ГОСТ 11141-84
Группа П40
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ ОПТИЧЕСКИЕ
Классы чистоты поверхностей. Методы контроля
Optical parts. Classes of cleanness of surfaces. Methods of control
ОКСТУ 4491
Дата введения 1985-01-01
Постановлением Государственного комитета СССР по стандартам от 6 апреля 1984 г. N 1219 срок действия установлен с 01.01.85 до 01.01.90*
________________
* Ограничение срока действия снято постановлением Госстандарта СССР от 27.06.89 N 2111 (ИУС N 11, 1989 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 11141-76
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие с 01.01.90 Постановлением Госстандарта СССР от 27.06.89 N 2110, Изменение N 2, утвержденное и введенное в действие с 01.07.90 Постановлением Госстандарта СССР от 26.12.89 N 4138
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 11, 1989 год, ИУС N 4, 1990 год
Настоящий стандарт распространяется на оптические детали из стекла, кристаллов, ситаллов, полимерных материалов, оптической керамики, металлов и волоконнооптические изделия и устанавливает классы чистоты и методы контроля поверхностей деталей с параметром шероховатости ![]() не более 0,1 мкм по ГОСТ 2789-73 после выполнения механической, ионной и других видов обработки и нанесения покрытий.
не более 0,1 мкм по ГОСТ 2789-73 после выполнения механической, ионной и других видов обработки и нанесения покрытий.
1. КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
1. КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
1.1. Классы чистоты поверхностей устанавливают по допускаемым размерам, числу и расположению царапин и точек на поверхности оптической детали.
1.2. Чистоту поверхности устанавливают в зоне, ограниченной окружностью светового диаметра О![]() .
.
1.3. В зависимости от расположения оптических деталей в приборе и их назначения следует устанавливать классы чистоты поверхностей:
0-10, 0-20, 0-40 - для поверхностей деталей (кроме волоконнооптических изделий), расположенных в плоскости действительного изображения или в плоскости предметов оптической системы прибора;
I, II, III, IV, V, VI, VII, VIII, VIlla, IX, IXa - для поверхностей деталей, находящихся вне плоскости действительного изображения или вне плоскости предметов оптической системы прибора, а также волоконнооптических изделий.
Последние две цифры обозначения классов чистоты 0-10, 0-20, 0-40 указывают среднее значение фокусного расстояния оптической системы, расположенной за нормируемой поверхностью.
1.4. Размеры царапин и точек для классов чистоты 0-10, 0-20 и 0-40 должны быть определены в трех зонах светового диаметра поверхности детали: центральной, средней и краевой. Границами центральной и средней зон поверхности устанавливают концентрические окружности диаметром ![]() и
и ![]() светового диаметра детали. Для деталей диаметром менее 5 мм указанных зон не устанавливают.
светового диаметра детали. Для деталей диаметром менее 5 мм указанных зон не устанавливают.
1.5. В центральной зоне поверхности не должно быть точек диаметром и царапин шириной более 0,001 мм.
Недопустимость точек диаметром и царапин шириной 0,001 мм и менее должна быть указана в чертежах на оптическую деталь.
1.6. Размеры царапин и точек в средней и краевой зонах и их число в зависимости от светового диаметра детали не должны превышать значений, указанных в табл.1.
Таблица 1
мм
Класс чистоты | Зона | Царапины | Точки | ||||
Ширина, не более | Суммарная длина, не более | Диаметр, не более | Число, не более, при световом диаметре | ||||
От 5 до 20 | Св. 20 до 60 | Св. 60 | |||||
0-10 | Средняя | 0,002 | 0,2хО | 0,004 | 1 | 3 | 5 |
Краевая | 0,004 | 0,3хО | 0,006 | 3 | 6 | 10 | |
0-20 | Средняя | 0,004 | 0,2хО | 0,010 | 1 | 3 | 5 |
Краевая | 0,006 | 0,3хО | 0,015 | 3 | 6 | 10 | |
0-40 | Средняя | 0,006 | 0,2хО | 0,015 | 1 | 3 | 5 |
Краевая | 0,008 | 0,3хО | 0,025 | 3 | 6 | 10 | |
В любой четверти поверхности детали не допускаются более трех точек при световом диаметре до 60 мм включительно и более пяти точек при световом диаметре свыше 60 мм.
