ГОСТ 1139-80
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ПРЯМОБОЧНЫЕ
Размеры и допуски
Basic norms of interchangeability. Straight-sided splined joints.
Dimensions and tolerances
МКС 21.120.30
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета по стандартам от 03.06.80 N 2516
3. Стандарт полностью соответствует СТ СЭВ 6844-89
4. Стандарт соответствует ИСО 14-1982 в части номинальных размеров и полей допусков при центрировании по внутреннему диаметру
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 1139-58 | 2.8 |
ГОСТ 24960-81 | Приложение 2 |
ГОСТ 24961-81 | Приложение 2 |
ГОСТ 24962-81 | Приложение 2 |
ГОСТ 24963-81 | Приложение 2 |
ГОСТ 24964-81 | Приложение 2 |
ГОСТ 24965-81 | Приложение 2 |
ГОСТ 24966-81 | Приложение 2 |
ГОСТ 24967-81 | Приложение 2 |
ГОСТ 24968-81 | Приложение 2 |
ГОСТ 25346-89 | 2.1 |
7. Ограничение срока действия снято Постановлением Госстандарта от 26.10.90 N 2695
8. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1982 г., октябре 1990 г. (ИУС 3-82, 1-91)
ВНЕСЕНА поправка, опубликованная в ИУС N 9, 2011 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на шлицевые соединения общего назначения с прямобочным профилем зубьев, расположенных параллельно оси соединения и с боковыми сторонами профиля, параллельными оси симметрии шлица вне окружности диаметра ![]() , и устанавливает число зубьев, номинальные размеры соединений легкой, средней и тяжелой серий, а также допуски для соединений с центрированием по внутреннему диаметру, по наружному диаметру и по боковым сторонам зубьев.
, и устанавливает число зубьев, номинальные размеры соединений легкой, средней и тяжелой серий, а также допуски для соединений с центрированием по внутреннему диаметру, по наружному диаметру и по боковым сторонам зубьев.
Стандарт не распространяется на специальные шлицевые соединения, которые отличаются от регламентируемых настоящим стандартом номинальными размерами и видом центрирования.
Стандарт не распространяется на изделия, спроектированные до 1980 г.
Стандарт полностью соответствует стандартам СТ СЭВ 6844-89.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1. РАЗМЕРЫ
1.1. Основные размеры и числа зубьев шлицевых соединений должны соответствовать указанным на чертеже и в табл.1-3.
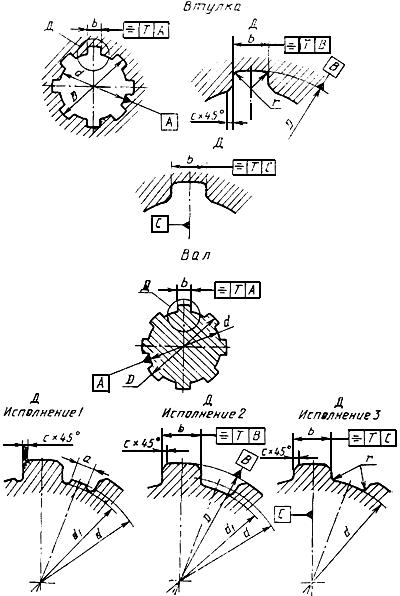
Таблица 1
Размеры легкой серии, мм
| Число зубьев |
|
|
|
|
|
|
| |
Номин. | Пред. откл. | ||||||||
6х23х26 | 6 | 23 | 26 | 6 | 22,1 | 3,54 | 0,3 | +0,2 | 0,2 |
6х26х30 | 6 | 26 | 30 | 6 | 24,6 | 3,85 | 0,3 | +0,2 | 0,2 |
6х28х32 | 6 | 28 | 32 | 7 | 26,7 | 4,03 | 0,3 | +0,2 | 0,2 |
8х32х36 | 8 | 32 | 36 | 6 | 30,4 | 2,71 | 0,4 | +0,2 | 0,3 |
8х36х40 | 8 | 36 | 40 | 7 | 34,5 | 3,46 | 0,4 | +0,2 | 0,3 |
8х42х46 | 8 | 42 | 46 | 8 | 40,4 | 5,03 | 0,4 | +0,2 | 0,3 |
8х46х50 | 8 | 46 | 50 | 9 | 44,6 | 5,75 | 0,4 | +0,2 | 0,3 |
8х52х58 | 8 | 52 | 58 | 10 | 49,7 | 4,89 | 0,5 | +0,3 | 0,5 |
8х56х62 | 8 | 56 | 62 | 10 | 53,6 | 6,38 | 0,5 | +0,3 | 0,5 |
8х62х68 | 8 | 62 | 68 | 12 | 59,8 | 7,31 | 0,5 | +0,3 | 0,5 |
