ГОСТ 16093-2004
(ИСО 965-1:1998,
ИСО 965-3:1998)
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
Basic norms of interchangeability. Metric screw thread. Tolerances. Clearance fits
МКС 21.040.10
Дата введения 2005-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский и конструкторский институт средств измерения в машиностроении" (ОАО "НИИизмерения")
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 25 от 26 мая 2004 г.)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Армстандарт |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандарт |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Кыргызстандарт* | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Российская Федерация | RU | Госстандарт России |
| Таджикистан | TJ | Таджикстандарт |
| Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Госпотребстандарт Украины |
______________
* Текст соответствует оригиналу. - Примечание.
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения (и приложения) следующих международных стандартов:
- ИСО 965-1:1998 "Резьба метрическая ИСО общего назначения - Допуски - Часть 1: Общие положения и основные данные" (ISO 965-1:1998 "General purpose metric screw threads - Tolerances -Part 1: Principles and basic data")
- ИСО 965-3:1998 "Резьба метрическая ИСО общего назначения - Допуски - Часть 3: Предельные отклонения для конструкционных резьб" (ISO 965-3:1998 "General purpose metric screw threads -Tolerances - Part 3: Deviations for constructional screw threads").
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. N 39-ст межгосударственный стандарт ГОСТ 16093-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
(Поправка. ИУС N 7-2005).
6 ВЗАМЕН ГОСТ 16093-81
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2005 год; поправка, опубликованная в ИУС N 4, 2006 год; поправка, опубликованная в ИУС N 5, 2015 год
Поправки внесены изготовителем базы данных
1 Область применения
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706.
Допуски для резьб диаметром менее 1 мм - по ГОСТ 9000.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 16967-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24706-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Основные размеры
ГОСТ 24997-2004 Калибры для метрической резьбы. Допуски
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения для резьбы - по ГОСТ 11708.
3.2 В настоящем стандарте приняты следующие обозначения:
![]() - номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы), мм;
- номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы), мм;
![]() - номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы), мм;
- номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы), мм;
![]() - номинальный средний диаметр внутренней резьбы, мм;
- номинальный средний диаметр внутренней резьбы, мм;
![]() - номинальный средний диаметр наружной резьбы, мм;
- номинальный средний диаметр наружной резьбы, мм;
![]() - номинальный внутренний диаметр внутренней резьбы, мм;
- номинальный внутренний диаметр внутренней резьбы, мм;
![]() - номинальный внутренний диаметр наружной резьбы, мм;
- номинальный внутренний диаметр наружной резьбы, мм;
![]() - номинальный внутренний диаметр наружной резьбы по дну впадины, мм;
- номинальный внутренний диаметр наружной резьбы по дну впадины, мм;
![]() - шаг резьбы, мм;
- шаг резьбы, мм;
![]() - ход резьбы, мм;
- ход резьбы, мм;
![]() - высота исходного треугольника, мм;
- высота исходного треугольника, мм;
![]() - группа длин свинчивания "короткие";
- группа длин свинчивания "короткие";
![]() - группа длин свинчивания "нормальные";
- группа длин свинчивания "нормальные";
![]() - группа длин свинчивания "длинные";
- группа длин свинчивания "длинные";
![]() - допуск, мкм;
- допуск, мкм;
![]() ,
, ![]() ,
, ![]() ,
, ![]() - допуски диаметров
- допуски диаметров ![]() ,
, ![]() ,
, ![]() ,
, ![]() , мкм;
, мкм;
![]() - верхнее отклонение диаметров наружной резьбы, мкм;
- верхнее отклонение диаметров наружной резьбы, мкм;
![]() - верхнее отклонение диаметров внутренней резьбы, мкм;
- верхнее отклонение диаметров внутренней резьбы, мкм;
![]() - нижнее отклонение диаметров наружной резьбы, мкм;
- нижнее отклонение диаметров наружной резьбы, мкм;
![]() - нижнее отклонение диаметров внутренней резьбы, мкм;
- нижнее отклонение диаметров внутренней резьбы, мкм;
![]() - радиус впадины наружной резьбы, мкм;
- радиус впадины наружной резьбы, мкм;
![]() - срез по впадине наружной резьбы, мм;
- срез по впадине наружной резьбы, мм;
![]() - минимальное значение нормальной длины свинчивания, мм;
- минимальное значение нормальной длины свинчивания, мм;
![]() - максимальное значение нормальной длины свинчивания, мм.
- максимальное значение нормальной длины свинчивания, мм.
4 Структура системы допусков
4.1 Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания резьбы;
поля допусков резьбы и их выбор с учетом длин свинчивания.
4.2 Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на рисунках 1 и 2. Отклонения отсчитываются от основного профиля резьбы в направлении, перпендикулярном к оси резьбы.
