ГОСТ 14839.16-69
Группа Л79
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Взрывчатые вещества промышленные
МЕТОДЫ КОНТРОЛЯ ДИАМЕТРА ПАТРОНА
Industrial explosives.
Methods of cartridge diameter control
ОКСТУ 7209
Дата введения 1970-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 14.07.69 N 800
2. ВЗАМЕН ГОСТ 9073-64 в части п.54
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166-89 | Вводная часть |
ГОСТ 1050-88 | 2.1.2 |
ГОСТ 1435-90 | 2.1.2 |
ГОСТ 4543-71 | 2.1.2 |
ГОСТ 14839.0-91 | 1.1 |
4. ПЕРЕИЗДАНИЕ (декабрь 1996 г.) с Изменениями N 1, 2, утвержденными в январе 1980 г., мае 1992 г. (ИУС 3-80, 8-92)
Настоящий стандарт распространяется на патронированные промышленные взрывчатые вещества, выпускаемые по стандартам и техническим условиям, и устанавливает два метода контроля диаметра патронов (прессованных шашек) при помощи калибров-колец - А и Б.
Метод А основан на прохождении по патрону (прессованной шашке) калибра-кольца определенной массы под действием собственного веса.
Метод Б основан на опускании патрона по направляющему устройству вертикально вниз с определенной высоты и прохождении патрона через закрепленное в установке калибр-кольцо под действием собственного веса.
При возникновении разногласий в оценке диаметра патронов по методу А используют метод Б.
Патроны (прессованные шашки) диаметром 60, 90 и 120 мм допускается измерять штангенциркулем по ГОСТ 166, а в процессе производственного контроля контролировать калибрами-скобами с размерами, как для калибровочных колец.
(Измененная редакция, Изм. N 2).
1. ОТБОР ПРОБ
1. ОТБОР ПРОБ
1.1. Для проведения испытания отбирают по 5 патронов от контролируемой партии в соответствии с ГОСТ 14839.0*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 50843-95, здесь и далее по тексту. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
2. КОНТРОЛЬ ДИАМЕТРА ПАТРОНОВ (ПРЕССОВАННЫХ ШАШЕК) МЕТОДОМ А
2.1. Требования к калибрам-кольцам
2.1.1. Внутренний диаметр и масса проходного и непроходного калибров-колец (далее - калибров) и предельные отклонения диаметра должны соответствовать указанным в таблице.
Обозначение диаметра патрона (шашки) | Диаметр патрона (шашки), мм | Внутренний диаметр калибра (пред. откл. Н15), мм | Масса калибра, г | |
проходного | непроходного | |||
24 | 23-24 | 25 | 22 | 190-210 |
28 | 27-28 | 29 | 26 | 210-250 |
32 | 31-32 | 33 | 30 | |
36 | 35-36* | 36 | 35 | 250-300 |
36-37 | 38 | 35 | ||
40 | 39-41 | 42 | 38 | |
45 | 44-45* | 45 | 44 | |
44-46 | 47 | 43 | ||
60 | 59-61 | 62 | 58 | 350-400 |
90 | 88-92 | 93 | 87 | 400-450 |
120 | 118-122 | 123 | 117 | 500-550 |
Примечание. Знаком * отмечены диаметры прессованных шашек скального аммонала N 1.
Высота калибров для патронов диаметром до 40 мм включительно должна быть 6 мм, а для патронов диаметром 45 мм и более - 10 мм.
Остальные размеры и технические требования - по рабочим чертежам предприятия-изготовителя.
2.1.2. Для изготовления калибров применяют углеродистую сталь марок У7, У8, У9 по ГОСТ 1435* или сталь марки 40Х по ГОСТ 4543.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 1435-99. - Примечание изготовителя базы данных.
Допускается применять сталь марок 15 или 20 по ГОСТ 1050 с цементацией поверхностей на глубину 0,4-0,6 мм.
2.2. Подготовка к испытанию
Патроны, хранившиеся в необогреваемых помещениях, перед проведением испытания выдерживают до принятия ими температуры производственного помещения.
2.3. Проведение испытания
Калибр, соответствующий по размерам испытуемым патронам, накладывают сверху на патрон, который поддерживают в вертикальном положении рукой. Проходной калибр должен проходить по патрону под действием собственного веса. В случае возникновения перекоса калибра допускается поправлять его положение на патроне, слегка приподнимая опущенную сторону калибра. Непроходной калибр не должен проходить по патрону.
2.4. При налипании влагоизолирующей смеси ее необходимо счищать с внутренней поверхности калибров.
Разд.2. (Измененная редакция, Изм. N 2).
3. КОНТРОЛЬ ДИАМЕТРА ПАТРОНОВ (ПРЕССОВАННЫХ ШАШЕК) МЕТОДОМ Б
3.1. Аппаратура
Установка для контроля диаметра патронов в соответствии с приложением.
Калибры, удовлетворяющие требованиям п.2.1, за исключением требования по массе.
Секундомер.
3.2. Подготовка к испытанию - по п.2.2.
3.3. Проведение испытания
3.3.1. Проходной (6) и непроходной (8) калибры, соответствующие по размерам испытуемым патронам, укладывают во фланцы (5, 9) установки и закрепляют их винтами. Затем устанавливают в держателе (12) трубку-питатель соосно с направляющей трубой установки (4), центрируют их, одновременно проверяя вертикальность по отвесу (11), и закрепляют.
Высота (![]() ) от верхнего среза трубки-питателя до верхней горизонтальной плоскости проходного калибра при испытании патронов диаметром до 40 мм включительно должна составлять 400 мм, а при испытании патронов диаметром 45 мм и более - 200 мм.
) от верхнего среза трубки-питателя до верхней горизонтальной плоскости проходного калибра при испытании патронов диаметром до 40 мм включительно должна составлять 400 мм, а при испытании патронов диаметром 45 мм и более - 200 мм.
3.3.2. Патрон вводят примерно на 1/4 его длины в верхнюю часть трубки-питателя. В случае невхождения патрона в трубку-питатель допускается исправление деформации патрона рукой. Затем патрон отпускают и фиксируют его прохождение или непрохождение через проходной и непроходной калибры. При этом он под собственным весом должен проходить через проходной калибр и не должен проходить через непроходной калибр.
Время прохождения патрона через проходной калибр должно быть не более 60 с. Для ускорения прохождения патрона допускается помещать в трубку-питатель последовательно за испытуемым патроном один-два патрона.
3.3.3. В случае непрохождения патрона через проходной калибр его извлекают из трубы путем возврата вверх по трубе или путем разборки фланцевого соединения, в котором находится проходной калибр.
3.3.4. После каждого испытания проводят очистку внутренних поверхностей деталей установки и калибров.
Разд.3. (Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ (рекомендуемое). СХЕМА УСТАНОВКИ ДЛЯ КОНТРОЛЯ ДИАМЕТРА ПАТРОНОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
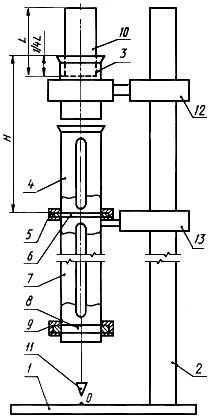
1 - рама; 2 - опора; 3 - трубка-питатель; 4, 7 - направляющие трубы; 5, 9 - фланцы;
6 - проходной калибр; 8 - непроходной калибр; 10 - патрон ВВ; 11 - отвес; 12, 13 - держатели
Приложение. (Введено дополнительно, Изм. N 2).