10х72х78 | 10 | 72 | 78 | 12 | 69,6 | 5,45 | 0,5 | +0,3 | 0,5 |
10х82х88 | 10 | 82 | 88 | 12 | 79,3 | 8,62 | 0,5 | +0,3 | 0,5 |
10х92х98 | 10 | 92 | 98 | 14 | 89,4 | 10,08 | 0,5 | +0,3 | 0,5 |
10х102х108 | 10 | 102 | 108 | 16 | 99,9 | 11,49 | 0,5 | +0,3 | 0,5 |
10х112х120 | 10 | 112 | 120 | 18 | 108,8 | 10,72 | 0,5 | +0,3 | 0,5 |
Таблица 2
Размеры средней серии, мм
| Число зубьев |
|
|
|
|
|
|
| |
Номин. | Пред. откл. | ||||||||
6х11х14 | 6 | 11 | 14 | 3,0 | 9,9 | - | 0,3 | +0,2 | 0,2 |
6х13х16 | 6 | 13 | 16 | 3,5 | 12,0 | - | 0,3 | +0,2 | 0,2 |
6х16х20 | 6 | 16 | 20 | 4,0 | 14,5 | - | 0,3 | +0,2 | 0,2 |
6x18x22 | 6 | 18 | 22 | 5,0 | 16,7 | - | 0,3 | +0,2 | 0,2 |
6х21х25 | 6 | 21 | 25 | 5,0 | 19,5 | 1,95 | 0,3 | +0,2 | 0,2 |
6х23х28 | 6 | 23 | 28 | 6,0 | 21,3 | 1,34 | 0,3 | +0,2 | 0,2 |
6х26х32 | 6 | 26 | 32 | 6,0 | 23,4 | 1,65 | 0,4 | +0,2 | 0,3 |
6х28х34 | 6 | 28 | 34 | 7,0 | 25,9 | 1,70 | 0,4 | +0,2 | 0,3 |
8х32х38 | 8 | 32 | 38 | 6,0 | 29,4 | - | 0,4 | +0,2 | 0,3 |
8х36х42 | 8 | 36 | 42 | 7,0 | 33,5 | 1,02 | 0,4 | +0,2 | 0,3 |
8х42х48 | 8 | 42 | 48 | 8,0 | 39,5 | 2,57 | 0,4 | +0,2 | 0,3 |
8x46x54 | 8 | 46 | 54 | 9,0 | 42,7 | - | 0,5 | +0,3 | 0,5 |
8x52х60 | 8 | 52 | 60 | 10,0 | 48,7 | 2,44 | 0,5 | +0,3 | 0,5 |
8х56х65 | 8 | 56 | 65 | 10,0 | 52,2 | 2,50 | 0,5 | +0,3 | 0,5 |
8х62х72 | 8 | 62 | 72 | 12,0 | 57,8 | 2,40 | 0,5 | +0,3 | 0,5 |
10x72x82 | 10 | 72 | 82 | 12,0 | 67,4 | - | 0,5 | +0,3 | 0,5 |
10х82х92 | 10 | 82 | 92 | 12,0 | 77,1 | 3,00 | 0,5 | +0,3 | 0,5 |
10x92x102 | 10 | 92 | 102 | 14,0 | 87,3 | 4,50 | 0,5 | +0,3 | 0,5 |
10х102х112 | 10 | 102 | 112 | 16,0 | 97,7 | 6,30 | 0,5 | +0,3 | 0,5 |
10х112x120 | 10 | 112 | 125 | 18,0 | 106,3 | 4,40 | 0,5 | +0,3 | 0,5 |
Таблица 3
Размеры тяжелой серии, мм
| Число зубьев |
|
|
|
|
|
| |
Номин. | Пред. откл. | |||||||
10х16х20 | 10 | 16 | 20 | 2,5 | 14,1 | 0,3 | +0,2 | 0,2 |
10х18x23 | 10 | 18 | 23 | 3,0 | 15,6 | 0,3 | +0,2 | 0,2 |
10x21x26 | 10 | 21 | 26 | 3,0 | 18,5 | 0,3 | +0,2 | 0,2 |
10х23х29 | 10 | 23 | 29 | 4,0 | 20,3 | 0,3 | +0,2 | 0,2 |
10x26x32 | 10 | 26 | 32 | 4,0 | 23,0 | 0,4 | +0,2 | 0,3 |
10х28x35 | 10 | 28 | 35 | 4,0 | 24,4 | 0,4 | +0,2 | 0,3 |
10x32x40 | 10 | 32 | 40 | 5,0 | 28,0 | 0,4 | +0,2 | 0,3 |
10x36х45 | 10 | 36 | 45 | 5,0 | 31,3 | 0,4 | +0,2 | 0,3 |
10х42х52 | 10 | 42 | 52 | 6,0 | 36,9 | 0,4 | +0,2 | 0,3 |
10х46х56 | 10 | 46 | 56 | 7,0 | 40,9 | 0,5 | +0,3 | 0,5 |
16х52х60 | 16 | 52 | 60 | 5,0 | 47,0 | 0,5 | +0,3 | 0,5 |
16x56x65 | 16 | 56 | 65 | 5,0 | 50,6 | 0,5 | +0,3 | 0,5 |
16х62x72 | 16 | 62 | 72 | 6,0 | 56,1 | 0,5 | +0,3 | 0,5 |
16х72х82 | 16 | 72 | 82 | 7,0 | 65,9 | 0,5 | +0,3 | 0,5 |
20х82х92 | 20 | 82 | 92 | 6,0 | 75,6 | 0,5 | +0,3 | 0,5 |
20x92х102 | 20 | 92 | 102 | 7,0 | 85,5 | 0,5 | +0,3 | 0,5 |
20х102х115 | 20 | 102 | 115 | 8,0 | 94,0 | 0,5 | +0,3 | 0,5 |
20х112х125 | 20 | 112 | 125 | 9,0 | 104,0 | 0,5 | +0,3 | 0,5 |
Примечания:
1. Исполнение 1 дано для изготовления валов соединений легкой и средней серий методом обкатывания. Валы соединений тяжелой серии методом обкатывания не изготовляются.
