ГОСТ 14326-73*
Группа М09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТКАНИ ТЕКСТИЛЬНЫЕ
Метод определения пиллингуемости
Woven fabrics. Method for determination of pilling
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 16 апреля 1973 г. N 928 срок введения установлен с 01.01.75
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ВЗАМЕН ГОСТ 14326-69
* ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменениями N 1, 2, 3, 4, утвержденными в феврале 1977 г., октябре 1979 г., апреле 1984 г., январе 1989 г. (ИУС 3-77, 11-79, 7-84, 4-89).
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 2010 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на готовые ткани и устанавливает метод определения пиллингуемости.
Пиллингуемость - свойство материала образовывать на своей поверхности закатанные в комочки или косички концы волокон, называемые пиллями.
Стандарт не распространяется на ворсовые ткани и ткани технического назначения.
Сущность метода заключается в образовании на ткани ворсистости, а затем пиллей и в подсчете максимального количества пиллей на определенной площади ткани.
(Измененная редакция, Изм. N 1, 2).
1. ОТБОР ОБРАЗЦОВ
1. ОТБОР ОБРАЗЦОВ
1.1. Отбор проб - по ГОСТ 20566-75 со следующим дополнением: длина точечной пробы (240±1) мм.
(Измененная редакция, Изм. N 4).
1.2. Из каждой точечной пробы выкраивают 5 элементарных проб в виде кругов диаметром (100±1) мм и один абразивный круг диаметром (240±1) мм.
(Измененная редакция, Изм. N 3, 4).
1.3. Пробы перед испытанием выдерживают в развернутом виде в климатических условиях по ГОСТ 10681-75 в течение 24 ч. В этих же условиях проводят испытание.
(Измененная редакция, Изм. N 4).
2. АППАРАТУРА
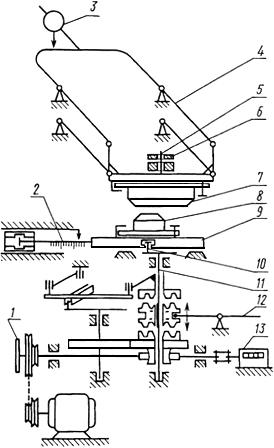
2.1. Для проведения испытания применяют пиллингметр типа ПМВ-4 или ПМВ-3 (черт.1);
|
|
Черт.1 | Черт.2 |
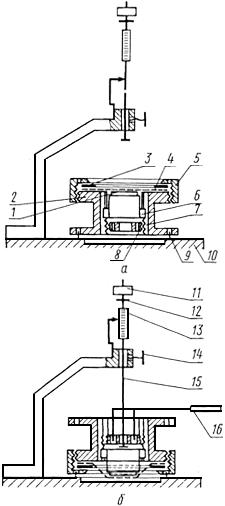
приспособление к пиллингметру (черт.2);
осветитель микроскопный;
иглу препарировальную;
кружки из ткани поверхностной плотностью не более 250 г/м![]() (масса 1 м
(масса 1 м![]() ), дублированной с поропластом толщиной (3,0±0,1) мм, диаметром (36±1) и (240±1) мм.
), дублированной с поропластом толщиной (3,0±0,1) мм, диаметром (36±1) и (240±1) мм.
(Измененная редакция, Изм. N 1, 4).
2.2. Пиллингметр, предназначенный для образования пиллей на поверхности тканей, состоит из двух держателей ткани - нижнего 8 и верхнего 7, в каждый из которых заправляют соответственно малый и большой круги ткани.
Нижний держатель укреплен на столике 9 пиллингметра и может быть переключен на один из двух видов движения: качательное и круговое.
Качательное движение используют для образования ворсистости - выхода свободных концов волокон на поверхность ткани, круговое - для сплетения пиллей.
Качательное движение осуществляется по окружности большого радиуса. Изменение радиуса окружности движения производят смещением кривошипа 10 относительно вала 11, а для чего винт кривошипа вращают ключом до установки шкалы 2 на деление против указателя, соответствующее радиусу движения. Переключение движений нижнего держателя производят рукояткой 12.
Количество циклов движения нижнего держателя указывает счетчик 13.
