ГОСТ 16098-80*
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ДВУХСЛОЙНОЙ
КОРРОЗИОННОСТОЙКОЙ СТАЛИ
Основные типы, конструктивные элементы и размеры
Welded joints of clad corrosionresistant steel.
Main types, design elements and dimensions
Дата введения 1982-01-01
ВВЕДЕН постановлением Государственного комитета СССР по стандартам от 25.09.80 N 4818
ВЗАМЕН ГОСТ 16098-70
* ПЕРЕИЗДАНИЕ (июнь 1992 г.) с Изменением N 1, утвержденным в феврале 1989 г. (ИУС 5-89).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из двухслойной коррозионностойкой стали по ГОСТ 10885-85, выполняемых дуговой и электрошлаковой сваркой.
2. В стандарте приняты следующие обозначения способов сварки:
Р - ручная дуговая сварка;
АФ - автоматическая сварка под флюсом на весу;
АФф - автоматическая дуговая сварка под флюсом на флюсовой подушке;
З - дуговая сварка в защитных газах;
Ш - электрошлаковая сварка.
Разновидность сварки в среде защитных газов обозначается по ГОСТ 14771-76, а электрошлаковой сварки по ГОСТ 15164-78.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-42.
3; 4. (Измененная редакция, Изм. N 1).
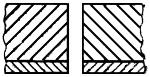
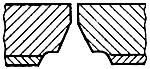
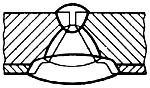
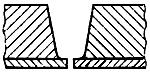
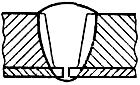
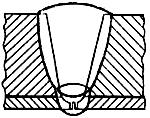
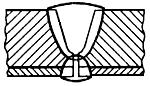
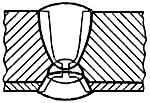
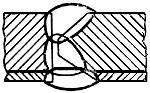
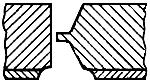
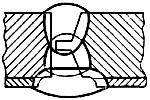
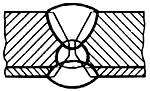
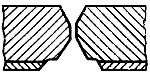
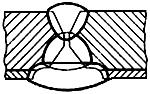
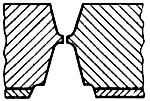
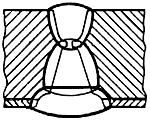
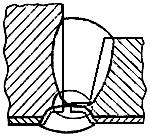
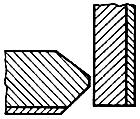
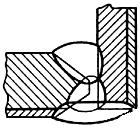
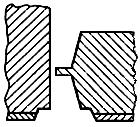
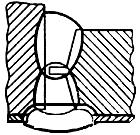
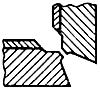
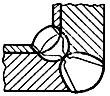
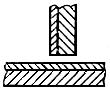
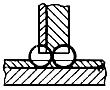
Таблица 1 Основные типы сварных соединений
Таблица 1
| Тип сое- | Форма подго- товлен- ных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свари- ваемых деталей, мм | Услов- ное обозна- чение свар- ного соеди- нения | |
| подготовленных кромок | сварного шва | ||||||
| Сты- ковое | Без скоса кромок | Двусто- ронний |
| АФф+АФ | 8-16 | ||
|
| Р | 4-6 | С1 | ||||
|
| АФ | 8-10 | |||||
| | | |
|
| | ||
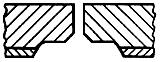
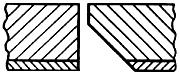