Царапины шириной не более 0,001 мм и точки диаметром не более 0,002 мм в средней и краевой зонах не учитывают.
Недопустимость царапин шириной 0,001 мм и менее и точек диаметром 0,002 мм и менее в средней и краевой зонах должна быть установлена в чертежах на оптическую деталь.
1.7. Для деталей диаметром менее 5 мм допускаемые ширина царапин и диаметр точек не должны превышать значений, установленных в табл.1 для средней зоны поверхности.
Суммарную длину царапин и число точек, допускаемых на поверхности, следует устанавливать в чертежах на оптическую деталь.
1.5-1.7. (Измененная редакция, Изм. N 1).
1.8. Для деталей со штрихами и другими знаками, например шкал, сеток и др., допускается устанавливать границы зон, отличающиеся от указанных в п.1.4. Границы зон в этих случаях должны быть указаны в чертежах на оптическую деталь.
(Измененная редакция, Изм. N 1).
1.9. Для деталей, световая часть поверхности которых отличается от круга или имеет нерабочие зоны, световой диаметр для расчета суммарной длины царапин и числа точек следует принимать равным полусумме наибольшей и наименьшей осей симметрии рабочей части поверхности.
Для деталей, имеющих отношение осей симметрии более 5 или не имеющих осей симметрии, размеры и число допустимых дефектов указывают в чертеже на оптическую деталь.
(Измененная редакция, Изм. N 1).
1.10. На поверхности деталей, перемещающихся в поле зрения прибора перпендикулярно к его оптической оси (стеклянные сетки, детали со шкалами), границы зон должны быть параллельными направлению движения детали и указаны на чертеже детали.
Размеры и число дефектов на поверхности перемещающейся детали на любом участке светового диаметра, равного диаметру линейного поля зрения прибора, должны соответствовать указанным в табл.1.
1.11. На поверхностях деталей классов чистоты I-IXa размеры царапин и точек и их число не должны превышать значений, указанных в табл.2.
Таблица 2
Класс чистоты | Царапины | Точки | Скопление дефектов | |||
Ширина, мм, не более | Суммарная длина, мм, не более | Диаметр, мм, не более | Число, не более | Диаметр ограниченного участка, мм | Суммарная площадь царапин и точек, мм | |
I | 0,004 | 2,0хО | 0,020 | 0,5хО | 1,0 | 0,004 |
II | 0,006 | 0,050 | 1,2 | 0,006 | ||
III | 0,010 | 0,100 | 2,0 | 0,020 | ||
IV | 0,02 | 2,0хО | 0,30 | 0,5хО | 5,0 | 0,10 |
V | 0,04 | 0,50 | 10,0 | 0,40 | ||
VI | 0,06 | 0,70 | 25,0 | 3,00 | ||
VII | 0,1 | 2,0xO | 1,0 | 0,5хО | 50,0 | 10,0 |
VIII | 0,2 | 2,0 | 0,4хО | Не нормируют | Не нормируют | |
VIlla | 0,3 | 1,5хО | ||||
IX | 2,0хО | 3,0 | 0,3хО | |||
IXa | 0,4 | 1,5хО | ||||
Примечание. Для классов чистоты IV-VII допускается не нормировать скопление дефектов на поверхности (части поверхности) оптических деталей. Недопустимость скопления дефектов должна быть установлена в чертежах на оптические детали.
(Измененная редакция, Изм. N 1).
1.12. На поверхностях деталей суммарная длина царапин и число точек, близких по ширине и диаметру к максимально допускаемым, не должны быть более указанных в табл.3 для классов чистоты III-IXa.
