ГОСТ 10739-84
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ ЛИСТОШТАМПОВОЧНЫЕ С НИЖНИМ ПРИВОДОМ
Параметры и размеры. Нормы точности
Automatic sheet stamping presses winh* underneath drive.
Parameters and dimensions. Norms of accuracy
________________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
ОКП 382460
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
К.А.Голявин, Э.Н.Кочур, В.Е.Лемешов, Ю.М.Либерман
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.12.84 N 4438
3. Срок проверки - 1994 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 10739-78, ГОСТ 10740-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 503-81 | 1.4 |
ГОСТ 577-68 | Приложение 2 |
ГОСТ 3749-77 | Приложение 2 |
ГОСТ 8026-92 | Приложение 2 |
ГОСТ 9696-82 | 2.5.3, Приложение 2 |
ГОСТ 11196-74 | Приложение 2 |
ГОСТ 15961-89 | 2.1, Приложение 2 |
6. Постановлением Госстандарта от 24.04.92 N 440 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (декабрь 1996 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1985 г., марте 1989 г., декабре 1990 г., апреле 1992 г. (ИУС 11-85, 5-89, 4-91, 8-92)
Настоящий стандарт распространяется на листоштамповочные автоматы с нижним приводом, предназначенные для выполнения различных операций листовой штамповки деталей из ленты и полосы, изготавливаемые для нужд народного хозяйства и экспорта.
Требования настоящего стандарта являются обязательными, за исключением п.1 в части расстояния между подштамповой плитой и траверсой ползуна, расстояния между направляющими втулками колонн в свету, удельной массы и удельного расхода энергии и пп.1.11, 1.15.
(Измененная редакция, Изм. N 2, 3, 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры автоматов должны соответствовать указанным на черт.1 и в табл.1.
1.2. Автоматы должны изготавливаться исполнений:
1 - для вырубных операций в ленте;
2 - для различных операций листовой штамповки.
1.3. При наибольшей толщине обрабатываемого материала или наибольшем шаге подачи частота непрерывных ходов ползуна должна быть равна 0,6 от наибольшей, указанной в табл.1, для автоматов усилием до 160 кН и 0,4 для автоматов усилием свыше 160 кН.
Черт.1. Основные параметры и размеры автоматов
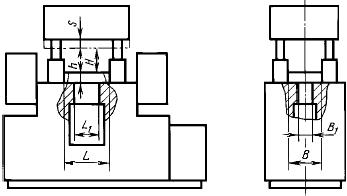
Черт.1
Примечание. Чертеж не определяет конструкцию автомата.
Таблица 1
Размеры в мм
Наименование | Норма для исполнений | ||||||||||||||||||||||||||
1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | ||||||||
1.1. Номинальное усилие, кН (тс) | 25 (2,5) | 63 (6,3) | 100 (10) | 160 (16) | 250 (25) | 400 (40) | 630 (63) | 1000 (100) | 1600 (160) | 2500 (250) | |||||||||||||||||
Ход траверсы ползуна | 8 | 20 | 10 | 25 | 12 | 28 | 16 | 32 | 20 | 40 | 25 | 50 | 28 | 63 | 32 | 70 | 40 | 80 | 50 | 100 | |||||||
Регулируемая частота непрерывных ходов, мин | наибольшая, не менее | 1500 | 950 | 1250 | 850 | 1000 | 750 | 900 | 630 | 800 | 500 | 710 | 400 | 630 | 320 | 400 | 250 | 320 | 200 | 250 | 170 | ||||||
наименьшая | 300 | 190 | 250 | 170 | 200 | 150 | 180 | 125 | 160 | 100 | 140 | 80 | 125 | 63 | 80 | 50 | 63 | 40 | 50 | 34 | |||||||
