ГОСТ 12996-90
Группа Г15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕПИ ТЯГОВЫЕ ВИЛЬЧАТЫЕ
Технические условия
Pulling fork chains. Specifications
ОКП (ОКСТУ) 41 7320
Срок действия с 01.07.91
до 01.07.96*
_______________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11/12, 1994 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР
РАЗРАБОТЧИКИ
Р.А.Лалаянц; Н.М.Колпаков; В.А.Барков; Б.Я.Гиндин; В.С.Каем
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.03.90 N 657
3. Срок проверки - 1993 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 12996-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.014-78 | 5.1 |
ГОСТ 515-77 | 5.2 |
ГОСТ 9078-84 | 5.2 |
ГОСТ 10198-78* | 5.2 |
ГОСТ 15150-69 | 5.4 |
ГОСТ 23677-79 | 4.1 |
_______________
* На территории Российской Федерации действует ГОСТ 10198-91, здесь и далее по тексту. - Примечание изготовителя базы данных.
Настоящий стандарт распространяется на тяговые вильчатые цепи, предназначенные для работы в качестве тяговых органов скребковых конвейеров с погруженными скребками, питателей и других подъемно-транспортных машин и механизмов, в том числе и допускающих работу в режиме реверсирования.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Цепи должны изготовляться следующих типов:
P1 - разборная, с фиксацией пальца проволочным шплинтом;
Р2 - разборная, с фиксацией пальца сжимной стопорной шайбой;
Р3 - легкоразборная, с фиксацией пальца штифтом-шпонкой.
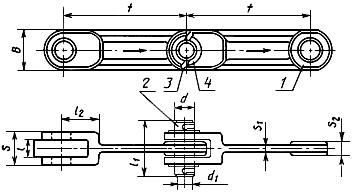
1.2. Основные параметры и размеры цепей должны соответствовать указанным на черт.1 и в таблице.
Рис.1. Основные параметры и размеры цепей
Тип Р1
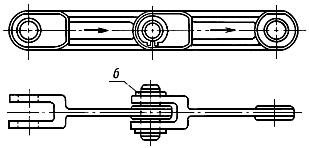
Тип P2
Тип Р3
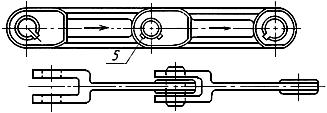
1 - звено; 2 - палец; 3 - шплинт; 4 - шайба; 5 - штифт-шпонка; 6 - сжимная стопорная шайба
Черт.1
Примечание. Чертеж не определяет конструкцию цепей.
Размеры в мм
Шаг цепи | Ши- | Тол- | Тол- | Тол- | Рас- | Дли- | Диа- | Длина пальца | Диаметр отвер- | Масса 1 м цепи, кг, не более | Коли- | Разру- | ||
номи- | Пре- | Р1 и Р2 | Р3 | |||||||||||
100 | 0 | 38 | 27 | 8 | 11 | 12 | 30 | 16 | 48 | 30 | 4 | 4,9 | 1 | 160 |
125 | 0 | 42 | 35 | 10 | 15 | 16 | 36 | 20 | 56 | 38 | 4 | 7,6 | 1 | 240 |
160 | 0 | 50 | 43 | 12 | 20 | 22 | 45 | 25 | 70 | 46 | 6 | 9,5 | 2 | 400 |
200 | 0 | 64 | 52 | 15 | 23 | 25 | 56 | 32 | 82 | 56 | 6 | 15,6 | 2 | 640 |
250 | 0 | 80 | 66 | 18 | 30 | 32 | 70 | 40 | 95 | 70 | 6 | 25,5 | 2 | 1000 |
1.3. Рабочие нагрузки и скорости движения цепи приведены в приложении 1. Расположение звеньев при сборке и разборке цепи типа Р3, сжимной стопорной шайбы в разжатом положении в момент установки и в сжатом рабочем положении приведено в приложении 2.
Пример условного обозначения тяговой вильчатой цепи типа Р1 с шагом 100 мм:
Цепь P1 - 100 ГОСТ 12996
То же, типа Р2 с шагом 125 мм:
Цепь Р2 - 125 ГОСТ 12996
То же, типа Р3, с шагом 160 мм:
Цепь Р3 - 160 ГОСТ 12996.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Цепи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Цепи должны изготовляться отрезками, длина которых устанавливается изготовителем по согласованию с потребителем.