| Без скоса кро- мок, со сня- тием плаки- рую- щего слоя |
|
| АФ |
|
| ||
|
|
| Ш |
|
| |||
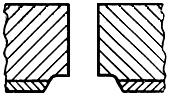
| Со скосом одной кромки |
|
| АФ | | | ||
| Р | 8-20 | С4 | |||||
| Со скосом одной кромки по ломаной линии и снятием плаки- рующего слоя |
|
| АФ |
|
| ||
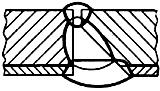
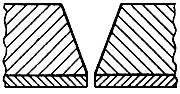
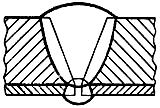
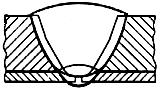
| Со скосом кромок |
|
| АФ | 16-30 |
| ||
| Р | 8-26 | ||||||
| Р | 8-22 | | |||||
|
|
| АФ | 10-20 | С7 | |||
| АФф | 10-22 | | |||||
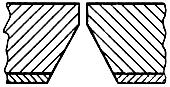
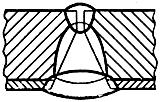
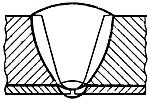
| Со скосом кромок по ломаной линии |
|
| АФф | 18-40 |
| ||
| АФ | 16-30 | | |||||
| Односто- ронний |
|
| АФ | 8-30 | С9 | ||
|
| Со скосом кромок по ломаной линии |
|
| АФ | 30-100 | С10 | |
| С криво- линей- ным скосом кромок |
|
| Р | 50-160 | С11 | ||
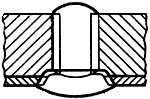
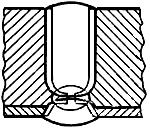
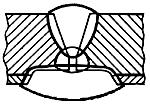
| Одно- сторон- ний с расплав- ляемой вставкой |
|
| 50-100 | С12 | |||
|
|
|
| АФ | 18-50 | С13 | ||
| С криво- линей- ным скосом кромок и снятием плаки- рующего слоя |
|
| АФ | 50-100 | С14 | ||
|
|
| АФ+Ш | 50-160 | С15 | |||
| Со скосами кромок по ломаной линии и снятием плакиру- ющего слоя |
|
| АФ | 50-100 | С16 | ||
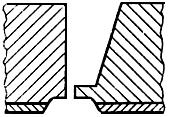
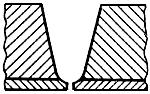
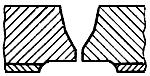
| Со скосами одной кромки |
|
| АФ | 16-60 | | ||
| Р | 12-60 | С17 | |||||
| Со скосами одной кромки по ломаной линии и снятием плаки- рующего слоя |
|
| АФ | 60-70 | С18 | ||
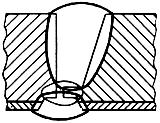
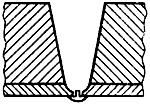
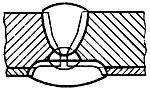
| Со скосами кромок | АФ | 18-85 | | ||||
|
|
| АФ | 18-40 | С19 | |||
| Р | 14-60 | | |||||
| Со скосами кромок и снятием плакиру- ющего слоя |
|
| АФ | 18-85 | С20 | ||
| С криво- линей- ными скосами кромок и снятием плакиру- ющего слоя |
|
| АФ | 50-160 | C21 | ||
| С несим- метрич- ными криво- линей- ными скосами и снятием плакиру- ющего слоя |
|
| АФ+Ш | | C22 | ||
| Со скосами кромок |
|
| АФ | 50-160 | C23 | ||
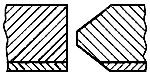
| Со скосом кромки и снятием плакиру- ющего слоя |
|
| АФ | 20-70 | C24 | ||
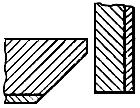
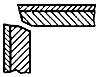
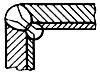
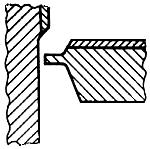
| Уг- ло- вое | Без скоса кромок |
| P | 8-14 |
