ГОСТ 14017-68
Группа Т88.2
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
МАШИНЫ СИЛОИЗМЕРИТЕЛЬНЫЕ ОБРАЗЦОВЫЕ 2-го РАЗРЯДА
Методы и средства поверки
State system for ensuring the uniformity of measurements.
Force-measuring standard 2nd grade machines.
Methods and means of verification
Дата введения 1969-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15.10.68 N 46
ВЗАМЕН МУ 247
ПЕРЕИЗДАНИЕ (апрель 1992 г.) с Изменениями N 1, 2, утвержденными в декабре 1978 г., сентябре 1984 г. (ИУС 2-79, 1-85).
Настоящий стандарт распространяется на образцовые силоизмерительные машины 2-гo разряда (далее - машины), выпускаемые по ГОСТ 25864-183, и устанавливает методы и средства их первичной и периодической поверок.
Настоящий стандарт не распространяется на машины с верхним пределом воспроизведения силы 2 и 5 МН.
(Измененная редакция, Изм. N 2).
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. Операции, проводимые при поверке образцовых силоизмерительных машин 2-го разряда, выпускаемых из производства, ремонта, после монтажа и находящихся в эксплуатации, и применяемые средства поверки должны соответствовать указанным в таблице.
|
|
|
|
|
|
2. Проверка правильности функционирования всех частей и машины в целом | Образцовый динамометр 3-го разряда | 3.2 |
3. Обжатие образцового динамометра | Образцовый динамометр 1-го разряда, аттестованный в установленном порядке | 3.3 |
4. Определение порога реагирования | Килограммовый набор гирь | 3.4 |
5. Определение случайных погрешностей | Образцовый динамометр 1-го разряда, аттестованный в установленном порядке | 3.5 |
6. Определение систематических погрешностей средних значений сил, воспроизводимых машиной | То же | 3.6 |
7. Определение общей относительной погрешности | ” | 3.7 |
Примечания:
1. Общая погрешность образцовых динамометров 1-го разряда в нормированных условиях их эксплуатации, отнесенная к измеряемой силе, не должна превышать ±0,1%.
2. (Исключено, Изм. N 2).
3. Периодическую поверку силоизмерительных машин в эксплуатации проводят не реже одного раза в два года.
(Измененная редакция, Изм. N 1, 2).
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. При проведении поверки должны соблюдаться следующие условия:
а) машина должна быть установлена в чистом, светлом, сухом помещении в соответствии с технической документацией;
б) неизменность температуры в течение всего времени непрерывной поверки одним динамометром в пределах 1 °С;
в) отсутствие внешних источников вибрации, вызывающих заметные на глаз колебания указателя образцового динамометра 1-го разряда.
(Измененная редакция, Изм. N 1).
2.2. Выравнивают температуру образцового динамометра 1-го разряда с температурой окружающей среды на месте поверки. Для надежного выравнивания температур динамометр доставляют на место поверки за 24 ч до начала поверки.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. При внешнем осмотре устанавливают соответствие поверяемой машины основным требованиям технической документации на ее изготовление и монтаж.
3.2. Правильность функционирования всех частей машины проверяют без нагрузки, а также на всех ступенях нагружения. Проверку правильности работы всех частей машины на всех ступенях нагружения проводят при помощи образцового динамометра 3-го разряда, установленного на машине.
3.3. На поверяемой машине устанавливают образцовый динамометр 1-го разряда. При этом обеспечивают совпадение оси динамометра с вектором силы, воспроизводимой машиной, в соответствии с требованиями, регламентирующими нормальные условия применения данного типа образцового динамометра 1-го разряда.
Затем производят предварительное обжатие динамометра силой, равной верхнему пределу измерений динамометра или верхнему пределу силы, воспроизводимой машиной, если верхний предел силы, воспроизводимой машиной, меньше верхнего предела измерений динамометра. Обжатие заключается в:
выдержке динамометра под нагрузкой ![]() , равной верхнему пределу измерения динамометра, в течение 15-20 мин;
, равной верхнему пределу измерения динамометра, в течение 15-20 мин;
полной нагрузке динамометра в течение времени, которое обусловлено техническими возможностями машины;
нагружении динамометра равными ступенями через 0,1 ![]() до
до ![]() с выдержкой на каждой ступени в течение 1-2 мин и последующем полном разгружении динамометра такими же ступенями до нуля;
с выдержкой на каждой ступени в течение 1-2 мин и последующем полном разгружении динамометра такими же ступенями до нуля;
выдержке динамометра без нагрузки в течение 5-6 мин.
(Измененная редакция, Изм. N 1, 2).
