ГОСТ 15882-84
Группа Л29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
Метод определения пластично-вязких свойств
и кинетики отверждения реактопластов
Plastics. Method of measuring elastic-viscous
characteristics and curing kinetics of thermosets
ОКСТУ 2209
Срок действия с 01.07.85
до 01.07.90*
______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 04.09.89 N 2685.
(ИУС N 12, 1989 год). - Примечание.
РАЗРАБОТАН Министерством химической промышленности
ИСПОЛНИТЕЛИ:
Ю.Д.Илюхин, А.Д.Соколов, И.Р.Александрович, Н.М.Галкина, Т.Н.Яблочкина
ВНЕСЕН Министерством химической промышленности
Зам. министра К.К.Чередниченко
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12 сентября 1984 г. N 3199
ВЗАМЕН ГОСТ 15882-79
Настоящий стандарт распространяется на пластмассы (реактопласты) и устанавливает метод определения:
времени пластично-вязкого состояния;
коэффициента вязкости;
времени отверждения при заданном напряжении сдвига;
времени полного отверждения.
Сущность метода заключается в формовании образца и определении изменения напряжения сдвига в процессе деформирования, которое осуществляется в узком зазоре между двумя коаксиально-сфероцилиндрическими поверхностями пресс-формы при заданных значениях: градиента скорости сдвига, температуры и давления формования.
1. МЕТОД ОТБОРА ПРОБ
1. МЕТОД ОТБОРА ПРОБ
1.1. Метод отбора проб указывают в нормативно-технической документации на конкретный реактопласт. Масса общей пробы не менее 200 г.
1.2. Пробы должны быть в виде порошка, гранул, крошки, волокнита, таблеток, плоских кусков размером не более 10 мм.
2. АППАРАТУРА
2.1. Для определения пластично-вязких свойств и кинетики отверждения реактопластов применяют:
пластометр (черт.1), который должен обеспечивать:
давление при формовании образцов от 0 до 120 МПа с погрешностью не более ±5%;
нагрев и регулировку температуры пресс-форм с погрешностью не более, °С;
от 60 до 100 - ±2,
от 100 до 200 - ±2,5,
от 200 до 400 - ±3;
частоту вращения ротора от 0,05 до 50 об/мин с погрешностью не более ±3%;
измерение крутящего момента от 0 до 256 Н·м с приведенной погрешностью измерения не более ±3% от верхнего предела измерения на всех диапазонах;
время холостого хода пуансона при смыкании пресс-формы не должно быть более 5 с.
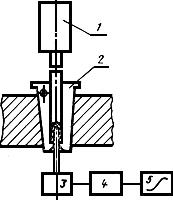
1 - устройство нагружающее для формования (распрессовки) образцов;
2 - пресс-форма; 3 - узел опоры ротора с механизмом его вращения;
4 - динамометр; 5 - прибор для записи результатов испытания
Черт.1
Пластометр должен быть укомплектован набором пресс-форм (черт.2-4) для формования испытуемых образцов.
Пресс-форма 1
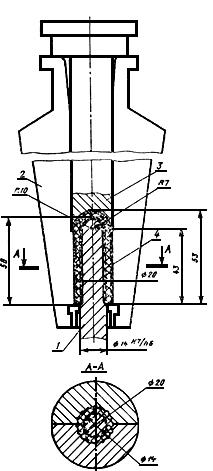
1 - ротор; 2 - матрица; 3 - пуансон; 4 - образец
Черт.2
Пресс-форма 2
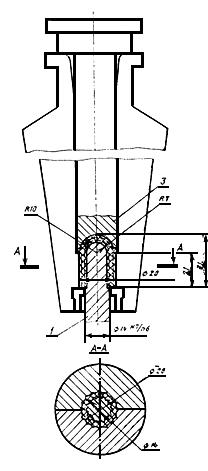
1 - ротор; 2 - матрица; 3 - пуансон; 4 - образец
Черт.3
Пресс-форма 3
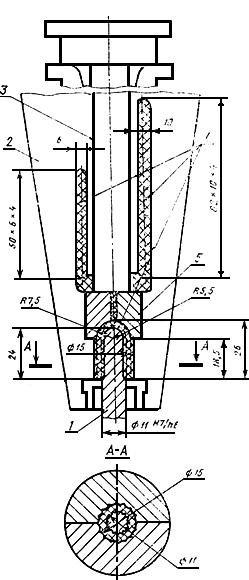
1 - ротор; 2 - матрица; 3 - пуансон; 4 - образцы; 5 - литник
Черт.4
На формующих поверхностях матрицы, ротора и пуансона пресс-форм должны быть нанесены по 18 рифлений глубиной 1 мм под углом 60° для устранения возможности проскальзывания реактопласта на их поверхностях в процессе испытания.