| ||
|
|
| АФ | 8-30 | | |||
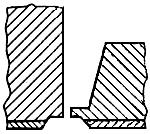
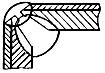
| Со скосом одной кромки |
|
| Р | 8-20 | У2 | ||
|
|
| Р | 12-26 | У3 | |||
| Со скосом одной кромки по ломаной линии и снятием плакиру- ющего слоя |
|
| АФ | 50-100 | У4 | ||
| Со скосами одной кромки |
|
| Р | 18-60 | У5 | ||
| Со скосами одной кромки по ломаной линии и снятием плакиру- ющего слоя |
|
| АФ | 50-100 | У6 | ||
| Со скосом кромок по ломаной линии |
|
| АФ |
| У7 | ||
| С криво- линейным скосом кромок |
|
| АФ | | У8 | ||
|
|
| АФ |
| У9 | |||
|
|
| Р | | У10 | |||
| Со скосом кромок по ломаной линии и снятием плакиру- ющего слоя |
|
| АФ | 20-40 | У11 | ||
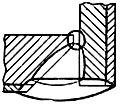
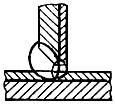
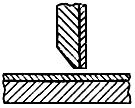
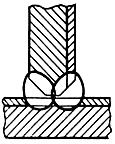
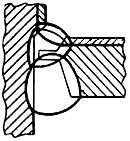
| Тав- ро- вое | Без скоса кромок |
|
| Р | 4-40 | T1 | |
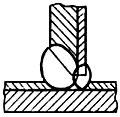
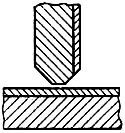
| Со скосом одной кромки | Одно- сторонний |
|
| Р | 8-26 | T2 | |
| Двусто- ронний |
|
| АФ | 12-26 |
| ||
| Р | 8-26 | ||||||
| Со скосами одной кромки |
|
| АФ | 16-50 |
| ||
| Р | 12-50 | ||||||
| Со скосом одной кромки по ломаной линии и снятием плакиру- ющего слоя |
|
| АФ | 50-100 | Т5 | ||






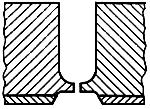












Таблицы 2-42 Конструктивные элементы и их размеры
Таблица 2
Размеры, мм
| Конструктивные элементы |
|
|
| |||||
| Условное обозна- чение сварного соеди- нения | подготовленных кромок свариваемых деталей | сварного шва | Способ сварки |
| Но- мин. | Пред. откл. | не более | не менее |
|
|
| |||||||
|
| ±0,5 | | 15 | |||||
| C1 |
|
| АФ |
|
| 26 |
| |
| АФ |
| | ±1,0 |
| ||||
| 16 | 30 | 20 | ||||||
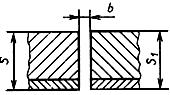
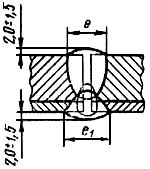
Таблица 3
Размеры, мм
| Конструктивные элементы |
|
|
| |||||
| Условное обозна- чение сварного соеди- нения | подготовленных кромок свариваемых деталей | сварного шва | Способ сварки |
| Но- мин. | Пред. откл. | не более | не менее |
| | |
|
|
|
|
| ||
| | Р |
| |
|
|
| ||
| | АФ |
|
|
|
|
| ||
| C1 |
|
| |
| | | | 15 |
| | АФф |
|
|
|
|
| ||
| | |
| | |
| | ||
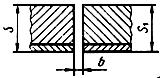
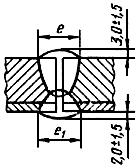
Таблица 4
Размеры, мм
| Конструктивные элементы |
|
|
|
| |||||||
| Услов- ное обозна- чение сварного соеди- нения | подготовленных кромок свариваемых деталей | сварного шва | Способ сварки |
| Номин. | Пред. откл. |
| не более | не менее | Но- мин. | Пред.откл. |
| |
|
|
|
| |||||||