Рисунок 1 - Положения полей допусков наружной резьбы
| С основными отклонениями d, e, f, g | С основным отклонением h |
|
| |
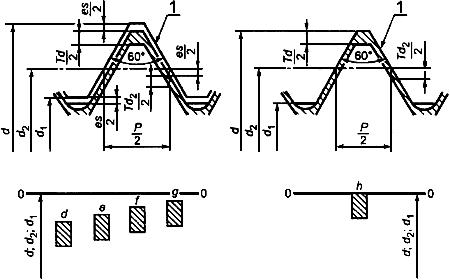
1 - основной профиль
Рисунок 1 - Положения полей допусков наружной резьбы
Рисунок 2 - Положения полей допусков внутренней резьбы
| с основными отклонениями E, F, G | с основным отклонением Н |
|
| |
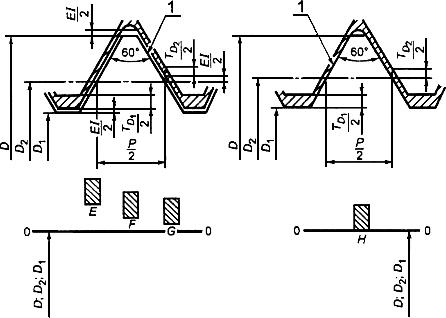
1 - основной профиль
Рисунок 2 - Положения полей допусков внутренней резьбы
4.3 Допуски для двух диаметров резьб - среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы) устанавливаются по степеням точности, обозначаемым цифрами. Номера установленных степеней точности диаметров резьбы приведены в таблице 1.
Таблица 1
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба |
| 4; 6; 8 |
|
| 3; 4; 5; 6; 7; 8; 9; 10* | |
| Внутренняя резьба |
| 4; 5; 6; 7; 8; 9* |
|
| 4; 5; 6; 7; 8 | |
| _______________ | ||
Допуски диаметров ![]() и
и ![]() не устанавливаются.
не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
4.4 Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на рисунках 1 и 2 и в таблице 2.
Таблица 2
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная резьба |
|
|
|
|
| |
| Внутренняя резьба |
|
|
|
|
| |
| Примечания | ||
4.5 Длины свинчивания резьбы подразделяются на три группы: "короткие" ![]() , "нормальные"
, "нормальные" ![]() и "длинные"
и "длинные" ![]() .
.
4.6 Поле допуска отдельного диаметра резьбы (среднего диаметра ![]() ,
, ![]() или диаметра выступов
или диаметра выступов ![]() ,
, ![]() ) образуется сочетанием допуска и основного отклонения.
) образуется сочетанием допуска и основного отклонения.
4.7 Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
5 Условные обозначения резьбы
5.1 Обозначение размера резьбы - по ГОСТ 8724.
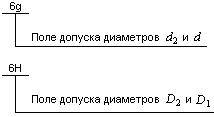
5.2 Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение.
Например: 4h; 6g; 6H.
5.3 Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
Например:

Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Например:
5.4 В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением резьбы.
Пример условного обозначения наружной резьбы:
с крупным шагом:
М10-6g или М10х1,5-6g
с мелким шагом:
М10х1-6g
внутренней резьбы:
с крупным шагом:
М10-6Н
с мелким шагом:
М10х1-6Н
многозаходной резьбы:
М16хPh3P1,5-6Н или М16хРh3Р1,5 (два захода)-6Н
левой резьбы:
с крупным шагом:
М10-6g-LH
с мелким шагом:
M10х1-6H-LH
многозаходной:
M16хPh3P1,5-6H-LH
Примечание - Отсутствие обозначения поля допуска резьбы означает, что назначен класс точности "средний" и соответственно следующие поля допусков.
Наружная резьба:
- 6h - для резьбы диаметром до 1,4 мм включительно;
- 6g - для резьбы диаметром 1,6 и более.
Внутренняя резьба:
- 5Н - для резьбы диаметром до 1,4 мм включительно;
- 6Н - для резьбы диаметром 1,6 и более.
Однако предпочтительным является указание обозначения поля допуска резьбы во всех случаях.
5.5 Обозначение группы длин свинчивания "нормальная" ![]() в обозначении резьбы не указывается.
в обозначении резьбы не указывается.
Обозначение группы длин свинчивания "короткая" ![]() и "длинная"
и "длинная" ![]() указывается за обозначением поля допуска резьбы и отделяется от него чертой.
указывается за обозначением поля допуска резьбы и отделяется от него чертой.
Примеры
M6-7g/6g-L;
М20х2-5H-S-LH.
Примечание - Обозначение групп длин свинчивания S или L допускается дополнять указанием в скобках длины свинчивания в миллиметрах,
например: M12-7g/6g-L (30).
5.6 Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Примеры:
М6-6Н/6g;
М20х2-6Н/5g6g;
M12х1-6H/6g-LH.
6 Допуски
6.1 Допуски наружного диаметра наружной резьбы ![]() должны соответствовать указанным в таблице 3 и внутреннего диаметра внутренней резьбы
должны соответствовать указанным в таблице 3 и внутреннего диаметра внутренней резьбы ![]() - в таблице 4.
- в таблице 4.