2. Шлицевые валы исполнений 1 и 3 изготовляются при центрировании по внутреннему диаметру, исполнения 2 - при центрировании по наружному диаметру и боковым сторонам зубьев.
(Измененная редакция, Изм. N 2).
1.2. (Исключен, Изм. N 2).
1.3. Фаска у пазов отверстия втулки может быть заменена закруглением с радиусом, равным величине фаски ![]() .
.
2. ДОПУСКИ
2.1. Общие положения, допуски и основные отклонения размеров ![]() ,
, ![]() ,
, ![]() шлицевого соединения - по ГОСТ 25346.
шлицевого соединения - по ГОСТ 25346.
2.2. Поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования должны соответствовать указанным в табл.4; 5; 5а.
Поля допусков, заключенные в квадратные скобки, являются рекомендуемыми, а поля допусков, отмеченные звездочками, - предпочтительными из числа рекомендуемых (поля допусков, применяемые в ИСО).
Таблица 4
Поля допусков шлицевых валов и втулок для образования
посадок при центрировании по внутреннему диаметру
Вид соединения | Подвижное | Неподвижное | ||||||||||||||||
Поля допусков |
| Втулка |
|
|
| |||||||||||||
Вал |
|
|
|
|
|
|
| |||||||||||
| Втулка |
|
|
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
| |||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
| |||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
| |||||||||
Примечания:
1. Поля допусков ![]() и
и ![]() применяются только для закаленных нешлифованных втулок.
применяются только для закаленных нешлифованных втулок.
2. Поле допусков ![]() применяется при чистовом фрезеровании незакаленных шлицевых валов.
применяется при чистовом фрезеровании незакаленных шлицевых валов.
Таблица 5
Поля допусков шлицевых валов и втулок для образования
посадок при центрировании по наружному диаметру
Вид соединения | Подвижное | Неподвижное | |||||||||
Поля допусков |
| Втулка |
|
|
| ||||||
| |||||||||||
| |||||||||||
Вал |
|
|
|
|
|
| |||||
| |||||||||||
| |||||||||||
| Втулка |
|
|
|
|
|
|
| |||
|
|
|
| ||||||||
|
|
|
|
|
|
| |||||
Вал |
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
| |||||
|
|
|
|
|
| ||||||
Примечания:
1. Поля допусков ![]() и
и ![]() применяются только для закаленных втулок, не подлежащих дополнительной обработке.
применяются только для закаленных втулок, не подлежащих дополнительной обработке.
2. Поле допуска ![]() применяется при чистовом фрезеровании незакаленных шлицевых валов.
применяется при чистовом фрезеровании незакаленных шлицевых валов.
Таблица 5а
Поля допусков шлицевых валов и втулок для образования
посадок при центрировании по боковым сторонам шлицев
Вид соединения | Подвижное | Неподвижное | |||||||
Поля допусков размера | Втулка |
|
|
|
|
|
| ||
Вал |
|
|
|
|
|
| |||
|
|
| |||||||
Примечание. Рекомендуется применять поле допуска ![]() для незакаленных валов.
для незакаленных валов.
(Измененная редакция, Изм. N 2).
2.3. Рекомендуемые посадки валов и втулок приведены в приложении 1.
2.4. Поля допусков нецентрирующих диаметров должны соответствовать указанным в табл.6.