Предельные отклонения длины отрезка цепи не должны превышать 0,3% номинала.
2.3. Твердость наружной поверхности после термохимической обработки звеньев - 51...58 HRC![]() , пальцев - 56...63 HRC
, пальцев - 56...63 HRC![]() . Твердость после термической обработки звеньев - 36...42 HRC
. Твердость после термической обработки звеньев - 36...42 HRC![]() , пальцев - 46...54 НРС
, пальцев - 46...54 НРС![]() .
.
2.4. Детали цепей не должны иметь трещин, заусенцев, зажимов, волосовин, расслоений, окалины и следов пережога металла. Заварка или заделка дефектов не допускаются.
Допускаются следы окалины на обработанных поверхностях после термообработки.
2.5. Собранная цепь должна иметь легкую, без заедания подвижность в шарнирных соединениях.
2.6. Каждая цепь после сборки должна быть подвергнута испытанию технологической пробной нагрузкой, равной 25% разрушающей нагрузки, указанной в таблице.
2.7. К каждому отрезку цепи, предназначенному для двухцепных скребковых тяговых органов, должна быть прикреплена металлическая бирка с выбитой на ней фактической (измеренной) длиной цепи.
2.8. Критериями предельного состояния являются:
максимально допустимый износ цепи с одной стороны звена по ширине ![]() - 10% значения
- 10% значения ![]() , с обеих сторон звена - 15% значения
, с обеих сторон звена - 15% значения ![]() ;
;
максимально допустимое увеличение шага цепи в результате износа отверстий звена и пальца - 2%.
2.9. Ресурс цепи до списания при рабочих нагрузках, не превышающих указанных в приложении 1, составляет:
20000 км или 14000 ч при движении цепи в среде неабразивного насыпного груза со скоростью до 0,4 м/с;
10000 км или 6800 ч при движении цепи в среде насыпного груза средней абразивности со скоростью до 0,4 м/с;
3000 км или 5000 ч при движении цепи в среде высокоабразивного груза со скоростью до 0,16 м/с.
3. ПРИЕМКА
3.1. Для проверки соответствия цепей требованиям настоящего стандарта проводятся приемосдаточные, периодические и типовые испытания.
3.2. Приемосдаточным испытаниям подвергают каждую партию цепей на соответствие требованиям пп.1.2; 2.2-2.7:
по п.2.2 - 1% каждого наименования, но не менее 10 шт. от выпуска за одну смену;
по пп.1.2 (измерение шага), 2.3-2.7 - 100%;
по п.1.2 (определение разрушающей нагрузки) проверяют один раз в смену не менее двух образцов от партии цепей каждого наименования.
За партию принимают цепи одного типоразмера общей длиной не более 500 м.
3.3. Периодическим испытаниям на соответствие требованиям пп.2.8-2.9 подвергают каждый типоразмер цепи не реже одного раза в год.
3.4. Типовые испытания на соответствие всем требованиям настоящего стандарта проводятся в случае, если вносимые в цепи изменения могут оказать влияние на их прочность. Во всех других случаях типовые испытания предусматривают только определение разрушающей нагрузки по п.1.2.
3.5. Если в процессе испытаний хотя бы один из параметров цепи не будет соответствовать требованиям настоящего стандарта, то проводят повторное испытание удвоенного количества образцов цепи. Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Проверка твердости - по ГОСТ 23677.
4.2. Наличие дефектов и правильность установки шплинтов, штифтов-шпонок и сжимных шайб (пп.2.3-2.4) проверяют визуально.
4.3. Подвижность шарнирных соединений (п.2.5) определяют поворотом от руки двух соседних звеньев цепи на угол 70-90° в обе стороны.
4.4. Контроль предельных отклонений длины отрезка цепи и шага цепи от номинальных значений (пп.1.2 и 2.2) должен проводиться при нагрузке, равной 1% от разрушающей, при этом цепь должна лежать на горизонтальной плоскости. Погрешность измерения должна быть не более 1 мм.
Шаг цепи определяют делением фактической длины измеряемой цепи (по осям крайних валиков) на количество звеньев цепи.
4.5. Испытание цепи пробной нагрузкой (п.2.6) проводят плавным нагружением несмазанного отрезка цепи из 6-16 звеньев длиною не менее 1 м, лежащего рабочей (опорной) поверхностью на горизонтальной плоскости, с выдержкой под нагрузкой не менее 15 с.