Путь траверсы ползуна до ее крайнего нижнего положения, на котором автомат развивает номинальное усилие, не менее | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 2,8 | 3,2 | 3,6 | 4,0 | |||||||||||||||||
Расстояние между подштамповой плитой и траверсой ползуна в ее нижнем положении при верхнем положении регулировки Н | 140 | 150 | 170 | 180 | 200 | 260 | 280 | 300 | 330 | 400 | |||||||||||||||||
Величина регулировки расстояния между подштамповой плитой и траверсой ползуна | 32 | 40 | 40 | 50 | 50 | 63 | 63 | 80 | 80 | 100 | |||||||||||||||||
Расстояние между направляющими втулками колонн в свету |
| 160 | 220 | 280 | 360 | 450 | 560 | 710 | 900 | 1120 | 1400 | ||||||||||||||||
| 110 | 125 | 140 | 160 | 200 | 280 | 360 | 450 | 560 | 710 | |||||||||||||||||
Размеры отверстия в столе |
| 125 | 160 | 220 | 280 | 360 | 450 | 560 | 710 | 900 | 1120 | ||||||||||||||||
| 63 | 80 | 100 | 125 | 160 | 200 | 250 | 280 | 360 | 400 | |||||||||||||||||
Наибольшая толщина обрабатываемого материала | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 2,8 | 3,2 | 3,6 | 4,0 | |||||||||||||||||
Наибольшая ширина обрабатываемого материала | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 280 | 360 | 400 | |||||||||||||||||
Наибольший шаг подачи | 32 | 40 | 50 | 90 | 110 | 140 | 180 | 220 | 280 | 350 | |||||||||||||||||
Точность шага подачи при типе подающего механизма | валкового | - | ±0,1 | - | ±0,1 | - | ±0,1 | - | ±0,1 | - | ±0,1 | - | ±0,15 | - | ±0,2 | - | ±0,25 | - | ±0,3 | - | ±0,3 | ||||||
клещевого | ±0,05 | ±0,1 | |||||||||||||||||||||||||
Толщина подштамповой плиты | 36 | 40 | 45 | 50 | 56 | 63 | 80 | 100 | 120 | 160 | |||||||||||||||||
Удельная масса* | кг/кН | 0,89 | 1,10 | 1,17 | 0,99 | 1,13 | 0,94 | 0,99 | - | - | - | ||||||||||||||||
кг/кН | - | - | - | - | - | - | - | 1,04 | 0,95 | 1,01 | |||||||||||||||||
Удельный расход энергии* | 1,38 | 0,94 | 1,62 | 1,29 | 1,61 | 1,06 | 1,22 | 0,92 | 0,81 | 0,69 | 0,70 | 0,64 | 0,69 | 0,62 | 1,24 | 0,90 | 1,13 | 0,93 | 0,99 | 0,81 | |||||||
________________
* Удельную массу ![]() и удельный расход энергии
и удельный расход энергии ![]() подсчитывают по формулам:
подсчитывают по формулам:![]() - для прессов усилием до 630 кН
- для прессов усилием до 630 кН![]() - для прессов усилием свыше 630 кН
- для прессов усилием свыше 630 кН
![]() ,
,
где ![]() - масса автомата без средств механизации и автоматизации, кг;
- масса автомата без средств механизации и автоматизации, кг;![]() - установленная мощность электродвигателя главного привода, кВт;
- установленная мощность электродвигателя главного привода, кВт;![]() - номинальное усилие, кН;
- номинальное усилие, кН;![]() - площадь стола между направляющими втулками колонн в свету, мм
- площадь стола между направляющими втулками колонн в свету, мм![]() ;
;![]() - ход ползуна, мм;
- ход ползуна, мм;![]() - наибольшая частота непрерывных ходов ползуна, мин
- наибольшая частота непрерывных ходов ползуна, мин![]() .
.
Примечание. Наименьшую толщину ленты определяют расчетным путем для каждого типоразмера автомата в зависимости от скорости подачи, физико-механических свойств подаваемого материала, норм точности на ленту и указывают в эксплуатационных документах. Наименьшая толщина ленты - не менее 0,1 мм.