Рабочая поверхность пресс-форм должна быть отхромирована, отполирована, шероховатость ![]() =0,25 мкм по ГОСТ 2789-73.
=0,25 мкм по ГОСТ 2789-73.
Технические весы с погрешностью не более ±0,1 г.
Секундомер по ГОСТ 5072-79.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Пресс-форму для испытаний устанавливают на пластометре.
Пластично-вязкие свойства определяют на пресс-форме 1 (см. черт.2). Когда время формования реактопласта на пресс-форме 1 превышает 40 с допускается проводить испытания на пресс-форме 2 (черт.3).
Кинетику отверждения определяют на пресс-формах 1-3 (см. черт.2-4). Пресс-форму 1 (см. черт.2) используют для реактопластов, при испытании которых, измеряемое напряжение сдвига не превышает 10 МПа. Пресс-форму 2 (см. черт.3) используют для реактопластов, при испытании которых, измеряемое напряжение сдвига превышает 10 МПа. Пресс-форму 3 (см. черт.4) используют для литьевых реактопластов, если в нормативно-технической документации на конкретный реактопласт дано указание для ее использования.
3.2. Устанавливают на приборном щите пластометра переключатели в положение, соответствующее режимам испытания: температуру, давление формования, частоту вращения ротора, крутящий момент и скорость протяжки диаграммной бумаги.
Температуру и давление формования устанавливают в соответствии с обязательными приложениями 1 и 2, если в нормативно-технической документации на конкретный реактопласт нет иных указаний.
Пластично-вязкие свойства и кинетику отверждения определяют при частоте вращения ротора 0,05 об/мин, что соответствует градиенту скорости сдвига 0,015 с![]() при испытании на пресс-формах 1 и 2.
при испытании на пресс-формах 1 и 2.
Пластично-вязкие свойства реактопластов, предназначенных для литьевого прессования и литья под давлением, определяют при частотах вращения ротора 0,05 и 50 об/мин, что соответствует градиентам скорости сдвига 0,015 и 15 с![]() .
.
Пластично-вязкие свойства определяют при крутящем моменте 25,09 или 75,26 Н·м, что соответствует цене деления 0,01-0,06 МПа. Крутящий момент 75,26 Н·м устанавливают при испытании высоковязких реактопластов.
Кинетику отверждения на пресс-формах 1, 2 определяют при крутящих моментах 42,63; 85,26; 170,52; 255,78 Н·м, что соответствует цене деления 0,025-0,3 МПа.
Кинетику отверждения на пресс-форме 3 определяют при крутящих моментах 23,72; 47,43; 94,86; 142,30 Н·м, что соответствует цене деления 0,05-0,3 МПа.
Скорость протяжки диаграммной бумаги должна быть 1800 мм/ч.
3.3. Включают прибор и обогрев пресс-формы.
3.4. Массу навески (![]() ) в граммах для испытаний вычисляют по формуле
) в граммах для испытаний вычисляют по формуле
![]() ,
,
где ![]() - плотность реактопласта, г/см
- плотность реактопласта, г/см![]() ;
;![]() - объем формуемого образца, см
- объем формуемого образца, см![]() .
.
Массу навески определяют по запрессовке, при которой наблюдается незначительное выдавливание реактопласта из оформляющей полости пресс-формы, образец не имеет недопрессовок и размеры его соответствуют черт.2-4.
Навеску реактопласта взвешивают с погрешностью не более 0,2 г.
Реактопласты, имеющие насыпную плотность менее 0,5 г/см![]() , таблетируют.
, таблетируют.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Пробу реактопласта загружают в пресс-форму, нагретую до заданной температуры, опускают пуансон. После смыкания пресс-формы включают вращение ротора, при этом автоматически включается запись результатов испытания на диаграммную бумагу. По вычерчиваемому графику наблюдают за процессом испытания.
4.2. Пластично-вязкие свойства определяют при непрерывном деформировании. Вращение ротора включают сразу после смыкания пресс-формы. Испытания прекращают, когда после выхода кривой на участок, параллельный оси времени или близкий к нему, наблюдается резкий подъем кривой вверх (черт.5).
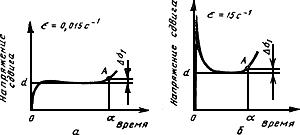
Черт.5
4.3. Кинетику отверждения на начальной и промежуточной стадиях определяют при непрерывном деформировании. Вращение ротора включают сразу после смыкания пресс-формы. Испытания прекращают, когда напряжение сдвига достигнет максимального значения или значения ![]() , величину которого выбирают по обязательному приложению 2, если в нормативно-технической документации на конкретный реактопласт нет иных указаний.