Таблица 3
| Шаг | Степень точности | ||
| 4 | 6 | 8 | |
| | Допуск | ||
| 0,2 | 36 | 56 | - |
| 0,25 | 42 | 67 | - |
| 0,3 | 48 | 75 | - |
| 0,35 | 53 | 85 | - |
| 0,4 | 60 | 95 | - |
| 0,45 | 63 | 100 | - |
| 0,5 | 67 | 106 | - |
| 0,6 | 80 | 125 | - |
| 0,7 | 90 | 140 | - |
| 0,75 | 90 | 140 | - |
| 0,8 | 95 | 150 | 236 |
| 1 | 112 | 180 | 280 |
| 1,25 | 132 | 212 | 335 |
| 1,5 | 150 | 236 | 375 |
| 1,75 | 170 | 265 | 425 |
| 2 | 180 | 280 | 450 |
| 2,5 | 212 | 335 | 530 |
| 3 | 236 | 375 | 600 |
| 3,5 | 265 | 425 | 670 |
| 4 | 300 | 475 | 750 |
| 4,5 | 315 | 500 | 800 |
| 5 | 335 | 530 | 850 |
| 5,5 | 355 | 560 | 900 |
| 6 | 375 | 600 | 950 |
| 8 | 450 | 710 | 1180 |
Таблица 4
| Шаг | Степень точности | ||||
| 4 | 5 | 6 | 7 | 8 | |
| Допуск | |||||
| 0,2 | 38 | (48) | (60) | - | - |
| 0,25 | 45 | 56 | (71) | - | - |
| 0,3 | 53 | 67 | 85 | - | - |
| 0,35 | 63 | 80 | 100 | - | - |
| 0,4 | 71 | 90 | 112 | - | - |
| 0,45 | 80 | 100 | 125 | - | - |
| 0,5 | 90 | 112 | 140 | 180 | - |
| 0,6 | 100 | 125 | 160 | 200 | - |
| 0,7 | 112 | 140 | 180 | 224 | - |
| 0,75 | 118 | 150 | 190 | 236 | - |
| 0,8 | 125 | 160 | 200 | 250 | 315 |
| 1 | 150 | 190 | 236 | 300 | 375 |
| 1,25 | 170 | 212 | 265 | 335 | 425 |
| 1,5 | 190 | 236 | 300 | 375 | 475 |
| 1,75 | 212 | 265 | 335 | 425 | 530 |
| 2 | 236 | 300 | 375 | 475 | 600 |
| 2,5 | 280 | 355 | 450 | 560 | 710 |
| 3 | 315 | 400 | 500 | 630 | 800 |
| 3,5 | 355 | 450 | 560 | 710 | 900 |
| 4 | 375 | 475 | 600 | 750 | 950 |
| 4,5 | 425 | 530 | 670 | 850 | 1060 |
| 5 | 450 | 560 | 710 | 900 | 1120 |
| 5,5 | 475 | 600 | 750 | 950 | 1180 |
| 6 | 500 | 630 | 800 | 1000 | 1250 |
| 8 | 630 | 800 | 1000 | 1250 | 1600 |
6.2 Допуски среднего диаметра наружной резьбы ![]() должны соответствовать указанным в таблице 5 и внутренней резьбы
должны соответствовать указанным в таблице 5 и внутренней резьбы ![]() * - в таблице 6.
* - в таблице 6.
_______________
* Вероятно, ошибка оригинала. Следует читать ![]() . - Примечание.
. - Примечание.
Таблица 5
| Номинальный диаметр резьбы | Шаг | Степень точности | |||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| | | Допуск | |||||||
| От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | - | - |
| | 0,25 | 26 | 34 | 42 | 53 | (67) | (85) | - | - |
| | 0,3 | 28 | 36 | 45 | 56 | (71) | (90) | - | - |
| Св. 1,4 до 2,8 | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | - | - |
| | 0,25 | 28 | 36 | 45 | 56 | (71) | (90) | - | - |
| | 0,35 | 32 | 40 | 50 | 63 | 80 | (100) | - | - |
| | 0,4 | 34 | 42 | 53 | 67 | 85 | (106) | - | - |
| | 0,45 | 36 | 45 | 56 | 71 | 90 | (112) | - | - |
| Св. 2,8 до 5,6 | 0,25 | 28 | 36 | 45 | 56 | (71) | - | - | - |
| | 0,35 | 34 | 42 | 53 | 67 | 85 | (106) | - | - |
| | 0,5 | 38 | 48 | 60 | 75 | 95 | (118) | - | - |
| | 0,6 | 42 | 53 | 67 | 85 | 106 | (132) | - | - |
| | 0,7 | 45 | 56 | 71 | 90 | 112 | (140) | - | - |
| | 0,75 | 45 | 56 | 71 | 90 | 112 | (140) | - | - |
| | 0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 |
| Св. 5,6 до 11,2 | 0,25 | 32 | 40 | 50 | 63 | (80) | - | - | - |
| | 0,35 | 36 | 45 | 56 | 71 | 90 | - | - | - |
| | 0,5 | 42 | 53 | 67 | 85 | 106 | (132) | - | - |
| | 0,75 | 50 | 63 | 80 | 100 | 125 | (160) | - | - |