(Измененная редакция, Изм. N 2, 3
1.4. Точность шага подачи, указанная в табл.1, должна обеспечиваться при работе с наибольшим шагом подачи и наименьшей частотой непрерывных ходов ползуна на ленте стальной холоднокатаной из низкоуглеродистой стали, высокой точности изготовления по толщине и повышенной точности изготовления по ширине, 1-й группы поверхности, с обрезанной кромкой, с контролем серповидности класса Б по ГОСТ 503.
1.5. Размеры Т-образных пазов для крепления штампов в подштамповых плитах, столах и ползунах и шероховатость поверхностей должны соответствовать указанным на черт.2 и в табл.2.
(Измененная редакция, Изм. N 2).
1.6. Размеры отверстий и шероховатость поверхностей в ползунах под хвостовики штампов должны соответствовать указанным на черт.3 и в табл.3.
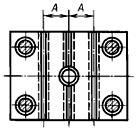
1.7. Расположение Т-образных пазов в подштамповых плитах, ползунах и столах должно соответствовать черт.4-6 и табл.4.
Черт.2. Расположение Т-образных пазов в подштамповых плитах, ползунах и столах
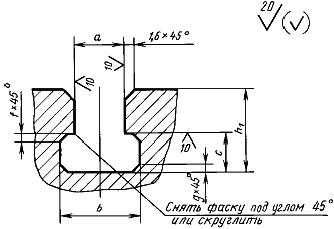
Черт.2
Таблица 2
Размеры в мм
Номинальное усилие автомата, кН |
|
|
|
|
|
| |
Номин. | Допуск | Допуск 2,0 | |||||
От 25 до 63 | 14 | 23 | +2,0 | 9 | 21 | 0,6 | 1,6 |
Св. 63 до 250 | 18 | 30 | 12 | 26 | 1,0 | ||
Св. 250 до 1000 | 22 | 37 | +3,0 | 16 | 33 | 2,5 | |
Св. 1000 до 2500 | 28 | 46 | +4,0 | 20 | 40 | ||
Черт.3. Размеры отверстий и шероховатость поверхностей в ползунах под хвостовики штампов
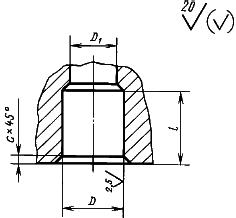
Черт.3
Таблица 3
Размеры в мм
Номинальное усилие |
|
|
|
|
Не менее | ||||
25 | 25 | 25 | 50 | 1,6 |
Св. 25 до 100 | 32 | 55 | ||
Св. 100 до 250 | 40 | 32 | 60 | 2,0 |
Св. 250 до 630 | 50 | 70 | ||
Св. 630 до 1000 | 60 | 75 | ||
Св. 1000 до 2500 | 75 | 85 | 2,5 | |
Черт.4. Подштамповая плита
Подштамповая плита
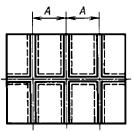
Черт.4
Черт.5. Ползун
Ползун
Черт.5
Черт.6. Ствол
Ствол
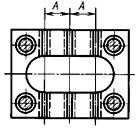
Черт.6
Таблица 4
Размеры в мм
Номинальное усилие | От 25 | Св. 100 | Св. 250 | 2500 |
Размер | 60 | 100 | 160 | 200 |
Примечания:
1. Стол автомата усилием 25 кН должен изготавливаться с одним центральным пазом.
2. Штамп на траверсе ползуна автомата усилием 25 кН должен крепиться зажимом хвостовика.
(Измененная редакция, Изм. N 2).
1.8. Места крепления подштамповой плиты в столу автомата не должны совпадать с Т-образными пазами.
1.9. Количество Т-образных пазов в подштамповых плитах, ползунах и столах должно устанавливаться в зависимости от размеров подштамповых плит, столов и ползунов.