, величину которого выбирают по обязательному приложению 2, если в нормативно-технической документации на конкретный реактопласт нет иных указаний.
4.4. Кинетику отверждения на завершающей стадии определяют, когда при испытании по п.4.3 напряжение сдвига не достигнет величины ![]() или для определения времени полного отверждения, если в нормативно-технической документации предусмотрено определение этого показателя. Испытания проводят деформированием реактопласта после выдержки его в пресс-форме в статическом состоянии.
или для определения времени полного отверждения, если в нормативно-технической документации предусмотрено определение этого показателя. Испытания проводят деформированием реактопласта после выдержки его в пресс-форме в статическом состоянии.
Последовательность времени выдержки 0,5; 1; 2; 3; 4; 5; 7; 10; 15; 20; 30; 60; 120 мин. Для каждой выдержки проводят новую запрессовку образца.
Испытания прекращают, когда значение напряжения сдвига достигнет величины ![]() или когда увеличение времени выдержки не приводит к росту максимального напряжения сдвига.
или когда увеличение времени выдержки не приводит к росту максимального напряжения сдвига.
4.5. После испытания вращение ротора выключают, вынимают пресс-форму и извлекают из нее образец.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Показатели пластично-вязких свойств определяют по графикам (см. черт.5), полученным при градиентах скорости сдвига 0,015 и 15 с![]() .
.
Цена деления по оси абсцисс определяется скоростью протяжки диаграммной бумаги и составляет 1 см - 20 с.
Цену деления по оси ординат (![]() ) в МПа (табл.1) вычисляют в зависимости от установленного при испытании крутящего момента и типа пресс-формы по формуле
) в МПа (табл.1) вычисляют в зависимости от установленного при испытании крутящего момента и типа пресс-формы по формуле
![]() ,
,
где ![]() - крутящий момент, значение которого соответствует положению переключателя, Н·м;
- крутящий момент, значение которого соответствует положению переключателя, Н·м;![]() - постоянная пресс-формы, числовое значение которой для форм 1 и 2 составляет 3,9·10
- постоянная пресс-формы, числовое значение которой для форм 1 и 2 составляет 3,9·10![]() и 8·10
и 8·10![]() м
м![]() .
.
Таблица 1
Цена деления шкалы прибора при определении пластично-вязких свойств реактопластов
Наименование показателей | Пресс-форма 1 | Пресс-форма 2 | ||
Крутящий момент, Н·м | 25,09 | 75,26 | 25,09 | 75,26 |
Цена деления шкалы, МПа | 0,01 | 0,03 | 0,02 | 0,06 |
5.1.1. Коэффициент вязкости ![]() , Па·с, вычисляют по формуле
, Па·с, вычисляют по формуле
![]() ,
,
где ![]() - градиент скорости сдвига, с
- градиент скорости сдвига, с![]() ;
;![]() - напряжение сдвига на стадии пластично-вязкого состояния, МПа.
- напряжение сдвига на стадии пластично-вязкого состояния, МПа.
Напряжение сдвига на стадии пластично-вязкого состояния ![]() определяют по черт.5 отрезком
определяют по черт.5 отрезком ![]() , величину которого получают, продолжая участок кривой, параллельной оси абсцисс до пересечения с осью ординат (точка
, величину которого получают, продолжая участок кривой, параллельной оси абсцисс до пересечения с осью ординат (точка ![]() ). Если участок кривой не параллелен оси абсцисс, но близок к нему и имеет вид монотонно-возрастающий, то величину напряжения сдвига получают, проектируя среднюю точку участка на ось ординат.
). Если участок кривой не параллелен оси абсцисс, но близок к нему и имеет вид монотонно-возрастающий, то величину напряжения сдвига получают, проектируя среднюю точку участка на ось ординат.
5.1.2. Время пластично-вязкого состояния определяют по черт.5 отрезком ![]() , соответствующему времени, при котором значение напряжения сдвига, характеризующее процесс установившегося течения, увеличивается на величину
, соответствующему времени, при котором значение напряжения сдвига, характеризующее процесс установившегося течения, увеличивается на величину ![]() , равную 0,03 МПа.
, равную 0,03 МПа.
5.2. Показатели кинетики отверждения определяют по графикам (черт.6, 7).
