ГОСТ 11650-80
Группа Г32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОЛУКРУГЛОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
Конструкция и размеры
Self-tapping round-head and sharpening end
screws for metals and plastics.
Design and dimensions
МКС 21.060.10
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. N 6110 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 399
ВЗАМЕН ГОСТ 10621-63, ГОСТ 11650-65 в части винтов с притупленным концом
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1985 г. (ИУС 7-85)
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
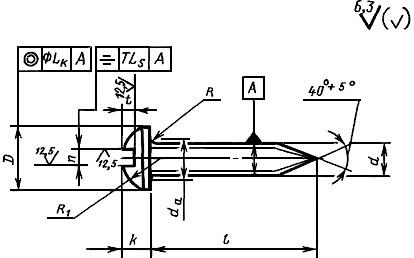
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1, 2.
Чертеж. Конструкция и размеры винтов
Исполнение 1
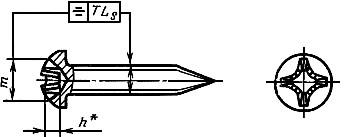
Исполнение 2
__________________
* Размер для справок.
Таблица 1
Размеры, мм
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 | |
Шаг резьбы | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
Диаметр головки | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 |
Пред. откл. по | ±0,24 | ±0,29 | ±0,35 | ||||
Высота головки | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 |
Пред. откл. по | ±0,2 | ±0,24 | |||||
Радиус сферы головки | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | |
Радиус под головкой |
| 0,10 | 0,20 | 0,25 | 0,40 | ||
| 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | |
Ширина шлица | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
Глубина шлица | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 |
Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | |
Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | ||||
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | ||||
Номер крестообразного шлица | 1 | 2 | 3 | ||||
Диаметр крестообразного шлица | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | |
Глубина крестообразного шлица | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | |
Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 |
Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | |
Недовод резьбы, не более | 0,8 | 1,0 | |||||
Примечание. Крестообразный шлиц - по ГОСТ 10753-86.
Таблица 2
мм
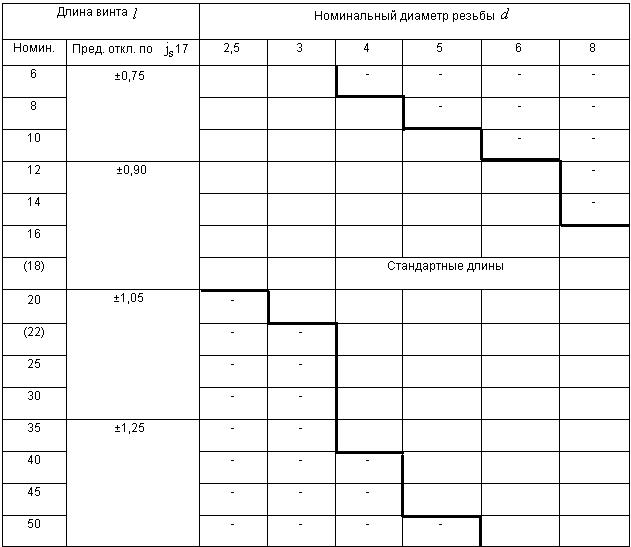
Примечание. Длины ![]() , заключенные в скобки, применять не рекомендуется.
, заключенные в скобки, применять не рекомендуется.
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5х30.01 ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5х30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. N 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка - по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса самонарезающих винтов
ПРИЛОЖЕНИЕ 1
Справочное
Длина винта | Номинальный диаметр резьбы | |||||
2,5 | 3 | 4 | 5 | 6 | 8 | |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг | ||||||
6 | 0,32 | 0,51 | - | - | - | - |
8 | 0,37 | 0,59 | 1,11 | - | - | - |
10 | 0,42 | 0,67 | 1,25 | 2,21 | - | - |
12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | - |
14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | - |
16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
20 | - | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
22 | - | - | 2,09 | 3,63 | 5,21 | 6,72 |
25 | - | - | 2,30 | 4,00 | 5,69 | 7,57 |
30 | - | - | 2,65 | 4,60 | 6,49 | 9,00 |
35 | - | - | 3,00 | 5,20 | 7,29 | 10,42 |
40 | - | - | - | 5,80 | 8,09 | 11,84 |
45 | - | - | - | 6,40 | 8,99 | 13,25 |
50 | - | - | - | - | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).