ГОСТ 12209-66
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Приспособления станочные
ПАЛЬЦЫ УСТАНОВОЧНЫЕ ЦИЛИНДРИЧЕСКИЕ ПОСТОЯННЫЕ
Конструкция
Holding devices. Cylindrical locating pins of permanent type. Design
Дата введения 1967-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.В.Андреев; В.H.Дзегиленок, канд. техн. наук; В.А.Петрова; К.И.Сокольский; А.3.Старосельский (руководитель темы); А.В.Хренова; В.М.Шарков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 10.08.66 N 932
3. Срок проверки - 1993 г. Периодичность проверки - 5 лет
4. ВЗАМЕН МН 376-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.306-85 | 9 |
ГОСТ 1435-90 | 2 |
ГОСТ 4543-71 | 2а |
ГОСТ 8820-69 | 6а |
ГОСТ 24643-81 | 5; 6 |
6. ПЕРЕИЗДАНИЕ (июль 1992 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в июне 1980 г., марте 1988 г. (ИУС 9-80, 6-88)
7. Проверен в 1988 г. Снято ограничение срока действия (Постановление Государственного комитета СССР по стандартам от 17.03.88 N 586)
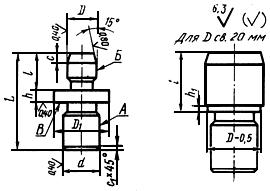
1. Конструкция и размеры постоянных установочных цилиндрических пальцев должны соответствовать чертежу и таблице.
Чертеж. Конструкция и размеры постоянных установочных цилиндрических пальцев
Размеры в мм
Обозначения пальцев | Применя- |
|
|
|
|
|
|
|
|
| Масса |
7030-0901 | От 1,6 до 2,5 | 6 | 2,5 | 10 | 4 | 1,6 | - | 0,5 | 0,4 | 0,04-0,05 | |
0902 | Св. 2,5 до 4,0 | 8 | 4,0 | 14 | 6 | 2,0 | 1,6 | 0,15-0,18 | |||
0903 | Св. 4,0 до 6,0 | 10 | 6,0 | 18 | 8 | 2,0 | 0,34-0,41 | ||||
0904 | Св. 6,0 до 8,0 | 12 | 8,0 | 22 | 10 | 3,0 | 0,89-1,03 | ||||
0905 | Св. 8,0 до 10,0 | 16 | 10,0 | 28 | 12 | 3,0 | 1,59-1,81 | ||||
0906 | Св. 10,0 до 12,0 | 18 | 12,0 | 32 | 16 | 4,0 | 2,86-3,19 | ||||
0907 | Св. 12,0 до 16,0 | 22 | 16,0 | 40 | 18 | 4,0 | 0,6 | 5,58-6,68 | |||
0908 | Св. 16,0 до 20,0 | 25 | 45 | 20 | 7,91-9,51 | ||||||
0909 | Св. 20,0 до 25,0 | - | 40 | 22 | - | 2 | 1,0 | 7,69-10,47 | |||
0910 | Св. 25,0 до 32,0 | 20,0 | 45 | 25 | 1,6 | 13,55-18,96 | |||||
0911 | Св. 32,0 до 40,0 | 25,0 | 55 | 28 | 3 | 5,0 | 24,61-33,49 | ||||
7030-0912 | Св. 40,0 до 50,0 | 32,0 | 70 | 36 | 6,0 | 46,82-62,36 |
Пример условного обозначения постоянного установочного цилиндрического пальца диаметром ![]() мм с полем допуска
мм с полем допуска ![]() :
:
Палец 7030-0901 2,5 ![]() ГОСТ 12209-66
ГОСТ 12209-66
То же, с полем допуска ![]() :
:
Палец 7030-0901 2,5 ![]() ГОСТ 12209-66
ГОСТ 12209-66
(Измененная редакция, Изм. N 1, 2).
2. Материал для диаметра ![]() до 16 мм - сталь марки У8А по ГОСТ 1435*. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки У8А. Материал для диаметра
до 16 мм - сталь марки У8А по ГОСТ 1435*. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки У8А. Материал для диаметра ![]() св. 16 мм - сталь марки 20Х по ГОСТ 4543. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки 20Х.
св. 16 мм - сталь марки 20Х по ГОСТ 4543. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки 20Х.
________________
* Действует ГОСТ 1435-99. - Примечание.
3. Твердость - 56...61 HRC![]() . Пальцы из стали марки 20Х цементировать h 0,8...1,2 мм.
. Пальцы из стали марки 20Х цементировать h 0,8...1,2 мм.
4. Неуказанные пред. откл. размеров: h14, ![]() .
.
5. Допуск радиального биения поверхности ![]() относительно оси поверхности
относительно оси поверхности ![]() - по 4-й степени точности ГОСТ 24643.
- по 4-й степени точности ГОСТ 24643.
6. Допуск торцового биения поверхности ![]() относительно оси поверхности
относительно оси поверхности ![]() - по 5-й степени точности ГОСТ 24643.
- по 5-й степени точности ГОСТ 24643.
3-6. (Измененная редакция, Изм. N 2).
6а. Канавки для выхода шлифовального круга - по ГОСТ 8820.
(Введен дополнительно, Изм. N 1).
7. (Отменен. Поправка. ИУС 4-1968 г.).
8. (Отменен, Изм. N 1).
9. Покрытие - Хим. Окс. прм. (обозначение покрытия - по ГОСТ 9.306).
(Измененная редакция, Изм. N 1).
10. Маркировать партию деталей одного типоразмера на таре или упаковке с указанием условного обозначения.
(Измененная редакция, Изм. N 1, 2).