Таблица 3
мм
Класс чистоты | Царапины | Точки | ||||||||||
Ширина | Суммарная длина, | Диаметр | Число, | |||||||||
III | От | 0,006 | до | 0,010 | включ. | 1,0xО | От | 0,050 | до | 0,100 | включ. | 0,2хО |
IV | От | 0,01 | до | 0,02 | включ. | 1,0хО | От | 0,10 | до | 0,30 | включ. | 0,2хО |
V | " | 0,02 | " | 0,04 | " | " | 0,30 | " | 0,50 | " | ||
VI | " | 0,04 | " | 0,06 | " | " | 0,50 | " | 0,70 | " | ||
VII | От | 0,06 | до | 0,1 | включ. | 1,0xО | От | 0,7 | до | 1,0 | включ. | 0,2хО |
VIII | " | 0,1 | 0,2 | " | От | 1,0 | до | 2,0 | включ. | |||
VIlla | От | 0,2 | до | 0,3 | включ. | 0,7хО | ||||||
IX | От | 2,0 | до | 3,0 | включ. | 0,1хО | ||||||
IXа | От | 0,3 | до | 0,4 | включ. | |||||||
1.13. Царапины и точки размером, указанным в табл.4, не учитывают.
Таблица 4
мм
Класс чистоты | Ширина царапин, не более | Диаметр точек, не более |
I, II | 0,001 | 0,002 |
III | 0,002 | 0,004 |
IV | 0,004 | 0,010 |
V | 0,006 | 0,020 |
VI | 0,008 | 0,040 |
VII | 0,010 | 0,100 |
VIII, VIlla | 0,014 | 0,140 |
IX, IXa | 0,020 | 0,200 |
Скопления этих дефектов не учитывают, если общая площадь участков, занятых скоплениями, не более 30% площади поверхности, ограниченной световым диаметром.
Сетку царапин по всей поверхности не учитывают:
для классов чистоты I, II - при ширине царапин не более 0,001 мм;
для класса чистоты III - при ширине царапин не более 0,002 мм;
для классов чистоты IV-IХа - при ширине царапин не более 0,004 мм.
Допустимость сетки должна быть указана в чертеже на оптическую деталь.
(Измененная редакция, Изм. N 1).
1.14. Вне светового диаметра дефекты поверхности не нормируют. Необходимость нормирования дефектов вне светового диаметра указывают в чертеже на оптическую деталь.
Выколки и заколы размером более 0,8 мм должны быть матированы. Необходимость матирования выколок и заколов размером 0,8 мм и менее должна быть установлена в чертежах оптических деталей.
(Измененная редакция, Изм. N 1).
1.15. Для различных участков деталей допускается устанавливать различные классы чистоты поверхности.
1.16. Для обозначения классов чистоты поверхности оптических деталей используют букву Р.
Пример условного обозначения чистоты поверхности, нормируемой по VI классу чистоты:
Р VI
1.17. Допускается устанавливать различные классы чистоты поверхности деталей по царапинам и точкам. При этом первым записывают класс чистоты по царапинам, вторым - по точкам.
Пример условного обозначения чистоты поверхности, нормируемой по V классу чистоты по царапинам и по IV классу чистоты по точкам:
Р V/IV
1.18. Рекомендации по выбору классов чистоты поверхности приведены в рекомендуемом приложении 1.
Для деталей, не приведенных в приложении 1, требования к чистоте поверхности должны быть установлены, исходя из требований оптической системы (оптического прибора).
Класс чистоты конкретных оптических деталей устанавливают в стандартах, технических условиях или рабочих чертежах на оптическую деталь.
(Измененная редакция, Изм. N 1).
1.19. Глубину царапин и точек не нормируют.
1.20. Пояснения терминов, используемых в настоящем стандарте, приведены в справочном приложении 2.
