ГОСТ 11674-75*
Группа Д25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРАКТОРЫ ГУСЕНИЧНЫЕ. БОЛТЫ БАШМАКА ГУСЕНИЦЫ
Технические условия
Crawel tractors Grouser shoe bolts. Technical requirements*
_____________
* Наименование стандарта. Измененная редакция, Изм. N 3.
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 апреля 1975 г. N 980 срок действия установлен с 01.01.1976 г. до 01.01.1981 г.**
_______________
**Ограничение срока действия снято постановлением Госстандарта России от 17.07.92 N 722 (ИУС N 10, 1992 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 11674-65
* ПЕРЕИЗДАНИЕ (март 1979 г.) с изменением N 1, опубликованным в декабре 1978 г.
ВНЕСЕНЫ: Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 14.04.83 N 1772 с 01.08.83, Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 01.12.86 N 3650 с 01.10.86
Изменения N 2, 3 внесены изготовителем базы данных по тексту ИУС N 7, 1983 год, ИУС N 2, 1987 год
Настоящий стандарт распространяется на болты башмака составных звеньев гусениц трактора.
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры болтов должны соответствовать указанным на черт.1 и в таблице.
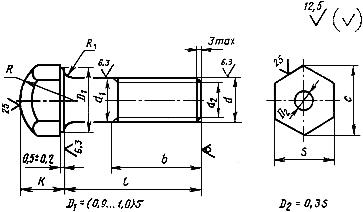
Примечание. ![]() внутреннего диаметра резьбы.
внутреннего диаметра резьбы.
Черт.1
мм
Номинальный диаметр резьбы | 16 | 20 | 24 | ||||
Диаметр стержня | Номин. | 16 | 20 | 20* | 21* | 24* | 24,8* |
Пред. откл. для | -0,27 | -0,33 | -0,052 | -0,16 | |||
Размеры "под ключ" | Номин. | 24 | 30 | 27 | 36 | ||
Пред. откл. | -0,52 | -0,62 | |||||
Высота головки | Номин. | 16 | 19 | 17 | 22,5 | ||
Пред. откл. | ±0,55 | ±0,65 | ±0,55 | ±0,65 | |||
Диаметр описанной окружности | 26,5 | 33,3 | 29,6 | 39,5 | |||
Радиус сферы | Номин. | 19 | 27 | 24 | |||
Пред. откл. | ±1,05 | ||||||
Радиус подголовка | не менее | 0,6 | 0,8 | 2,5 | 2 | ||
не более | 1,1 | 1,4 | 3,0 | 2,2 | |||
Допуск симметричности головки относительно оси стержня в диаметральном выражении | 1,04 | 1,00 | |||||
Длина болта | Номин. | 60 | 62 | 78 | 70 | 78 | |
Пред. откл. | ±0,95 | - | - | - | - | ||
Длина резьбы | Номин. | 32 | 34 | 40 | 37 | ||
Пред. откл. | +3,0 | ||||||
Шаг резьбы | 1,5 | ||||||
Примечание. Остальные размеры болтов с диаметрами стержня, отмеченными знаком (*) и их конструкции - по рабочим чертежам, утвержденным в установленном порядке. В условном обозначении этих болтов должна указываться буква "С".
Пример условного обозначения болта диаметром резьбы ![]() 20 мм, с шагом резьбы 1,5 мм, длиной
20 мм, с шагом резьбы 1,5 мм, длиной ![]() 62 мм.
62 мм.
Болт M20x1,5х62 ГОСТ 11674-75;
То же, для болтов, отмеченных знаком (*), длиной ![]() 78 мм
78 мм
Болт M20Cх1,5х62 ГОСТ 11674-75.
(Измененная редакция, Изм. N 2).
1.2. Резьба - по ГОСТ 24705-81*. Допуски резьбы - по ГОСТ 16093-81*, поле допуска 6![]() .
.
________________
* На территории Российской Федерации действуют ГОСТ 24705-2004 и ГОСТ 16093-2004, соответственно. - Примечание изготовителя базы данных.
