ГОСТ 10673-75
(ИСО 3337-78,
СТ СЭВ 115-79)
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ С НАПАЯННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
Технические условия
T-slot cutters with hard metal tips.
Specifications
ОКП 39 1859
Срок действия с 01.01.77
до 01.01.97*
________________
* Ограничение срока действия снято по протоколу N 7-95
Межгосударственного Совета по стандартизации, метрологии и
сертификации. (ИУС N 11, 1995 год). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук, H.И.Минаева, М.Д.Крутякова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 02.12.75 N 3749
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует международному стандарту ИСО 3337-78
5. Стандарт полностью соответствует СТ СЭВ 115-79
6. ВЗАМЕН ГОСТ 10673-63
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.10 |
ГОСТ 1412-85 | 4.2 |
ГОСТ 1574-91 | Вводная часть |
ГОСТ 2789-73 | 2.8 |
ГОСТ 2848-75 | 2.10 |
ГОСТ 3882-74 | 2.1 |
ГОСТ 4543-71 | 2.2 |
ГОСТ 4872-75 | 2.1 |
ГОСТ 9013-59 | 4.7 |
ГОСТ 9378-75 | 4.9 |
ГОСТ 14034-74 | 1.2 |
ГОСТ 15527-70 | 2.4 |
ГОСТ 18088-83 | 2.16, 2.17 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 25334-82 | 1.7 |
ГОСТ 25394-90 | 2.1, Приложение 1 |
ГОСТ 25557-82 | 1.3 |
ГОСТ 25706-83 | 4.9 |
8. ПЕРЕИЗДАНИЕ (февраль 1993 г.) с Изменениями N 1, 2, 3, 4, утвержденными в июне 1977 г., августе 1981 г., декабре 1986 г., декабре 1990 г. (ИУС 7-77; 11-81, 3-87, 3-91)
9. Срок действия продлен до 01.01.97 (Постановление Госстандарта СССР от 12.12.90 N 3114)
Настоящий стандарт распространяется на фрезы с цилиндрическим и коническим хвостовиками для обработки Т-образных пазов по ГОСТ 1574.
Требования стандарта в части разд.1, 2, 4, 5, а также п.3.1.1 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться типов:
I - с цилиндрическим хвостовиком для пазов с размерами ![]() от 5 до 36 мм исполнений:
от 5 до 36 мм исполнений:
1 - с цилиндрическим гладким хвостовиком;
2 - с цилиндрическим хвостовиком и лыской.
II - с коническим хвостовиком для пазов с размерами ![]() от 10 до 54 мм.
от 10 до 54 мм.
(Измененная редакция, Изм. N 4).
1.1а. Основные размеры фрез типа I должны соответствовать указанным на черт.1а и в табл.1а, фрез типа II - указанных на черт.1 и в табл.1.
Черт.1а. Основные размеры фрез типа I
Тип I
Исполнение 1
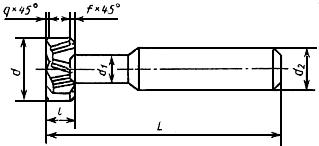
Исполнение 2
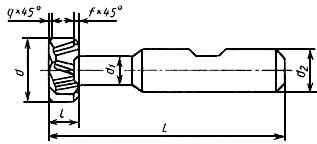
Черт.1а
Таблица 1а
Размеры, мм
Исполнение 1 | Исполнение 2 | |||||||||||
обозна- | приме- | обозна- | приме- | Номи- |
|
|
|
|
|
|
| Чис- |
2252-0051 | 2252-0071 | 5 | 11,0 | 4 | 10 | 3,5 | 53,5 | 0,6 | 1,0 | 2x2 | ||
2252-0052 | 2252-0072 | 6 | 12,5 | 5 | 6,0 | 57,0 | ||||||
2252-0053 | 2252-0073 | 8 | 16,0 | 7 | 62,0 | |||||||
2252-0054 | 2252-0074 | 10 | 18,0 | 8 | 12 | 8,0 | 70,0 | |||||
2252-0055 | 2252-0075 | 12 | 21,0 | 10 | 9,0 | 74,0 | 2x3 | |||||
2252-0056 | 2252-0076 | 14 | 25,0 | 12 | 16 | 11,0 | 82,0 | 1,6 | ||||
2252-0057 | 2252-0077 | 18 | 32,0 | 15 | 14,0 | 90,0 | 1,0 | |||||
2252-0058 | 2252-0078 | 22 | 40,0 | 19 | 25 | 18,0 | 108,0 | 2,5 | ||||
2252-0059 | 2252-0079 | 28 | 50,0 | 25 | 32 | 22,0 | 124,0 | |||||
2252-0061 | 2252-0081 | 36 | 60,0 | 30 | 28,0 | 139,0 | ||||||
Примечание. Допускается изготовление фрез с радиусом ![]() и
и ![]() .
.