2. МЕТОДЫ КОНТРОЛЯ
2.1. С поверхности деталей, подлежащих контролю по чистоте поверхности, должны быть удалены все загрязнения.
2.2. При определении размеров царапин и точек (пп.1.6, 1.11 и 1.12) поверхности деталей следует просматривать в косонаправленном пучке проходящего или отраженного света, т.е. под углом к оси детали, на фоне черного экрана. Источником света должна служить лампа накаливания мощностью от 60 до 100 Вт.
2.3. Контроль чистоты поверхности деталей для классов чистоты 0-10, 0-20, 0-40 следует проводить измерительным прибором с увеличением, под которым деталь должна рассматриваться в приборе, для которого предназначена, но не менее 6![]() . Увеличения, кроме 6
. Увеличения, кроме 6![]() , следует указывать в чертежах на оптические детали.
, следует указывать в чертежах на оптические детали.
(Измененная редакция, Изм. N 1).
2.4. Контроль деталей классов чистоты I-III проводят с помощью лупы или микроскопа с увеличением не менее 6![]() . Контроль деталей классов чистоты IV-IХа проводят без применения увеличительного прибора.
. Контроль деталей классов чистоты IV-IХа проводят без применения увеличительного прибора.
2.5. Размеры царапин и точек (пп.1.6, 1.11 и 1.12) оценивают сравнением с наборами измеренных образцов царапин и точек.
Допускается размеры царапин и точек измерять с помощью микроскопа с окулярным микрометром с погрешностью:
0,001 мм - | для | классов | чистоты | I-III; | |||
0,004 мм | " | " | " | IV-VI; | |||
0,01 мм | " | " | " | VII-IХа. | |||
Размеры царапин и точек для деталей диаметром более 300 мм классов чистоты VII-IХа допускается измерять с помощью лупы типа ЛИ-3-10 по ГОСТ 25706-83.
2.6. Если на поверхности деталей классов чистоты I-VII, нормируемой по скоплениям учитываемых дефектов, обнаруживаются скопления царапин и точек, то в таких местах необходимо определять общую площадь дефектов на ограниченном участке по всему участку поверхности, занятой скоплением.
2.7. (Исключен, Изм. N 1).
2.8. Контроль чистоты поверхности деталей по скоплениям учитываемых дефектов для классов чистоты I-III.
2.8.1. Определяют раздельно число и размеры точек и царапин, находящихся на ограниченном участке, диаметр которого выбирают по табл.2.
2.8.2. Подсчитывают площадь поверхности, занятую точками, ![]() , в условных единицах, как сумму частных от деления числа точек
, в условных единицах, как сумму частных от деления числа точек ![]() диаметром
диаметром ![]() на соответствующий этому диаметру коэффициент
на соответствующий этому диаметру коэффициент ![]() по формуле
по формуле
 , (1)
, (1)
где ![]() - класс чистоты поверхности;
- класс чистоты поверхности;![]() и
и ![]() - минимальный и максимальный диаметры точек на выбранном участке, мм.
- минимальный и максимальный диаметры точек на выбранном участке, мм.
В зависимости от диаметра точек ![]() по табл.5 выбирают коэффициент
по табл.5 выбирают коэффициент ![]() .
.
Таблица 5
Класс чистоты | Коэффициент | ||||||||
0,100 | 0,080 | 0,063 | 0,050 | 0,040 | 0,032 | 0,025 | 0,020 | 0,016 | |
I | - | - | - | - | - | - | - | 1,0 | 1,6 |
II | - | - | - | 1,0 | 1,6 | 2,5 | 4,0 | 6,3 | 10,0 |
III | 1,0 | 1,6 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 40,0 |
Продолжение табл.5
Класс чистоты | Коэффициент | ||||||
0,012 | 0,010 | 0,008 | 0,006 | 0,005 | 0,004 | 0,002 | |
I | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 100,0 |
II | 16,0 | 25,0 | 40,0 | 56,0 | 100,0 | 160,0 | - |
III | 63,0 | 100,0 | - | - | - | - | - |
Для точки, диаметр которой отличается от указанного в табл.5, коэффициент ![]() принимают равным коэффициенту, соответствующему ближайшему большему значению диаметра.