Погрешность определения нагрузки должна быть не более 1%.
Обрыв цепи и появление трещин в звеньях не допускаются. Дефектные звенья заменяются новыми и испытания повторяются.
4.6. Разрушающую нагрузку (п.1.2) определяют путем статического растяжения образцов цепи из трех-четырех звеньев на универсальных разрывных машинах.
Погрешность определения нагрузки должна быть не более 1%.
4.7. Параметры надежности (пп.2.8, 2.9) проверяют при ускоренных стендовых испытаниях замкнутого тягового контура, составленного из произвольно отобранных отрезков цепи, прошедших приемосдаточные испытания.
Испытания цепей проводят в составе конвейеров, установленных на стенде в замкнутом цикле и загруженных высокоабразивным грузом, со скоростью движения цепи, равной 0,315 м/с в течение 2600 ч.
После завершения испытаний параметры надежности должны соответствовать требованиям п.2.8.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Цепи должны быть окрашены согласно рабочим чертежам или подвергнуты консервации. Консервация цепей - по группе 1 ГОСТ 9.014.
По требованию потребителя цепи могут не окрашиваться и не подвергаться консервации.
5.2. Цепи транспортируют без упаковки на поддонах по ГОСТ 9078. Допускается транспортирование неупакованных цепей без поддонов при условии предохранения их от механических повреждений, коррозии и загрязнений.
По заказу потребителя цепи должны быть упакованы в дощатые ящики по ГОСТ 10198, выложенные внутри битумированной или дегтевой бумагой по ГОСТ 515 или другим водонепроницаемым материалом.
Примечание. Допускается упаковка другим способом, обеспечивающим сохранность цепей.
5.3. Каждая партия цепей должна сопровождаться документом, содержащим:
наименование или товарный знак предприятия-изготовителя;
условное обозначение цепей;
количество (в метрах) и массу цепей в партии;
отметку технического контроля о качестве цепей;
дату выпуска цепей.
5.4. Условия транспортирования цепей - по группе Ж2 ГОСТ 15150.
5.5. Цепи должны храниться под навесом или в закрытом помещении в условиях, исключающих их механическое повреждение, загрязнение и коррозию.
Допускается хранение цепей на открытых площадках с твердым покрытием при сроке хранения до 3 мес.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Цепи должны эксплуатироваться в соответствии с инструкцией по монтажу и эксплуатации машин, в которых они используются, при соблюдении требований настоящего стандарта.
6.2. Монтаж цепей выполняется таким образом, чтобы стрелки, выштампованные на звеньях, указывали направление движения рабочей ветви в сторону приводной головки конвейера.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие цепей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок эксплуатации - 12 мес с момента ввода цепи в эксплуатацию при движении цепи в среде неабразивного насыпного груза со скоростью до 0,4 м/с.
Допускается по согласованию изготовителя с потребителем для иных условий эксплуатации устанавливать другие гарантийные сроки эксплуатации.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Рекомендуемые предельные рабочие нагрузки для средних условий работы цепи и рекомендуемый ряд скоростей движения цепи
ПРИЛОЖЕНИЕ 1
Рекомендуемое
_______________
* Фактическая рабочая нагрузка цепи назначается с учетом условий работы цепи: абразивности транспортируемого груза, температуры, скорости движения цепи, числа перегибов и т.д.
Шаг цепи, мм | Нагрузка, кН | Скорость, м/с |
100 | 10 | 0,100; 0,125; 0,160; 0,200; 0,250; 0,315; 0,400; 0,500; 0,630; 0,800; 1,000 |
125 | 18 | |
160 | 33 | |
200 | 50 | |
250 | 81 |
Примечание. К средним условиям работы цепи относится транспортирование насыпного неабразивного груза со скоростью до 0,4 м/с при температуре до 120 °С.
ПРИЛОЖЕНИЕ 2 (справочное). Расположение звеньев при сборке и разработке цепи типа Р3
ПРИЛОЖЕНИЕ 2
Справочное
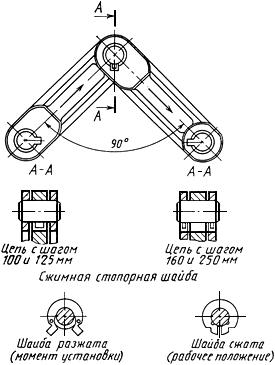
Черт.2