3.4. Порог реагирования определяют при ненагруженной машине путем наложения дополнительных грузов на длинное плечо машины до заметного на глаз выведения указателя положения рычага из положения равновесия. Порог реагирования считают достаточным, если масса дополнительных грузов не превышает значений, указанных в ГОСТ 25864-83.
(Измененная редакция, Изм. N 2).
3.4.1. На поверяемой машине производят пять рядов нагружений образцового динамометра 1-го разряда. Номера рядов обозначаются индексом ![]() =1, 2, 3, 4, 5.
=1, 2, 3, 4, 5.
Каждый ряд нагружений содержит десять последовательных равноотстоящих ступеней нагружения, последняя из которых соответствует ![]() . Номера ступеней обозначаются индексом
. Номера ступеней обозначаются индексом ![]() =1, 2, 3 . . . 10.
=1, 2, 3 . . . 10.
Перерыв между рядами нагружения допускается не более 20 мин.
(Измененная редакция, Изм. N 1, 2).
3.4.2. На каждой ступени ![]() каждого ряда нагружений
каждого ряда нагружений ![]() снимают показания динамометра 1-го разряда и определяют результаты в единицах силы в соответствии с требованиями, регламентирующими условия применения динамометра конкретного типа. После каждого ряда нагружений контролируют температуру воздуха и атмосферное давление.
снимают показания динамометра 1-го разряда и определяют результаты в единицах силы в соответствии с требованиями, регламентирующими условия применения динамометра конкретного типа. После каждого ряда нагружений контролируют температуру воздуха и атмосферное давление.
(Измененная редакция, Изм. N 2).
3.4.3. (Исключен, Изм. N 2).
3.5. Случайные погрешности поверяемой машины на каждой поверяемой ступени нагружения оценивают по относительному среднему квадратическому отклонению ![]() в процентах по формуле
в процентах по формуле
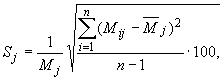
где ![]() - результат измерения на
- результат измерения на ![]() -ой ступени
-ой ступени ![]() -го ряда нагружения;
-го ряда нагружения;![]() - среднее арифметическое значение результата измерения на
- среднее арифметическое значение результата измерения на ![]() -ой ступени нагружения;
-ой ступени нагружения;![]() - число измерений.
- число измерений.
Предельное значение относительной случайной погрешности однократного измерения ![]() и погрешности определения среднего арифметического
и погрешности определения среднего арифметического ![]() с доверительной вероятностью 0,9 оценивают по формулам:
с доверительной вероятностью 0,9 оценивают по формулам:
![]()
где ![]() - коэффициент Стьюдента, равный 2 при
- коэффициент Стьюдента, равный 2 при ![]() =5.
=5.
3.6. Систематические погрешности машины ![]() определяют в процентах по формуле
определяют в процентах по формуле
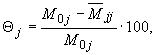
где ![]() - номинальное значение воспроизводимой силы.
- номинальное значение воспроизводимой силы.
3.5, 3.6. (Измененная редакция, Изм. N 2).
3.6.1. (Исключен, Изм. N 2).
3.7. Систематические составляющие погрешности ![]() поверяемой машины определяют по формуле
поверяемой машины определяют по формуле
![]()
Значение ![]() не должно превышать значений, указанных в ГОСТ 25864-83.
не должно превышать значений, указанных в ГОСТ 25864-83.
3.7.1. Основную относительную погрешность ![]() воспроизведения силы при однократном нагружении оценивают по формуле
воспроизведения силы при однократном нагружении оценивают по формуле
![]()
Значение ![]() не должно превышать значений, указанных в ГОСТ 25864-83.
не должно превышать значений, указанных в ГОСТ 25864-83.
3.7, 3.7.1. (Измененная редакция, Изм. N 2).
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. На силоизмерительные машины образцовые 2-го разряда, соответствующие требованиям настоящего стандарта, выдают свидетельство установленной формы.
(Измененная редакция, Изм. N 2).
4.2. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ. МАШИНЫ, КОТОРЫЕ ПОДЛЕЖАТ ПОВЕРКЕ ПО ВЫШЕИЗЛОЖЕННОЙ МЕТОДИКЕ
ПРИЛОЖЕНИЕ
1. Силоизмерительные машины, прошедшие установленные государственные испытания и допущенные к аттестации в качестве образцовых машин 2-го разряда.
2. Образцовые силоизмерительные машины 2-го разряда, находящиеся в применении.
Примечание. Поверка машин отечественного производства, не прошедших государственных испытаний, а также вновь установленных машин иностранного производства в отдельных случаях может производиться институтами Государственного комитета СССР по стандартам по специально разработанной ими программе.