принимают равным коэффициенту, соответствующему ближайшему большему значению диаметра.
Значения ![]() для классов чистоты PI, РII, PIII не должны превышать соответственно 13, 3, 2.
для классов чистоты PI, РII, PIII не должны превышать соответственно 13, 3, 2.
2.8.3. Подсчитывают максимально допускаемую площадь поверхности, которую могут занимать царапины, по формулам:
![]() ; (2)
; (2)
![]() ; (3)
; (3)
![]() , (4)
, (4)
где ![]() ,
, ![]() ,
, ![]() - максимально допускаемая площадь царапин соответственно для классов чистоты PI, РII, РIII, мм
- максимально допускаемая площадь царапин соответственно для классов чистоты PI, РII, РIII, мм![]() .
.
Подсчитывают площадь поверхности, фактически занятую царапинами на выбранном участке.
Площадь поверхности, фактически занятая царапинами, не должна быть более максимально допускаемой. При определении площади царапин на ограниченном участке следует пользоваться заранее составленной таблицей площадей царапин в зависимости от их размеров.
Царапины, ширина которых менее указанной в табл.4, при определении суммарной площади не учитывают.
Пример контроля чистоты поверхности по скоплению учитываемых дефектов указан в справочном приложении 3.
2.8.1-2.8.3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ВЫБОР КЛАССОВ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. Классы чистоты поверхностей оптических деталей следует выбирать в соответствии с табл.1 и 2 на основании требований, предъявляемых к оптическим системам.
Таблица 1
Класс чистоты | Материал детали | Диаметр детали, мм, |
0-10, 0-20 | Оптическое стекло групп химической устойчивости А, Б, а, У по ГОСТ 13659-78, ГОСТ 3514-76 и А, Б, а по ГОСТ 9411-81* | 150 |
V-IХа | Не ограничивается | |
III-IV | Оптическое стекло групп В, д по ГОСТ 13659-78, ГОСТ 3514-76 и групп В, д по ГОСТ 9411-81* | 100 |
V-IХа | Не ограничивается | |
VIII-IХа | Оптические кристаллы: | 250 |
IV-VII | 250 | |
IV-IХа | 150 | |
100 | ||
V-IХа | Полимеры | 250 |
V-IХа | Металлы | Не ограничивается |
III-VII | Волоконнооптические изделия | 100 |
IV-VII | Оптическая керамика | 200 |
IV-V | Оптические ситаллы | 100 |
VI-IXa | Не ограничивается |
______________
* На территории Российской Федерации действует ГОСТ 9411-91. - Примечание изготовителя базы данных.
Примечание. Допустимость дефектов на поверхности деталей с проявляющейся в процессе обработки структурой (металлы, волоконнооптические изделия и др.) должна быть установлена в чертежах оптических деталей.