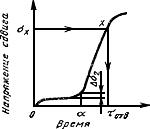
Черт.6
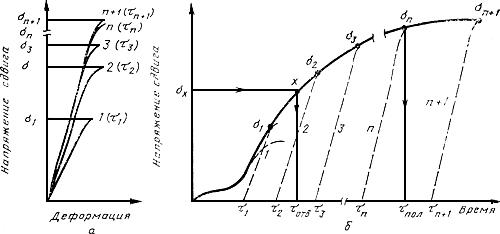
Черт.7
Цену деления по оси ординат ![]() в МПа (табл.2) вычисляют в зависимости от установленного при испытании крутящего момента и типа пресс-формы по формуле
в МПа (табл.2) вычисляют в зависимости от установленного при испытании крутящего момента и типа пресс-формы по формуле
![]() ,
,
где ![]() - крутящий момент, значение которого соответствует положению переключателя, Н·м;
- крутящий момент, значение которого соответствует положению переключателя, Н·м;![]() - постоянная пресс-формы, числовое значение которой для форм 1-3 составляет 15,4·10
- постоянная пресс-формы, числовое значение которой для форм 1-3 составляет 15,4·10![]() , 8,7·10
, 8,7·10![]() , 4,84·10
, 4,84·10![]() м
м![]() .
.
Таблица 2
Цена деления шкалы при определении показателей кинетики отверждения
Наименование показателей | Пресс-форма 1 | Пресс-форма 2 | Пресс-форма 3 | |||
Крутящий момент, Н·м | 42,63 | 85,26 | 42,63 | 85,26 | 23,72 | 47,43 |
Цена деления, МПа | 0,028 | 0,05 | 0,05 | 0,10 | 0,05 | 0,10 |
5.2.1. Время пластично-вязкого состояния определяют по черт.6 отрезком ![]() , соответствующему времени, при котором значение напряжения сдвига, характеризующего процесс установившегося течения, увеличивается на величину
, соответствующему времени, при котором значение напряжения сдвига, характеризующего процесс установившегося течения, увеличивается на величину ![]() , равную 0,3 МПа.
, равную 0,3 МПа.
5.2.2. Время отверждения определяют по черт.6 отрезком ![]() , соответствующему времени, при котором напряжение сдвига достигает величины
, соответствующему времени, при котором напряжение сдвига достигает величины ![]() .
.
Если при непрерывном деформировании значение напряжения сдвига не достигнет ![]() , время отверждения определяют по графику (см. черт.7б). Для этого график (см. черт.6) дополняют значениями максимального напряжения сдвига (см. черт.7а), полученными при испытании то п.4.4, которым по оси абсцисс соответствует сумма времени выдержки без деформирования и времени испытания до достижения максимального напряжения сдвига.
, время отверждения определяют по графику (см. черт.7б). Для этого график (см. черт.6) дополняют значениями максимального напряжения сдвига (см. черт.7а), полученными при испытании то п.4.4, которым по оси абсцисс соответствует сумма времени выдержки без деформирования и времени испытания до достижения максимального напряжения сдвига.
5.2.3. Время полного отверждения определяют по графику (см. черт.7б), как время ![]() , при котором напряжение сдвига достигает максимального значения.
, при котором напряжение сдвига достигает максимального значения.
5.3. За результат испытания принимают среднее арифметическое двух определений, допускаемое расхождение между которыми не должно быть более 5%. Если расхождение двух определений превышает 5%,проводят повторные испытания.
За окончательный результат принимают результат повторных двух определений.
5.4. Результаты испытаний записывают в протокол, который должен содержать следующие данные:
наименование и марку реактопласта;
тип пресс-формы;
условия испытания;
результаты испытаний;
дату испытания;
обозначение настоящего стандарта.
ПРИЛОЖЕНИЕ 1 (обязательное). Режимы испытания реактопластов для определения показателей пластично-вязких свойств
ПРИЛОЖЕНИЕ 1
Обязательное
1. Образцы из фенопластов прессуют под давлением (35±5) МПа.
2. Время пластично-вязкого состояния и коэффициент вязкости реактопластов определяют в интервале температур их переработки.
3. Сравнительные испытания различных партий материалов проводят для фенопластов при 120 °С и градиенте скорости сдвига 0,015 и 15 с![]() .
.
ПРИЛОЖЕНИЕ 2 (обязательное). Режимы испытания реактопластов для определения показателей кинетики отверждения
ПРИЛОЖЕНИЕ 2
Обязательное
1. Образцы из фенопластов прессуют под давлением (35±5) МПа.
2. Кинетику отверждения реактопластов определяют при температурах переработки.
3. Сравнительные испытания различных партий материалов проводят:
для фенопластов при 170 °С;
4. Напряжение сдвига в МПа для определения времени отверждения;
для прессовочных марок фенопластов ![]() =6;
=6;
для литьевых марок фенопластов ![]() =3,5.
=3,5.