ГОСТ 1180-91
Группа В53
ГОСУДАРСТВЕННЫЙ СТАНДAPT СОЮЗА ССР
АНОДЫ ЦИНКОВЫЕ
Технические условия
Zinc anodes.
Specifications
ОКП 18 3110
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
Ю.М.Лейбов, канд. техн. наук; В.В.Гузеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 06.05.91 N 634
3. Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 1180-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166-89 | 3.2 |
ГОСТ 427-75 | 3.2 |
ГОСТ 2991-85 | 1.5.1 |
ГОСТ 3282-74 | 1.5.2 |
ГОСТ 3560-73 | 1.5.2 |
ГОСТ 3640-79 | 1.3.1 |
ГОСТ 6507-90 | 3.2 |
ГОСТ 9557-87 | 1.5.2 |
ГОСТ 12082-82 | 1.5.1 |
ГОСТ 14192-77 | 1.4.3 |
ГОСТ 15846-79 | 1.5.3 |
ГОСТ 16511-86 | 1.5.1 |
ГОСТ 17261-77 | 3.3 |
ГОСТ 18242-72 | 2.2 |
ГОСТ 18321-73 | 2.2 |
ГОСТ 19251.1-79 - ГОСТ 19251.6-79 | 3.3 |
ГОСТ 21140-88 | 1.5.1 |
ГОСТ 21650-76 | 1.5.2 |
ГОСТ 24231-80 | 3.3 |
ГОСТ 24597-81 | 1.5.2 |
ГОСТ 26653-90 | 1.5.3 |
ГОСТ 26663-85 | 1.5.2 |
ГОСТ 26838-86 | 1.5.1 |
ГОСТ 26877-91 | 3.4 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на горячекатаные аноды, применяемые для оцинкования деталей гальваническим способом.
Требования пп.1.1, 1.2, 1.3.1, 1.4, 1.5, 4.1 и разд.2 и 3 являются обязательными.
1.ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Аноды изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Аноды изготовляют из цинка марок Ц0, Ц1С и Ц1 с химическим составом по ГОСТ 3640.
1.2. Основные параметры и размеры
1.2.1. Размеры и предельные отклонения по толщине, ширине и длине анодов должны соответствовать требованиям, приведенным в табл.1.
Таблица 1
мм
Толщина | Ширина | Длина | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
5,0 | -0,4 | 65, 75 | -10 | 400-1000, 1200 | -20 |
6,0 | -0,5 | ||||
0,8 | -0,7 | 100-600 | -20 | ||
10,0 | -0,8 | ||||
12,0 | -0,9 | 100-600 | -20 | ||
14,0 | -1,0 | ||||
20,0 | -1,1 | ||||
Примечание. Теоретическая масса анодов приведена в приложении.
1.2.2. Аноды изготовляют кратными 25 мм по ширине и 50 мм по длине в пределах, приведенных в табл.1.
1.2.3. В партии допускается до 10% анодов с предельными отклонениями по длине и ширине ±10%.
Условные обозначения проставляются по схеме:
Схема
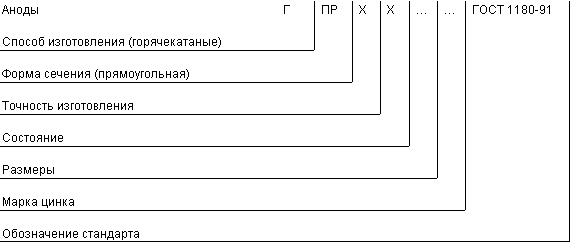
Вместо отсутствующих данных ставится знак X.
Пример условного обозначения анода, размером 10х200х450 мм, из цинка марки Ц0:
Анод ГПРХХ 10х200х450 Ц0 ГОСТ 1180-91
1.3. Характеристики
1.3.1. Обязательное исполнение
1.3.1.1. Толщина, ширина и длина анодов и предельные отклонения по ним должны соответствовать приведенным в п.1.2.1.
1.3.1.2. Поверхность анодов должна быть свободной от загрязнений, затрудняющих визуальный осмотр. На поверхности не допускаются дефекты, выводящие аноды при контрольной зачистке за предельные отклонения по толщине.
Допускается волнистость анодов.
1.3.1.3. Аноды должны быть ровно обрезаны. Косина реза не должна выводить аноды за предельные отклонения по ширине и длине.
Допускаются аноды с двумя необрезанными кромками.
Допускаются трещины по кромкам в пределах допуска по ширине.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. В партии допускается другое количество анодов с предельными отклонениями по ширине и длине ±10%, отличающееся от приведенного в п.1.2.3.
1.3.2.2. Требования к качеству поверхности устанавливают по образцам, утвержденным в установленном порядке.
1.3.3. Исполнение по согласованию потребителя и изготовителя
1.3.3.1. Аноды могут быть изготовлены промежуточных толщин с предельными отклонениями для следующей большей толщины, приведенными в табл.1.
1.3.3.2. Аноды могут быть изготовлены с предельными отклонениями по толщине, отличающимися от приведенной в табл.1.
1.3.3.3. Аноды могут быть изготовлены шириной и длиной, отличающейся от приведенных в табл.1.
1.3.3.4. Аноды могут быть изготовлены с кратностью по ширине и длине, отличающейся от приведенной в п.1.2.2.
1.3.3.5. Аноды могут быть изготовлены из цинка с химическим составом, отличающимся от приведенного в п.1.3.1.
