный рельсу | ±4 | Мин/макс. шаблон |
Ширина | Ширина прокатанного сечения | ±3 | Мин/макс. шаблон |
Толщина | - | ±1 | Толщину следует измерять на двух концах сечения опорной плиты |
Размер между выступами ( | - | +1,5 | Мин/макс. шаблон |
Размер отверстий | - | Для просверленных: ±0,5 | - |
Расположение отверстий | Расположение отверстий должно давать возможность опорной плите установиться на шаблоне, шрифты располагают на заданном расстоянии; диаметр/размер шрифтов может быть меньше диаметра отверстий на 1,5 мм. Длина рабочего шаблона должна быть равна длине опорной плиты плюс максимальный допуск. | - | |
Уклон поверхности | - | ±7/1000 | По разности двух измерений толщины взяты насколько возможно ближе к выступам (краям) |
* Для высокоскоростных путей ( | |||
Если для нормальных операций и по согласованию между поставщиком и заказчиком используются шаблоны, эквивалентные указанным в п.3.3, то следует применять рабочие шаблоны, изготавливаемые для контролера-приемщика.
3.8 Неплоскостность
Поверхность, которая поддерживает рельсы, не должна отклоняться от плоскости более чем на 0,5 мм. Заказчик должен оговорить в заказе, какая должна быть поверхность - вогнутая или выпуклая.
4 УСЛОВИЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ ПРИ ПРИЕМКЕ
4.1 Общая часть
Испытания должны проводиться на заводе-поставщике; подготовка образцов и сами испытания должны проводиться за счет поставщика.
4.1.1 Типы испытаний
Должно проводиться одно испытание на растяжение на плите при заготовке весом 50 т или меньше и два испытания на растяжение для заготовок, превышающих вес 50 т.
4.1.2 Размер и конечная обработка
Проверке подлежат:
ширина сечения (![]() );
);
размер между выступами (![]() );
);
диаметры отверстий;
расположение отверстий;
уклон поверхности;
неплоскостность, место соприкасания плиты с рельсом.
Другие размеры, для которых допуски оговорены в таблице 6, контролер-приемщик может проверить в любое время, но он не подвергает их систематической проверке, оговоренной в п.4.3.2.
4.2 Отбор образцов для испытаний
4.2.1 Образцы для механических испытаний
Изделия для образцов следует отбирать по указанию контролера-приемщика.
Испытуемые образцы следует резать в направлении прокатки. Резка и конечная обработка должны осуществляться в холодном состоянии при помощи станков и без ковки, холодной деформации, закалки или отжиге.
Если возможно, то испытуемые образцы должны иметь цилиндрическую форму диаметром 10 мм, т.е. сечением 78,5 мм![]() . Расчетная длина должна составлять 50 мм, а с припуском на обработку - 60-70 мм.
. Расчетная длина должна составлять 50 мм, а с припуском на обработку - 60-70 мм.
Твердость следует измерять по согласованию с заказчиком при условии, что такие измерения заменят испытание на растяжение.
4.2.2 Проверка размеров
Изделия, отобранные для образцов, следует сгруппировать в партии. Партия должна содержать не менее 3000 изделий и не более 10000.
Контролер-приемщик в целях проверки имеет право "разбить" партию или сгруппировать ее. Детали, отобранные для образцов, контролер должен маркировать, и при этом маркировка должна сохраняться до конца испытаний.
4.3 Проверки
4.3.1 Испытание на растяжение следует проводить в соответствии с ГОСТ 1497. Испытуемая сталь должна отвечать требованиям к качеству, указанным в 3.1. Если в партии одна деталь, выбранная для испытаний, не отвечает требуемым условиям, то следует провести повторные испытания, как укажет контролер-приемщик. Если одно из этих повторных испытаний будет неудовлетворительным, то соответствующую партию считают браком.
4.3.2 Проверка размеров. Пояснение
При проверке любую опорную плиту, у которой, по меньшей мере, одно измерение будет превышать допуски или которая не будет удовлетворять требованиям к конечной обработке, оговоренным в 4.1.2, следует считать как несоответствующую.
Проверку размеров следует проводить выборочно из партии.
Метод отбора образцов следует согласовать между заказчиком и поставщиком. Согласованием определяют уровни качества, моменты риска, размер партии и образца.
В случае отсутствия такого согласования план отбора образцов следует осуществлять по графику Вальда или в соответствии с ГОСТ 17769. Оба плана эквивалентны, но последовательный план значительно экономичнее.