1.10. Автоматы усилием свыше 160 кН должны иметь выдвижные подштамповые плиты.
1.11. По требованию потребителя должны выполняться окна в подштамповых плитах.
1.12. Автоматы усилием 25 кН должны оснащаться разматывающими и наматывающими устройствами, клещевыми подачами ленты, выталкивателями, устройствами для подачи смазочно-охлаждающей жидкости.
1.13. Автоматы усилием свыше 25 кН должны оснащаться разматывающими, наматывающими и правильными устройствами, клещевыми подачами ленты, ножницами для резки отходов, выталкивателями, устройствами для подачи смазочно-охлаждающей жидкости.
1.14. Автоматы исполнения 2 оснащаются двусторонними валковыми подачами, усилием свыше 25 кН - полосоподавателями и упорами кратности.
1.15. По требованию потребителя автоматы должны оснащаться устройствами для смены штампов, а автоматы исполнения 2 - пневмосдувателями и счетчиками кратности.
1.14, 1.15. (Измененная редакция, Изм. N 3).
1.16. (Исключен, Изм. N 3).
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок - по ГОСТ 15961.
Перед проверкой автомат должен быть выверен по уровню в двух взаимно перпендикулярных направлениях. Отклонение от горизонтального положения автомата не должно превышать 0,1 мм на длине 1000 мм.
Автомат должен проверяться при включенных устройствах, уравновешивающих ползун.
2.1а. Базовой поверхностью для проверки точности автомата является поверхность стола.
(Введен дополнительно, Изм. N 1).
2.2. Если конструктивные особенности автомата не позволяют произвести измерения на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения. Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.3. (Исключен, Изм. N 1).
2.4. Перечень средств измерения, применяемых для проверок норм точности автоматов, указан в приложении 2.
(Измененная редакция, Изм. N 4).
2.5. Нормы точности автоматов должны соответствовать указанным в пп.2.5.1-2.5.7.
(Измененная редакция, Изм. N 1, 4).
2.5.1. Плоскостность поверхности стола и нижней поверхности траверсы ползуна.
Измерения проводят в соответствии со схемой, указанной на черт.7. Допуск плоскостности должен соответствовать значениям, указанным в табл.4а. Выпуклость не допускается.
Черт.7. Схема проведения измерений плоскостности поверхности стола и нижней поверхности траверсы ползуна
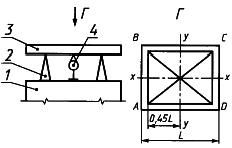
Черт.7
Таблица 4а
мм
Длина измеряемой поверхности | Допуск плоскостности |
До 400 | 0,04 |
" 630 | 0,05 |
" 630 " 1000 | 0,06 |
" 1000 " 1600 | 0,08 |
" 1600 " 2500 | 0,10 |
На измеряемую поверхность 1 установить призматические опоры равной высоты 2 и стойку с индикатором 4. На призматические опоры положить поверочную линейку 3. Установить индикатор так, чтобы его измерительный наконечник касался измерительной поверхности линейки.
Измерения проводят по диагональным ![]() ,
, ![]() крайним продольным
крайним продольным ![]() ,
, ![]() и поперечным
и поперечным ![]() ,
, ![]() сечениям. Отклонение от плоскостности равно наибольшей разности показаний индикатора по всем измеряемым сечениям.
сечениям. Отклонение от плоскостности равно наибольшей разности показаний индикатора по всем измеряемым сечениям.
Измерение отклонения от плоскостности нижней поверхности траверсы ползуна проводят до установки ее на автомат по методике, изложенной в настоящем пункте. Допуск плоскостности нижней поверхности траверсы ползуна должен соответствовать значениям, указанным в табл.4б. Выпуклость не допускается.
Таблица 4б
мм
Длина измеряемой поверхности | Допуск плоскостности |
До 630 | 0,04 |
Св. 630 " 1000 | 0,05 |
" 1000 " 1600 | 0,08 |
(Измененная редакция, Изм. N 4).
