ГОСТ 12439-79
Группа Г25
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ ШЛИФОВАЛЬНЫЕ БЕСКОНЕЧНЫЕ И БОБИНЫ ШЛИФОВАЛЬНЫЕ
Размеры
Abrasive belts and rollers. Dimensions
ОКП 39 8020
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Н.И.Агапеев, Г.И.Барыкин, М.А.Клейнер, Л.А.Коган, О.Ф.Котляров, Т.А.Кривцова, А.А.Пыльнев, В.Д.Туников, В.Н.Тырков, Б.Л.Фисенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 30.10.79 N 4134
3. Стандарт полностью соответствует СТ СЭВ 1164-78
4. Стандарт полностью соответствует международным стандартам ИСО 1929-74, ИСО 2976-73, ИСО 3366-75 - ИСО 3368-75
5. ВЗАМЕН ГОСТ 12439-66 в части разд.1.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 5009-82 | 1 |
ГОСТ 6456-82 | 1 |
ГОСТ 10054-82 | 1 |
ГОСТ 13344-79 | 1 |
ГОСТ 22776-77 | 8 |
ГОСТ 27181-86 | 1 |
ИСО 1929-74 | Вводная часть |
ИСО 2976-73 | То же |
ИСО 3366-75 - ИСО 3368-75 | " |
СТ СЭВ 1164-78 | " |
7. Ограничение срока действия снято Постановлением Госстандарта от 14.01.85 N 75
8. ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями N 1, 2, утвержденными в январе 1985 г., марте 1990 г. (ИУС 4-85, 6-90)
1. Настоящий стандарт распространяется на бесконечные шлифовальные ленты и шлифовальные бобины, изготовляемые из шлифовальной шкурки по ГОСТ 5009, ГОСТ 10054, ГОСТ 6456, ГОСТ 13344, ГОСТ 27181, а также по отраслевым стандартам и техническим условиям.
Стандарт полностью соответствует международным стандартам ИСО 1929, ИСО 2976, ИСО 3366 - ИСО 3368 и СТ СЭВ 1164.
(Измененная редакция, Изм. N 2).
2. Бесконечные ленты (ЛБ) должны изготовляться исполнений:
1 - шириной, равной или менее ширины рулонной шлифовальной шкурки со швом под углом ![]() 45°-65°;
45°-65°;
2 - шириной более ширины рулонной шлифовальной шкурки со швом или швами под углом ![]() 5°-65°.
5°-65°.
Примечание. По заказу потребителя допускается изготовлять бесконечные ленты со швом под углом ![]() 65°-82°.
65°-82°.
(Измененная редакция, Изм. N 1).
3. Размеры бесконечных лент должны соответствовать указанным на чертеже и в табл.1 и 2.
Развертка
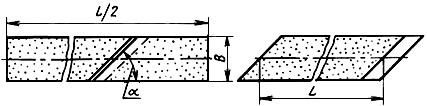
Таблица 1
мм
| Пред. откл. для исполнений | |
1 | 2 | |
2,5; 5,0; (6,0); 6,5; 7,5; 10,0; (11,0); (12,0); 12,5; 15,0; 18,0; 19,0; 20,0; 21,0; 22,0; (24,5); 25,0; 28,0 | ±0,5 | ±10 |
30; 32; 34; 38; 40; 48; 50; 53; 55; 60; 62; 65; 70; 75; 78; 85; 90; 95; 98; 100; 103; 105; 110; 115; 120 | ±1,0 | |
125; 128; 130; 135; 140; 145; 150; 155; 160; 170; 175; 180; 185; 200; 225; 240; 250; 300; 350; 380; 400; 450; 500; 600; 630; 700; 720; 750; 800; 900; 950; 1000 | ±2,0 | |
1060; 1100; 1120; 1150; 1180; 1200; 1250; 1300; 1320; 1400; 1500; 1600; 1625; 1650; 1700; 1800; 1900; 1920; 1930; 1950; 2000; 2050; 2120; 2240; 2360; 2500; 2550; 2650; 3940 | ±3,0 | |
Таблица 2
мм
| Пред. откл. для | |
|
| |
220; (314); 315 | ±1 | - |