(Измененная редакция - "Информ. указатель стандартов" N 12, 1978 г. Измененная редакция, Изм. N 3).
1.3. Теоретическая масса болтов указана в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Отклонения от правильной геометрической формы, расположение поверхностей и дефекты внешнего вида болтов - по ГОСТ 1759.1-82 и ГОСТ 1759.2-82 для изделий повышенной точности.
(Измененная редакция, Изм. N 3).
2.3. Болты должны изготовляться из стали марки 40Х по ГОСТ 10702-78.
Допускается изготовлять болты из стали марок 40Х, 38ХС, 40ХС и 45Х по ГОСТ 4543-71 и 45Х по ГОСТ 10702-78.
2.4. Твердость болтов должна составлять НВ 269...363 или HRC![]() 29,9...40,6. Сферическая поверхность головки должна подвергаться закалке на глубину 4-9 мм для болтов M16 и на глубину 4-11 мм для болтов М20 и М24 до твердости HRC
29,9...40,6. Сферическая поверхность головки должна подвергаться закалке на глубину 4-9 мм для болтов M16 и на глубину 4-11 мм для болтов М20 и М24 до твердости HRC![]() не менее 51,3.
не менее 51,3.
2.3, 2.4. (Измененная редакция, Изм. N 2).
2.5. Допускается для болтов с диаметром резьбы 16 мм утолщение диаметра стержня под головкой до 0,1 мм на длине 5 мм.
2.6. (Исключен, Изм. N 2).
2.7. Ресурс болтов должен соответствовать ресурсу ходовой системы трактора по ГОСТ 19677-74*.
______________
* На территории Российской Федерации действует ГОСТ 19677-87. - Примечание изготовителя базы данных.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия болтов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания в соответствии с отраслевой нормативно-технической и технической документацией.
Раздел 3. (Измененная редакция, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Твердость болтов должна определяться по ГОСТ 9012-59 или ГОСТ 9013-59. При этом твердость должна соответствовать требованиям настоящего стандарта.
Твердость сферической поверхности головки должна измеряться на двух противоположных гранях в трех точках на расстоянии 2-3 мм от линии пересечения грани со сферой (черт.2). При измерении твердости сферической поверхности головки болта допускается для двух замеров из шести снижение чисел твердости до HRC![]() 47,4.
47,4.
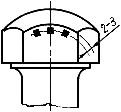
Черт.2
Для болтов с государственным Знаком качества снижение чисел твердости не допускается. Твердость болта должна проверяться на стержне, свободном от резьбы.
(Измененная редакция - "Информ. указатель стандартов" N 12, 1978 г. Измененная редакция, Изм. N 2).
4.2. Глубину закаленного слоя сферической поверхности головки болта проверяют на макрошлифе в средней части двух противоположных граней.
4.3. Ресурс болтов (п.2.7) следует определять в процессе ресурсных испытаний тракторов.
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка и маркировка - по ГОСТ 18160-72.
Для болтов с государственным Знаком качества на сертификате и таре наносится изображение государственного Знака качества присваемого в установленном порядке.
(Измененная редакция - "Информ. указатель стандартов" N 12, 1978 г. Измененная редакция, Изм. N 3).
5.2. Поверхность болтов должна быть предохранена от коррозии на срок не менее шести месяцев в средних условиях транспортирования и хранения, а для болтов с государственным Знаком качества - не менее 1 года.
Вид консервационной смазки устанавливается по согласованию с потребителем. Допускается по согласованию с потребителем отгрузка болтов без временной противокоррозионной защиты.
(Измененная редакция - "Информ. указатель стандартов" N 12, 1978 г. Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ к ГОСТ 11674-75 (справочное). Теоретическая масса болтов
ПРИЛОЖЕНИЕ к ГОСТ 11674-75
Справочное
Теоретическая масса болтов
Длина болта | Теоретическая масса 1000 шт. болтов, кг | ||
при номинальном диаметре резьбы | |||
16 | 20 | 24 | |
60 | 138 | - | - |
62 | - | 238 | - |
70 | - | - | 300 |
78 | - | 285 | 450 |
(Измененная редакция, Изм. N 2).