Верхний держатель ткани укреплен на шарнирной раме 4. Рама с держателем уравновешена противовесом 3. Рама перемещает держатель вверх и вниз по дуге окружности, не нарушая его горизонтального положения.
Для создания требуемого давления на элементарную пробу на штырь 5 надевают грузы 6.
2.3. Приспособление к пиллингметру служит для заправки элементарной пробы и абразива в соответствующие держатели.
2.4. Кружки из ткани, дублированной с поропластом, служат для мягкой подложки под образец и абразив. Кружки со стороны ткани наклеивают на рабочие поверхности нижнего 7 и верхнего 8 держателей ткани (см. черт.1) канцелярским казеиновым клеем арт. МГ-105-290 или поливинилацетатной эмульсией, или другим клеем, обеспечивающим адгезию и возможность последующего легкого их отслаивания.
(Введен дополнительно, Изм. N 1).
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед заправкой малого круга испытуемой ткани в нижний держатель 2 (см. черт.2а) в его центральное отверстие снизу ввертывают пробку 8, на которую сверху опускают резиновую подушку 1 так, чтобы выступы 6 ее металлического основания вошли в пазы 7 держателя. Поверхность подушки устанавливают при помощи пробки на уровне верхней плоскости держателя.
Держатель ставят на приспособление 10 так, чтобы штыри 9 приспособления вошли в соответствующие отверстия держателя. Элементарную пробу ткани 4 помещают на резиновую подушку лицевой поверхностью вверх - уточные нити должны быть направлены параллельно прямой, соединяющей отверстие для закрепления держателя в пиллингметре с центром держателя; на ткань накладывают зажимное кольцо 3 и закрепляют ее в держателе с помощью гайки 5.
3.2. Держатель перевертывают так, чтобы ткань оказалась снизу, и устанавливают его в приспособление (см. черт.2б).
Шток 15 без добавочного груза освобождают от зажимного винта 14 и плавно опускают на подушку нижнего держателя. Общая масса подушки нижнего держателя и штока составляет 350 г. По шкале 13 штока измеряют величину прогиба.
По измеренной величине прогиба ткани находят по таблице величину массы добавочного груза 11 для нижнего держателя. Добавочный груз плавно накладывают на площадку 12 опущенного штока.
Натяжение ткани на держателе создается массой подушки, штока и добавочного груза.
Элементарную пробу завертывают ключом 16 до начала смещения деления шкалы.
3.3. Аналогично производят заправку абразива в верхний держатель. Прогиб ткани для верхнего держателя не определяют. Добавочный груз для верхнего держателя находят по таблице по полученному прогибу ткани нижнего держателя, что обеспечивает одинаковое радиальное натяжение ткани на обоих держателях.
Прогиб ткани на нижнем держателе при натяжении ее подушкой и штоком без груза, мм | Масса добавочного груза, г, для держателя | ||||||
нижнего | верхнего | ||||||
До | 9 | 0 | 800 | ||||
Св. | 9,0 | до | 10 | 50 | 1000 | ||
" | 10,0 | " | 11 | 100 | 1200 | ||
" | 11,0 | " | 12 | 200 | 1700 | ||
" | 12 | 300 | 2000 | ||||
3.4. Нижний держатель с тканью-пробой устанавливают на столик пиллингметра.
3.5. Верхний держатель с тканью-абразивом прикрепляют к шарнирной раме.
3.6. Последовательность заправки ткани-пробы и ткани-абразива на пиллингметре типа ПМВ-4 осуществляют в соответствии с инструкцией на прибор.
(Введен дополнительно, Изм. N 4).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Испытание проводят в два этапа: первый - образование ворсистости, второй - образование пиллей.
4.2. Ворсистость образуется при следующих параметрах работы пиллингметра:
радиус окружности движения нижнего держателя - 50 мм;
движение нижнего держателя - качательное;
нагрузка верхнего держателя на нижний - 500 гс;
удельное давление на испытуемую часть ткани - 50 гс/см![]() ;
;
количество циклов - 300.
