ГОСТ 11530-93
Группа Д55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ РЕЛЬСОВЫХ СТЫКОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Rail joint bolts. Specifications
МКС 45.080
ОКП 12 9600
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 11530-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 11530-76
5 ПЕРЕИЗДАНИЕ. Июль 2006 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1497-84 | 4.4 |
ГОСТ 1759.0-87 | 2.1 |
ГОСТ 1759.1-82 | 2.6, 4.2 |
ГОСТ 1759.2-82 | 2.7, 4.3 |
ГОСТ 1759.4-87 | 2.2, 3.2, 4.4, 4.5 |
ГОСТ 9454-78 | 4.5 |
ГОСТ 11532-93 | 2.9 |
ГОСТ 16018-79 | Вводная часть, 2.9 |
ГОСТ 16093-2004 | 2.4 |
ГОСТ 17769-83 | 3.1 |
ГОСТ 18160-72 | 2.12 |
ГОСТ 24705-2004 | 2.3 |
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком, класса точности С, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов.
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт, как отдельных изделий, следует учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1 Конструкция и размеры
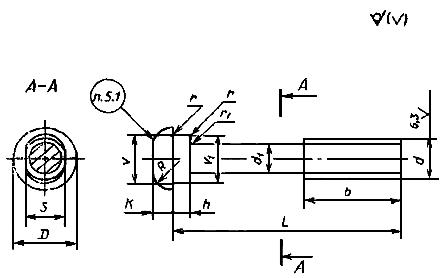
1.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке и в таблице 1.
Черт. Исполнение 1
Исполнение 1
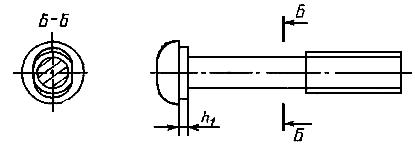
Черт. Исполнение 2
Исполнение 2
![]() ;
; ![]() ,
, ![]() - средний диаметр резьбы
- средний диаметр резьбы
Таблица 1
мм | |||||
| М22 | М24 | М27 | ||
| 37 | 40 | 46 | ||
| 13 | 14 | 17 | ||
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более | 2,0 | ||||
| Пред. откл. -1,0 | 31 | 33 | 38 | |
| 30 | 32 | 37 | ||
| 22 | 24 | 27 | ||
| Пред. откл. -1,8 | 12 | |||
| 6 | ||||
| От 1 до 2 | ||||
| 3 | ||||
| 56 | 66 | |||
Шаг резьбы, | 2,5 | 3,0 | |||
| 1 | 135 | 150 | 130; 160 | |
2 | 140 | 140; 160 | 150; 180 | ||
Примеры условного обозначения
Болт класса точности С, исполнения 1, диаметром резьбы ![]() 24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8gх150.88.35 ГОСТ 11530-93
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2M24-8gх160.109.40X ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 Технические требования
2.1 Болты для рельсовых стыков должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2 Болты должны изготовляться класса прочности 8.8 по ГОСТ 1759.4* из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4* из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52627-2006, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.3 Резьба - по ГОСТ 24705.
2.4 Поле допуска 8g - по ГОСТ 16093, допускается поле допуска 8h.
2.5 Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6 Допуск отклонений формы и расположения поверхностей - по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.7 Допускаемые дефекты поверхности болтов - по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.8 Масса болтов указана в приложении.
2.9 Болты должны быть укомплектованы гайками по ГОСТ 11532.
Болты М22 допускается укомплектовывать гайками по ГОСТ 16018.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
2.10 На головке каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква "П".
Размеры знаков маркировки устанавливает изготовитель.
2.11 Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности.
2.12 Упаковка болтов и маркировка тары - по ГОСТ 18160.
3. ПРИЕМКА
3 Приемка
3.1 Правила приемки - по ГОСТ 17769* для изделий класса точности С.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009. - Примечание изготовителя базы данных.
3.2 Испытание механических свойств болтов должно проводиться по требованию потребителя по ГОСТ 1759.4.
3.3 Проверке на временное сопротивление разрыву методом разрушающего контроля должно подвергаться - 5 болтов, а методом неразрушающего - 8 болтов от предъявляемой партии.
4. МЕТОДЫ КОНТРОЛЯ
4 Методы контроля
4.1 Контроль внешнего вида болтов должен производиться без применения увеличительных приборов.
4.2 Методы контроля размеров - по ГОСТ 1759.1.
4.3 Контроль дефектов поверхности - по ГОСТ 1759.2.
4.4 Контроль временного сопротивления разрыву - по ГОСТ 1497 и п.6.2 ГОСТ 1759.4.
4.5 Определение ударной вязкости - по ГОСТ 9454 и п.6.6 ГОСТ 1759.4.
4.6 Болт считается выдержавшим испытания на растяжение (![]() ), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в таблице 2.
), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в таблице 2.
Таблица 2
Диаметр резьбы болта | Минимальная разрушающая нагрузка для болтов классов прочности, Н (кгс) | |
8.8 | 10.9 | |
М22 | 252000 (25700) | 315000 (32100) |
М24 | 293000 (29900) | 367000 (37400) |
М27 | 381000 (38800) | 477000 (48600) |
5. ТРАНСПОРТИРОВАНИЕ
5 Транспортирование
Транспортирование болтов совместно с гайками должно производиться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортирование болтов без упаковки в тару.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса 1000 болтов для рельсовых стыков, кг
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3
Размеры болтов | Масса |
M22х135 | 448 |
М24х150 | 585 |
М27х130 | 696 |
M27х160 | 818 |
2М22х140 | 449 |
2М24х140 | 522 |
2М24х160 | 592 |
2M27х150 | 750 |
2М27х180 | 872 |
Примечание - Масса болтов определена, исходя из номинальных размеров и плотности стали 7850 кг/м | |