Таблица 6
Нецентрирующий диаметр | Вид центрирования | Поле допуска | ||
Вал* | Втулка | |||
Подвижное соединение | Неподвижное соединение | |||
| По | - | - |
|
| По |
|
|
|
|
|
| ||
_________________
* Диаметр ![]() не менее диаметра
не менее диаметра ![]() .
.
(Измененная редакция, Изм. N 2).
2.4.1. Допуски симметричности боковых сторон шлицев в диаметральном выражении по отношению к оси симметрии центрирующего элемента должны соответствовать указанным в табл.7.
Таблица 7
| 2,5; 3 | 3,5; 4; 5; 6 | 7; 8; 9; 10 | 12; 14; 16; 18 |
IT7 | 0,010 | 0,012 | 0,015 | 0,018 |
(Введен дополнительно, Изм. N 2).
2.5. При длине шлицевого вала или втулки, превышающей длину комплексного калибра, предельные отклонения от параллельности сторон зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм:
0,03 мм - в соединениях повышенной точности с допусками на размер ![]() от IT6 до IT8;
от IT6 до IT8;
0,05 мм - в соединениях нормальной точности с допусками на размер ![]() от IT9 до IT10.
от IT9 до IT10.
2.6. Рекомендации по контролю шлицевых соединений приведены в приложении 2.
2.7. Пример условного обозначения соединения с числом зубьев ![]() =8, внутренним диаметром
=8, внутренним диаметром ![]() =36 мм, наружным диаметром
=36 мм, наружным диаметром ![]() =40 мм, шириной зуба
=40 мм, шириной зуба ![]() =7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования
=7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования ![]() по нецентрирующему диаметру
по нецентрирующему диаметру ![]() и по размеру
и по размеру ![]()
![]() :
:
![]()
То же, при центрировании по наружному диаметру с посадкой по диаметру центрирования ![]() и по размеру
и по размеру ![]()
![]() :
:
![]()
То же, при центрировании по боковым сторонам:
![]()
Пример условного обозначения втулки того же соединения при центрировании по внутреннему диаметру:
![]()
То же, вала:
![]() .
.
(Измененная редакция, Изм. N 2).
2.8. Допускается при необходимости обеспечения взаимозаменяемости в изделиях, спроектированных до 1 января 1980 г., выполнять шлицевые элементы деталей по ГОСТ 1139-58.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). РЕКОМЕНДУЕМЫЕ ПОСАДКИ ВАЛОВ И ВТУЛОК
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Допуски и посадки, приведенные в настоящем стандарте, не распространяются на шлицевые прямобочные соединения неответственных деталей изделий (например, деталей, не передающих крутящий момент, зубчатые шайбы и т.п.).
В табл.1-3 приведены поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования.
Центрирование по внутреннему диаметру
Таблица 1
Посадки центрирующего диаметра
Поле допуска втулки | Основное отклонение вала | |||||||
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
Таблица 1а
Посадки по боковым сторонам шлицев
Поле | Основное отклонение вала | |||||||||||||
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
| - | - | - | - | ||||||||
| - | - |
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| |||
| - | - | - |
|
|
| - | |||||||
|
| - |
|
|
|
| - | - | ||||||
|
| - |
|
|
|
| - | - | ||||||
Центрирование по наружному диаметру
Таблица 2
Посадки центрирующего диаметра
Поле | Поле допуска вала | ||||||
|
|
|
|
|
|
| |
| - | - |
|
|
|
|
|
|
|
| - | - |
| - | - |
|
|
| - | - | - | - | - |
Таблица 2а
Посадки по боковым сторонам шлицев ![]()
Поле | Поле допуска вала | ||||||
|
|
|
|
| |||
|
|
|
|
|
|
| |
| - |
|
|
|
|
| |
|
|
|
|
|
| - | |
Центрирование по боковым сторонам шлицев
Таблица 3
Посадка по боковым сторонам шлицев
Поле | Поле допуска вала | |||||||
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
| - |
|
| - |
| - | ||
|
|
|
|
|
|
|
|
|
Примечание. В табл.1, 1а, 2, 2а, 3 посадки, заключенные в квадратные рамки, являются предпочтительными.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2 (рекомендуемое). РЕКОМЕНДАЦИИ ПО КОНТРОЛЮ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Шлицевые соединения контролируют комплексными калибрами, при этом поэлементный контроль осуществляют непроходными калибрами или измерительными приборами.
В спорных случаях контроль комплексным калибром является главным.
2. При использовании комплексных калибров отверстие считают годным, если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленные верхние пределы; вал считают годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленные нижние пределы.
3. Комплексные калибры должны соответствовать ГОСТ 24960-ГОСТ 24968.
(Введен дополнительно, Изм. N 2).