1.4. Маркировка
1.4.1. На каждом аноде должны быть выбиты или нанесены краской, не смываемой водой:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марка цинка;
толщина анода.
1.4.2. Транспортная маркировка должна производиться по ГОСТ 14192 с нанесением дополнительно номера партии.
Способ нанесения транспортной маркировки - по ГОСТ 14192.
1.4.3. На каждом грузовом месте должны быть нанесены:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение анода;
штамп технического контроля;
масса нетто партии;
номер партии.
1.5. Упаковка
1.5.1. Аноды транспортируют без упаковки.
По требованию потребителя и при перевозках железнодорожным транспортом мелкими отправками аноды упаковывают в ящики по ГОСТ 2991, ГОСТ 16511 или обрешетки по ГОСТ 12082, или другие ящики по нормативно-технической документации с размерами по ГОСТ 21140 и нормами механической прочности по ГОСТ 26838.
1.5.2. Масса грузового места должна быть не более 80 кг.
При механизированной погрузке и выгрузке допускается масса грузового места более 80 кг.
Укрупнение грузовых мест в транспортные пакеты массой до 1250 кг проводят в соответствии с ГОСТ 26663.
Габаритные размеры пакетов по ГОСТ 24597. Формирование пакетов осуществляют на поддонах по ГОСТ 9557 или без поддонов с использованием деревянных брусков размером 50х50 мм. Для обвязки используют проволоку по ГОСТ 3282, ленту по ГОСТ 3560 или другие способы и средства формирования пакетов по нормативно-технической документации с учетом требований ГОСТ 24597, ГОСТ 21650 и ГОСТ 26663.
1.5.3. Упаковывание анодов в районы Крайнего Севера или приравненные к ним труднодоступные районы - по ГОСТ 15846.
Подготовка анодов к перевозке морским транспортом - по ГОСТ 26653.
2. ПРИЕМКА
2.1. Аноды принимают партиями массой не более 25000 кг.
Партия должна состоять из анодов одного размера и одной марки цинка и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение анода;
номер партии;
массу нетто партии.
2.2. Для контроля качества поверхности и размеров анодов применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 2,5%. План выборочного контроля приведен в табл.2. Отбор анодов в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Партия считается несоответствующей требованиям табл.1, пп.1.2.4, 1.3.2, 1.3.4.2, 1.3.5.2, если количество дефектных анодов в выборке больше или равно браковочному числу, приведенному в табл.2.
Таблица 2
Количество анодов в партии, шт. | Количество контролируемых анодов, шт. | Браковочное число |
6-50 | 5 | 1 |
51-150 | 20 | 2 |
151-280 | 32 | 3 |
281-500 | 50 | 4 |
501-1200 | 80 | 6 |
1201-3200 | 125 | 8 |
Примечание. Если объем партии не превышает 5 анодов, проверке подвергают каждый анод.
Допускается изготовителю контроль качества поверхности и размеров анодов проводить в процессе изготовления при условии обеспечения соответствия качества анодов требованиям настоящего стандарта.
2.3. Для определения химического состава отбирают три анода или три ящика от партии. От каждого отобранного ящика берут по одному аноду. Допускается изготовителю проводить отбор проб от расплавленного металла.
2.4. При получении неудовлетворительных результатов химического анализа по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности анодов проводят без применения увеличительных приборов. Контроль качества поверхности проводят с вероятностью 97,5%.
3.2. Толщину анодов измеряют на расстоянии не менее 15 мм от края и не менее 100 мм от угла анода штангенциркулем по ГОСТ 166 или микрометром по ГОСТ 6507. Ширину и длину анодов измеряют измерительной линейкой по ГОСТ 427.
Контроль размеров анодов проводят с заданной вероятностью 97,5%. Допускается на предприятии-изготовителе контролировать размеры анодов другими средствами измерения, обеспечивающими необходимую точность. При возникновении разногласий контроль проводят статистическим методом.
3.3. Для определения химического состава из каждого отобранного анода берут по одной пробе. Отбор проб - по ГОСТ 24231.
Анализ химического состава анодов проводят по ГОСТ 19251.1 - ГОСТ 19251.6 и ГОСТ 17261 или другими методами, не уступающими по точности указанным.
Допускается проводить анализ химического состава анодов другими методами, не уступающими по точности указанным.
При разногласиях в оценке химического состава анализ химического состава проводят по ГОСТ 19251.1 -ГОСТ 19251.6.
3.4. Косину реза проверяют по ГОСТ 26877.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Аноды транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
4.2. Аноды должны храниться в закрытых помещениях. При хранении аноды должны быть защищены от механических повреждений, влаги и воздействия активных химических веществ.
При соблюдении этих условий свойства анодов не меняются.
ПРИЛОЖЕНИЕ (справочное)
ПРИЛОЖЕНИЕ
Справочное
Таблица 3
Теоретическая масса 1 м![]() цинковых анодов
цинковых анодов
Толщина анода, мм | Теоретическая касса 1 м |
5,0 | 34,56 |
6,0 | 41,40 |
8,0 | 55,08 |
10,0 | 69,12 |
12,0 | 83,16 |
14,0 | 97,20 |
20,0 | 140,04 |
Теоретическая масса вычислена по номинальной толщине анода с исключением из нее 50% поля предельных отклонений.
При вычислении теоретической массы анодов плотность цинка принята равной 7,2 кг/дм![]() .
.