Таблица 2
Класс чистоты | Виды оптических деталей |
0-10, 0-20 | Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы от 10 до 15 мм; шкалы и лимбы, рассматриваемые под увеличением более 25 |
0-20 | Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы от 15 до 25 мм; шкалы и лимбы, рассматриваемые под увеличением от 25 |
0-40 | Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы более 25 мм; шкалы и лимбы, рассматриваемые под увеличением менее 10 |
I | Первая линза широкоугольных окуляров; первые линзы микрообъективов с увеличением более 10 |
II | Призмы, коллективы, первые линзы широкоугольных окуляров и другие детали, расположенные вблизи от плоскости действительного изображения оптической системы; линзы микрообъективов |
III | Линзы окуляров телескопических приборов; окулярные призмы; линзы окуляров микроскопов и измерительных лабораторных приборов; выравнивающие стекла фотоаппаратов; линзы обтекателей и линзы объективов, работающих в инфракрасной области спектра в условиях солнечной засветки; пластины и кольца стоп; призмы, применяемые в качестве оптико-механических затворов и зеркал отражателей; плоско-параллельные пластины, применяемые в качестве компенсаторов светоделительных пластин, селекторов в твердотельных лазерах и приборах, разработанных на основе лазеров, подложки для диэлектрических зеркал в световой зоне, применяемые в твердотельных лазерах и приборах, разработанных на основе лазеров |
IV | Линзы окуляров, объективов и оборачивающих систем в телескопических приборах; призмы и пластины в параллельных и сходящихся пучках лучей телескопических приборов; лупы; линзы конденсоров и объективов, работающих в инфракрасной области в условиях отсутствия солнечной засветки; выравнивающие стекла фотографических аппаратов; подложки для интерференционных фильтров; защитные стекла для электронно-лучевых трубок |
V | Линзы объективов, окуляров и оборачивающих систем, головные призмы, призмы в параллельных пучках и защитные стекла в телескопических приборах; линзы и зеркала фотографических, киносъемочных и линзы проекционных объективов диаметром от 20 до 50 мм; линзы конденсоров и объективов, работающих в инфракрасной области в условиях отсутствия солнечной засветки; активные элементы (торцевая поверхность); цилиндрические двухканальные отражатели (внешняя и внутренняя поверхности), применяемые в лазерах |
VI | Линзы объективов и оборачивающих систем телескопических приборов; линзы и зеркала фотографических, киносъемочных и линзы проекционных объективов диаметром от 50 до 100 мм |
VII | Линзы и зеркала фотографических, киносъемочных и астрономических объективов диаметром от 100 до 300 мм; смотровые стекла размером до 300 мм |
VIII, IX | Линзы и зеркала фотографических и астрономических объективов диаметром от 300 до 500 мм; смотровые стекла размером от 300 до 500 мм |
VIlla, IXa | Линзы и зеркала фотографических и астрономических объективов диаметром более 500 мм; смотровые стекла размером более 500 мм |
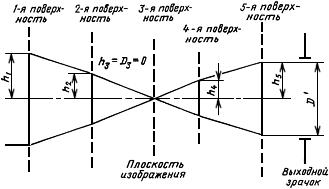
2. Для визуальных приборов (зрительных труб, биноклей, микроскопов) класс чистоты поверхности устанавливают исходя из диаметра рабочего отверстия поверхности оптической детали.
За диаметр рабочего отверстия принимают участок поверхности оптической детали, покрываемый входящим в оптическую систему осевым пучком лучей, который по выходе из окуляра образует параллельный пучок диаметром 2 мм или диаметром, равным диаметру выходного зрачка системы, если последний меньше 2 мм (см. чертеж).
Диаметр рабочего отверстия ![]() -й поверхности оптической системы
-й поверхности оптической системы ![]() вычисляют по одной из следующих формул:
вычисляют по одной из следующих формул:
![]() при
при ![]() 2 мм; (1)
2 мм; (1)
![]() при
при ![]() 2 мм, (2)
2 мм, (2)
где ![]() - высота крайнего луча осевого пучка на той же поверхности, определяемая при расчете оптической системы, мм;
- высота крайнего луча осевого пучка на той же поверхности, определяемая при расчете оптической системы, мм;![]() - диаметр выходного зрачка системы, мм.
- диаметр выходного зрачка системы, мм.
По вычисленному диаметру рабочего отверстия соответствующий ему класс чистоты поверхности выбирают по табл.3.