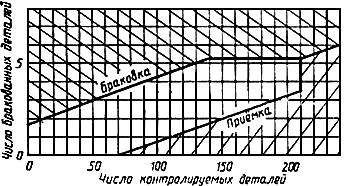
Моменты риска в плане, представленном графиком Вальда (приложение В), следующие:
вероятность максимум 5% брака из партии, содержащей не более 5% дефектных деталей;
вероятность максимум 5% приемки партии, содержащей не менее 15% дефектных деталей.
Испытания прекращаются, как только точка на графике Вальда достигнет одной из областей, обозначенных "приемка" или "браковка".
В случае отбраковки поставщику должно быть дано право сортировать детали дефектной партии (за его счет) и повторно представлять партию на приемку. При вторичном представлении проверку проводят в соответствии с планом (приложение С), в котором меньше риска для заказчика.
4.3.3 Проверка размеров отбором проб из партии. Карточки контроля качества
Когда поставщик постоянно применяет систему карточек контроля качества, утвержденную заказчиком для этих изделий, заказчик имеет право договориться о частоте проверок размеров отбором проб из партий. Результаты, записанные на карточках контроля качества, должны считаться основными.
Карточки должны находиться в распоряжении контролера-приемщика, который в любое время может проверить правильность применения методики любым способом, выбранным заказчиком.
Карточки контроля качества должны содержать любую информацию, необходимую для четкого определения продукции. Они должны сохраняться поставщиком до 31 декабря того года, который следует за годом, показанным на деталях.
5 ИНФОРМАЦИЯ, КОТОРУЮ ДОЛЖЕН ПОСТАВЛЯТЬ ЗАКАЗЧИК
Заявка на продукцию должна сопровождаться указанием условий использования и соответствующими документами, необходимыми для выполнения заказа, особенно установленными настоящим стандартом.
ПРИЛОЖЕНИЕ А
Контроль размеров и допусков
A.1 Шаблон для измерения длины ![]() и ширины
и ширины ![]()
А.2 Шаблон для измерения отклонения выступов рельсовых подкладок (ширины гнезда для рельса)

А.3 Контроль конечной прямолинейности (или прямолинейности конца)
А.4 Шаблон для контроля диаметра отверстий

А.5 Контроль наклона поверхности
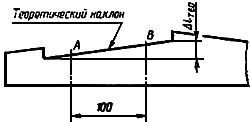
Наклон (отклонение) должен быть с допуском ±0,007, если разность толщин между точками А и В, расположенными не только на краях поверхности, находится в пределах допуска ![]() ±0,7 мм.
±0,7 мм.
ПРИЛОЖЕНИЕ В
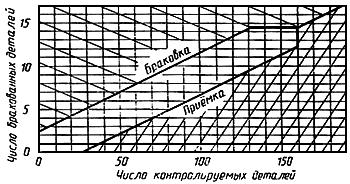
Прогрессивная диаграмма отбора (метод Вальда)
К вопросу о применении диаграммы Вальда
Из контролируемой партии методом случайного отбора отбирают отдельные изделия, каждое из которых проверяют и результаты наносят на диаграмму, затем продолжают проверку.
Образец считают соответствующим стандарту, если результат испытания или проверки на диаграмме удовлетворителен. В противном случае его считают несоответствующим.
Результаты отражаются в движении точки по диаграмме. Исходное ее положение - в начале координат (нуль). При каждом испытании точка сдвигается на одну единицу параллельно оси ![]() . При каждом неудовлетворительном испытании она также сдвигается на одну единицу параллельно оси
. При каждом неудовлетворительном испытании она также сдвигается на одну единицу параллельно оси ![]() . Испытания прекращают, как только точка достигнет одной из областей, обозначенных: "приемка" или "браковка".
. Испытания прекращают, как только точка достигнет одной из областей, обозначенных: "приемка" или "браковка".
Данные для различных видов испытаний, которые составляют серию, могут быть нанесены на одну диаграмму.
Диаграммы, относящиеся к каждой серии испытаний, должны прилагаться к отчету о приемке. В них должны быть показаны последовательные положения движущейся точки.
Заказчик может дать разрешение на отбор с использованием групп "близких" изделий взамен отдельных изделий, отбираемых случайным образом. В этом случае:
1) число изделий в группе должно быть постоянным на протяжении испытаний, максимальное их число равно 10;
2) положение движущейся точки должно наноситься на диаграмму после проверки всех изделий в группе, новое положение движущейся точки наносится после испытания каждой группы. Точка перемещается параллельно оси ![]() на столько единиц, сколько изделий в группе, и параллельно оси
на столько единиц, сколько изделий в группе, и параллельно оси ![]() на столько единиц, сколько дефектных изделий содержится в группе.
на столько единиц, сколько дефектных изделий содержится в группе.
ПРИЛОЖЕНИЕ С
Прогрессивная диаграмма отбора образцов для контроля, представленных на повторную приемку (см. приложение В)
Диаграмма Вальда