Нижний держатель переключают рукояткой на качательное движение. Верхний держатель плавно опускают на нижний и включают электродвигатель пиллингметра. Через 300 циклов качаний нижнего держателя, определяемых по счетчику, останавливают электродвигатель, поднимают верхний держатель и счетчик циклов устанавливают на нуль. Каждую последующую элементарную пробу истирают для образования ворсистости по новому месту абразива, для чего перед истиранием последующей элементарной пробы производят смещение места качания нижнего держателя поворотом в одном направлении маховичка 1 (см. черт.1) на ![]() оборота при расцепленной муфте в среднем положении рукоятки. Затем рукоятку переводят в рабочее положение для качательного движения держателя.
оборота при расцепленной муфте в среднем положении рукоятки. Затем рукоятку переводят в рабочее положение для качательного движения держателя.
(Измененная редакция, Изм. N 1).
4.3. Пилли образуются при следующих параметрах работы пиллингметра:
радиус окружности движения нижнего держателя - 3 мм;
движение нижнего держателя - по окружности в одном направлении;
нагрузка верхнего держателя на нижний - 100 гс;
удельное давление на испытуемую часть ткани - 10 гс/см![]() .
.
Нижний держатель переключают рукояткой на круговое движение. Верхний держатель плавно опускают на нижний и включают электродвигатель. После 100, 300, 600, 1000, 1500, 2000 и далее через каждые 500 циклов останавливают пиллингметр, поднимают верхний держатель и на нижнем держателе на площади 10 см![]() испытуемой ткани с помощью препарировальной иглы подсчитывают количество пиллей. При этом испытуемую поверхность ткани освещают пучком света, косо направленным от осветителя. Допускается производить подсчет пиллей при нормальном лабораторном освещении.
испытуемой ткани с помощью препарировальной иглы подсчитывают количество пиллей. При этом испытуемую поверхность ткани освещают пучком света, косо направленным от осветителя. Допускается производить подсчет пиллей при нормальном лабораторном освещении.
Результаты подсчета пиллей на 5 элементарных пробах записывают в паспорт испытаний, форма которого приведена в приложении.
Испытание проводят до тех пор, пока количество пиллей начнет уменьшаться или будет оставаться без изменений.
Примечание. Допускается для научных исследований и при новых разработках для подсчета количества пиллей применять лупу.
(Измененная редакция, Изм. N 3).
4.4. Если на одной элементарной пробе ткани после 1000 циклов пиллингования пилли не обнаруживаются, испытание прекращают и элементарную пробу ткани считают непиллингующейся. Если пилли не образуются подряд на трех элементарных пробах ткани, то последующие две элементарные пробы не испытывают и точечную пробу ткани считают непиллингующейся.
4.5. Смена кружков из ткани, дублированной с поропластом, проводится через каждые 1000 ч работы прибора.
(Введен дополнительно, Изм. N 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. По каждому заданному числу циклов пиллингования вычисляют среднее арифметическое количество пиллей всех элементарных проб с точностью до 0,1 и проставляют его в колонку средних результатов на строку заданного числа циклов (см. приложение).
Если испытание одной из элементарных проб будет закончено на большем количестве циклов, чем испытания остальных элементарных проб, то этот результат записывают в колонку средних результатов в строку заданного числа циклов.
За окончательный результат пиллингуемости ткани принимают максимальный показатель количества пиллей из средних результатов испытаний, округленный до единицы.
ПРИЛОЖЕНИЕ (справочное). Форма паспорта испытаний и пример его заполнения
ПРИЛОЖЕНИЕ
Справочное
Число циклов движения держателя пробы при пиллинговании | Количество пиллей на 10 см | Среднее арифметическое результатов испытаний проб ткани, соответствующих одинаковому числу циклов | ||||
Номера проб | ||||||
1 | 2 | 3 | 4 | 5 | ||
0 | 1 | 0 | 0 | 0 | 0 | (1:5) 0,2 |
100 | 2 | 0 | 1 | 1 | 0 | (4:5) 0,8 |
300 | 3 | 0 | 2 | 1 | 0 | (6:5) 1,2 |
600 | 3 | 1 | 2 | 0 | (6:4) 1,5 | |
1000 | 1 | 1 | (2:2) 1,0 | |||
1500 | 1 | (1:1) 1,0 | ||||
2000 | ||||||
и т.д. | ||||||