400; 500; 560; 575; 610; 630; 710; 800; 900; 960; 1000 | ±3 | |
1060; 1120; 1180; 1200; 1250; 1320; 1400; 1480; 1500; 1550; 1570; 1600; 1650; 1700; 1800; 1900; 1920; 2000; 2050; 2100; 2120; 2135; 2240; 2300; 2360; 2500; 2520; 2580; 2600; 2620; 2650; 2720; 2735; 2750; 2800; 2880; 2890; 2900; 2980; 3000; 3020; 3050; 3080; 3150; 3200; 3250; 3300; 3350; 3360; 3400; 3500; 3550; 3600; 3615; 3660; 3700; 3750; 3810; 4000 | ±5 | ±10 |
4100; 4200; 4250; 4500; 4750; 4870; 5000; 5600; 5700; 6280; 6300; 6500; 6600; 6650; 6680; 6700; 6800; 6820; 7100; 7120; 7250; 7300; 7480; 7530; 7620; 7900; 8000; 8500; 8515; 9000; 9370; 9915; 10000; 11200; 12500 | ±10 | |
Примечания:
1. Размеры, указанные в скобках, применять не рекомендуется.
2. По заказу потребителя допускается изготовлять бесконечные ленты других длин и ширин.
Пример условного обозначения бесконечной шлифовальной ленты исполнения 1, шириной ![]() 100 мм, длиной
100 мм, длиной ![]() 3500 мм, из нормального электрокорунда марки 15 А, зернистости 25-Н, из шлифовальной шкурки по ГОСТ 5009-82, на сарже утяжеленной гладкокрашеной, класса Б:
3500 мм, из нормального электрокорунда марки 15 А, зернистости 25-Н, из шлифовальной шкурки по ГОСТ 5009-82, на сарже утяжеленной гладкокрашеной, класса Б:
ЛБ 1 100x3500 15 А 25-Н 2 УГ Б ГОСТ 12439-79
(Измененная редакция, Изм. N 1, 2).
4. Шлифовальные бобины должны изготовляться типов:
Б - для ручной обработки и для изготовления бесконечных шлифовальных лент;
БМ - для машинной обработки;
БМП - с прорезями кромок для машинной обработки.
5. Шлифовальные бобины типа Б должны изготовляться шириной до 1500 мм в соответствии с табл.1 и длиной 25, 30, 35, 40, 50 и 100 м с предельными отклонениями ±0,5 м.
6. Шлифовальные бобины типа БМ должны изготовляться шириной до 100 мм в соответствии с табл.1 и длиной 25, 30, 40 и 50 м с предельными отклонениями ±0,3 м; типа БМП - шириной от 30 до 100 мм в соответствии с табл.1 и длиной 25, 30, 40 и 50 м с предельными отклонениями ±0,3 м.
Внутренний диаметр машинных бобин должен быть 55![]() или 77
или 77![]() мм.
мм.
Примечание. По заказу потребителя допускается изготовлять бобины всех типов других ширин и длин.
7. Шлифовальные бобины типа БМП должны иметь прорези кромок глубиной 5![]() мм с шагом 7
мм с шагом 7![]() мм.
мм.
Пример условного обозначения шлифовальной бобины типа БМ шириной ![]() 50 мм, длиной 30 м, из нормального электрокорунда марки 14А, зернистости 25-Н, из шлифовальной шкурки по ГОСТ 5009-82, на сарже легкой N 2 гладкокрашеной, класса А:
50 мм, длиной 30 м, из нормального электрокорунда марки 14А, зернистости 25-Н, из шлифовальной шкурки по ГОСТ 5009-82, на сарже легкой N 2 гладкокрашеной, класса А:
БМ 50x30 14А 25-Н 2 Л2Г ГОСТ 12439-79
8. Технические требования - по ГОСТ 22776-77 и другой нормативно-технической документации.
6-8. (Измененная редакция, Изм. N 2).