Таблица 3
Диаметр рабочего отверстия, мм | Класс чистоты | |||
0 | 0-10, 0-20, 0-40 | |||
До | 0,5 | I | ||
Св. | 0,5 | до | 1,5 | II |
" | 1,5 | " | 4,5 | III |
" | 4,5 | " | 10,0 | IV |
" | 10,0 | " | 25,0 | V |
" | 25,0 | " | 50,0 | VI |
" | 50,0 | VII-IХа | ||
3. Допускается устанавливать классы, отличающиеся от указанных в табл.3, обеспечивающие технические характеристики прибора.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). ПОЯСНЕНИЯ ТЕРМИНОВ, ИСПОЛЬЗУЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
ПРИЛОЖЕНИЕ 2
Справочное
Термин | Пояснение |
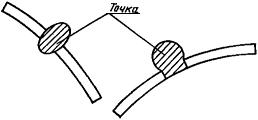
Царапина | Вытянутая впадина поверхности с соотношением размеров большей оси к меньшей более 3:1. |
Точка | Впадина или выступ поверхности любого происхождения, в том числе вскрытый пузырь, с соотношением размеров большей оси к меньшей не более 3:1. Полусумму размеров большей и меньшей осей принимают за диаметр точки.
|
Скопление дефектов | Группа дефектов, расположенных на ограниченном участке поверхности детали таким образом, что расстояние между двумя точками или между точкой и царапиной не превышает десятикратного размера наибольшего дефекта (диаметра точки или ширины царапины), а расстояние между двумя царапинами не превышает стократной ширины наиболее широкой из них |
Сетка царапин | Множество царапин, расположенных хаотично по всей поверхности детали. |
Выколка | Определение по ГОСТ 13240-78. |
Закол | Определение по ГОСТ 13240-78. |
(Измененная редакция, Изм. N 1, 2).
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕР КОНТРОЛЯ ЧИСТОТЫ ПОВЕРХНОСТЕЙ ПО СКОПЛЕНИЮ УЧИТЫВАЕМЫХ ДЕФЕКТОВ
ПРИЛОЖЕНИЕ 3
Справочное
Расчет выполняют по п.2.8 настоящего стандарта.
На поверхности детали диаметром 50 мм, нормируемой по классу чистоты PI, наблюдается скопление дефектов.
По табл.2 диаметр ограниченного участка для этого класса равен 1,0 мм и суммарная площадь царапин и точек должна быть не более 0,004 мм![]() .
.
На участке поверхности, занятом скоплениями, можно выделить два ограниченных участка с дефектами:
на 1-м участке: 2 точки диаметром 0,018 мм,
17 точек диаметром 0,012 мм,
1 царапина шириной 0,002 и длиной 0,3 мм;
на 2-м участке: 1 царапина шириной 0,004 и длиной 0,5 мм,
2 царапины шириной 0,002 и длиной 0,3 мм.
На 1-м участке:
площадь поверхности ![]() , занятая точками, условные единицы:
, занятая точками, условные единицы:
![]() ;
;
максимально допустимая площадь поверхности ![]() , которая может быть занята царапинами, мм
, которая может быть занята царапинами, мм![]() :
:
![]() (13-8,8)·0,0003=0,0013;
(13-8,8)·0,0003=0,0013;
площадь поверхности, фактически занятая царапиной, ![]() , мм
, мм![]() :
:
![]() 1·0,002·0,3=0,0006.
1·0,002·0,3=0,0006.
На 2-м участке:
площадь поверхности ![]() , занятая точками, условные единицы:
, занятая точками, условные единицы:
![]() 0;
0;
максимально допустимая площадь поверхности ![]() , которая может быть занята царапинами, мм
, которая может быть занята царапинами, мм![]() :
:
![]() 13·0,0003=0,0039;
13·0,0003=0,0039;
площадь поверхности, фактически занятая царапинами ![]() , мм
, мм![]() :
:
![]() 1·0,004·0,5+2·0,002·0,3=0,0032.
1·0,004·0,5+2·0,002·0,3=0,0032.
Таким образом, площадь точек и царапин на выбранных ограниченных участках поверхности, занятых скоплениями дефектов, не превышают максимально допустимых значений для класса чистоты PI.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).