2.5.2. (Исключен, Изм. N 4).
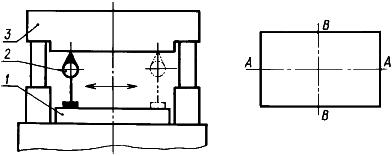
2.5.3. Перпендикулярность перемещения траверсы ползуна к поверхности подштамповой плиты
Черт.9. Схема проведения измерений перпендикулярности перемещения траверсы ползуна к поверхности подштамповой плиты
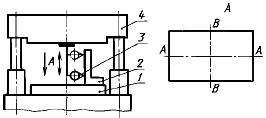
Черт.9*
________________
* Черт.8. (Исключен, Изм. N 4).
Таблица 4в
Размеры, мм
Ход траверсы ползуна | Допуск перпендикулярности для автоматов усилием, кН | |
до 2500 | св. 2500 | |
До 40 | 0,01 | - |
Св. 40 " 63 | 0,02 | 0,02 |
" 63 " 100 | 0,03 | 0,03 |
" 100 | - | 0,05 |
На поверхность подштамповой плиты 1 (черт.9) устанавливают угольник 2. Индикатор 3 по ГОСТ 9696 крепят к траверсе ползуна 4 в любом месте так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Допуск перпендикулярности измеряют на полной длине хода траверсы ползуна при среднем положении регулировки между столом и траверсой ползуна в двух взаимно перпендикулярных направлениях ![]() и
и ![]() .
.
Отклонение от перпендикулярности равно разности наибольшего и наименьшего показаний индикатора на длине перемещения траверсы ползуна.
2.5.4. Параллельность нижней поверхности траверсы ползуна к верхней поверхности подштамповой плиты
Черт.10. Схема проведения измерений параллельности нижней поверхности траверсы ползуна к верхней поверхности подштамповой плиты
Черт.10
Таблица 5
Размеры, мм
Длина измерения | Допуск параллельности для автоматов усилием, кН | ||
До 630 | Св. 630 до 2500 | Св. 2500 | |
До 630 | 0,08 | - | - |
" 1000 | 0,10 | 0,10 | - |
" 1000 " 1600 | - | 0,12 | - |
" 1600 | - | - | 0,16 |
На верхнюю поверхность подштамповой плиты 1 (черт.10) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался нижней поверхности траверсы ползуна 3.
Допуск параллельности нижней поверхности траверсы ползуна измеряют при наибольшем и наименьшем расстояниях между подштамповой плитой и траверсой ползуна в его нижнем положении в двух взаимно перпендикулярных направлениях ![]() и
и ![]() в четырех точках: четыре крайних точки - по две в каждом из указанных направлений.
в четырех точках: четыре крайних точки - по две в каждом из указанных направлений.
Отклонение от параллельности равно разности показаний индикатора в крайних точках проверки.
2.5.3, 2.5.4. (Измененная редакция, Изм. N 1).
2.5.5. Радиальное и торцевое биение маховика
Черт.11. Схема проведения измерений радиального и торцевого биения маховика
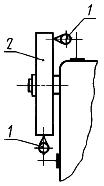
Черт.11
Таблица 6
мм
Диаметр маховика | Допуск радиального биения | Допуск торцевого биения |
До 1000 | 0,10 | 0,20 |
Св. 1000 | 0,16 | 0,30 |
Стойку с индикатором 1 (черт.11) устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 или его торцевой поверхности на расстоянии 10 мм от образующей поверхности обода.
Допуск биения равен наибольшей разности показаний индикатора за один оборот маховика.
При проверке маховиков, связанных с валом муфтой, муфту следует выключить.
Проверку не проводят, если маховик динамически сбалансирован.
2.5.6. Плоскостность верхней и нижней поверхностей подштамповой плиты
Измерения проводят в соответствии со схемой, указанной на черт.11а. Допуск плоскостности верхней и нижней поверхностей подштамповой плиты должен соответствовать значениям, указанным в табл.4б. Выпуклость не допускается.
Черт.11а. Схема проведения измерений плоскостности верхней и нижней поверхностей подштамповой плиты
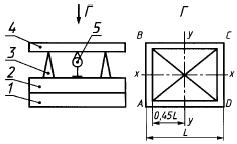
Черт.11а
На поверочную плиту 1 установить подштамповую плиту 2. На подштамповую плиту установить призматические опоры 3 равной высоты и индикатор на стойке 5. На призматические опоры положить поверочную линейку 4 так, чтобы измерительный наконечник индикатора касался измерительной поверхности линейки. Измерения проводят по диагональным ![]() ,
, ![]() , крайним продольным
, крайним продольным ![]() ,
, ![]() и поперечным
и поперечным ![]() ,
, ![]() сечениям. Отклонение от плоскостности верхней поверхности подштамповой плиты равно наибольшей разности показаний индикатора по всем измеряемым сечениям. Аналогично измеряется отклонение от плоскостности нижней поверхности подштамповой плиты.
сечениям. Отклонение от плоскостности верхней поверхности подштамповой плиты равно наибольшей разности показаний индикатора по всем измеряемым сечениям. Аналогично измеряется отклонение от плоскостности нижней поверхности подштамповой плиты.
2.5.7. Параллельность верхней и нижней поверхностей подштамповой плиты
Измерения проводят в соответствии со схемой, указанной на черт.12. Допуск параллельности должен соответствовать значениям, указанным в табл.7.
Черт.12. Схема проведения измерений параллельности верхней и нижней поверхностей подштамповой плиты
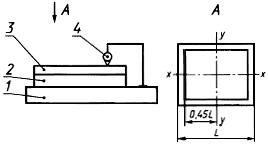
Черт.12
Таблица 7
мм
Длина измеряемой поверхности | Допуск параллельности |
До 630 | 0,04 |
" 1000 | 0,05 |
" 1000 " 1600 | 0,08 |
На поверхность поверочной плиты 1 установить подштамповую плиту 2. На подштамповую плиту установить поверочную линейку 3. На поверочную плиту установить стойку с индикатором так, чтобы его измерительный наконечник касался измерительной линейки. Измерения проводят в направлениях ![]() ,
, ![]() по 4 угловым точкам нормируемого участка. Отклонение от параллельности равно наибольшей разности показаний индикатора между угловыми точками нормируемого участка. Проверку параллельности верхней и нижней поверхностей подштамповой плиты проводят до установки ее на автомат.
по 4 угловым точкам нормируемого участка. Отклонение от параллельности равно наибольшей разности показаний индикатора между угловыми точками нормируемого участка. Проверку параллельности верхней и нижней поверхностей подштамповой плиты проводят до установки ее на автомат.
2.5.6, 2.5.7. (Измененная редакция, Изм. N 1, 4).
ПРИЛОЖЕНИЕ 2 (рекомендуемое). СРЕДСТВА ИЗМЕРЕНИЯ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗМЕРЕНИЯ ТОЧНОСТИ АВТОМАТОВ
ПРИЛОЖЕНИЕ 2*
Рекомендуемое
________________
* Приложение 1 (Исключено, Изм. N 4).
1. Линейки поверочные типа ШМ и ШД классов точности 1 и 2 по ГОСТ 8026.
2. Индикатор часового типа с ценой деления 0,01 мм по ГОСТ 577.
3. Индикатор многооборотный с ценой деления 0,001 мм по ГОСТ 9696.
4. Уровень типа 1 по ГОСТ 11196.
5. Угольники поверочные 90° с широким основанием класса точности 1 по ГОСТ 3749.
6. Приспособление (опорные призмы, стойки для крепления индикаторов) по ГОСТ 15961.
Приложение 2 (Введено дополнительно, Изм. N 4).