Пример условного обозначения фрезы типа I исполнения 1 для паза с номинальным размером ![]() 14 мм:
14 мм:
Фреза 2252-0056 ГОСТ 10673-75
То же, исполнения 2:
Фреза 2252-0076 ГОСТ 10673-75
Черт.1. Основные размеры фрез типа II
Тип II
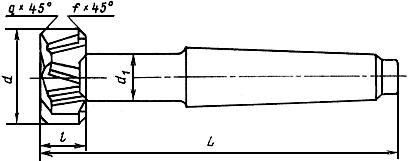
Черт.1
Таблица 1
Размеры, мм
Обозна- | Приме- | Номи- |
|
|
|
|
|
| Число зубьев | Конус Морзе |
2252-0021 | 10 | 18 | 8 | 8 | 82 | 0,6 | 1,0 | 2x2 | 1 | |
2252-0003 | 12 | 21 | 10 | 9 | 98 | 2х3 | ||||
2252-0004 | 14 | 25 | 12 | 11 | 103 | 1,6 | 2 | |||
2252-0005 | 18 | 32 | 15 | 14 | 111 | 1,0 | ||||
2252-0006 | 22 | 40 | 19 | 18 | 138 | 2,5 | 3 | |||
2252-0007 | 28 | 50 | 25 | 22 | 173 | 4 | ||||
2252-0008 | 36 | 60 | 30 | 28 | 188 | 2х4 | ||||
2252-0009 | 42 | 72 | 36 | 35 | 229 | 1,6 | 4,0 | 5 | ||
2252-0011 | 48 | 85 | 42 | 40 | 240 | 2,0 | 6,0 | |||
2252-0012 | 54 | 95 | 44 | 44 | 251 |
Примечание. Допускается изготовление фрез с радиусом ![]() и
и ![]() .
.
Пример условного обозначения фрезы типа II, для паза с номинальным размером ![]() 28 мм:
28 мм:
Фрезы 2252-0007 ГОСТ 10673-75
(Измененная редакция, Изм. N 2, 3, 4).
1.2. Центровые отверстия - по ГОСТ 14034.
1.3. Размеры конусов Морзе - по ГОСТ 25557.
1.2, 1.3. (Измененная редакции, Изм. N 1).
1.4. Элементы конструкции и геометрические параметры фрез с коническим хвостовиком указаны в приложении.
(Измененная редакция, Изм. N 4).
1.5, 1.6. (Исключены, Изм. N 2).
1.7. Цилиндрический хвостовик с лыской - по ГОСТ 25334.
(Введен дополнительно, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. В качестве режущей части фрез должны применяться твердосплавные пластины марки ВК8 по ГОСТ 3882.
По заказу потребителя допускается изготовлять фрезы с твердосплавными пластинами других марок. Форма н размеры пластин должны соответствовать требованиям ГОСТ 25394.
Химический состав и физико-механические свойства твердого сплава - по ГОСТ 4872.
2.2. Корпуса фрез должны быть изготовлены из стали марки 40Х по ГОСТ 4543.
Допускается изготовление корпусов из других марок легированной стали, не уступающих по прочности корпусам из стали марки 40Х.
(Измененная редакция, Изм. N 2).
2.3. Твердость торцовой части конического хвостовика должна быть 32![]() 52
52 ![]() .
.
2.4. В качестве припоя должны применяться припои марки МНМц 68-4-2 или АНМц 0,6-4-2, или Л68 по ГОСТ 15527. Допускается применение других марок припоя, не уступающих по прочности соединения указанным.
(Измененная редакция, Изм. N 1, 2).
2.5. При напайке пластин толщина слоя припоя должна быть не более 0,1-0,15 мм. Разрыв слоя припоя не должен превышать 10% от общей длины.
2.6. Поверхности фрез не должны иметь следов коррозии, на режущей части пластины не должно быть трещин, остатков припоя, выкрошенных мест, а на остальных шлифованных поверхностях также черновин.
(Измененная редакция, Изм. N 2).
2.7. (Исключен, Изм. N 4).
2.8. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
передних и задних поверхностей зубьев режущей части |
| |||
хвостовика |
| |||
спинок зубьев шейки фрезы и стружечных канавок |
| |||
остальных |
| |||
(Измененная редакция, Изм. N 3).
2.9. На задней поверхности зубьев вдоль режущих кромок допускается прерывистая ленточка шириной не более 0,05 мм.
2.10. Предельные отклонения размеров фрез не должны превышать:
диаметра и длины рабочей части фрезы | h12 | |||
диаметра цилиндрического хвостовика | h8 | |||
диаметра шейки | h14 | |||
длины фрезы |
| |||
Предельные отклонения конусов Морзе - АТ8 по ГОСТ 2848.
(Измененная редакция, Изм. N 1, 2, 3, 4).
2.11. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика не должен превышать:
для фрез диаметрами от 11 до 40 мм:
0,02 мм двух смежных зубьев,
0,04 мм на всей фрезе;
для фрез диаметрами от 50 до 95 мм:
0,03 мм двух смежных зубьев,
0,05 мм на всей фрезе.
2.12. Допуск торцового биения режущих кромок не должен превышать:
0,04 мм для фрез диаметрами от 11 до 40 мм;
0,05 мм для фрез диаметрами от 50 до 95 мм.
2.11, 2.12. (Измененная редакция, Изм. N 3, 4).
2.13. Средний и 95%-ный периоды стойкости для всех диаметров фрез при условиях испытаний, указанных в разд.4, должны быть не менее значений, указанных в табл.2.
Таблица 2
Диаметр фрезы, мм | Средний период стойкости, мин | 95%-ный период стойкости, мин |
11-18 | 60 | 24 |
21 | 65 | 26 |
25 | ||
32 | ||
40 | 70 | 28 |
50 | ||
60 | 80 | 32 |
72 | 90 | 36 |
85 | 95 | 38 |
95 |
(Измененная редакция, Изм. N 4).
2.14. Критерием затупления фрез является достижение допустимого износа по задней поверхности, равного указанному в табл.3.
Таблица 3
Диаметр фрезы, мм | Допустимый износ по задней поверхности, мм |
11-18 | 0,4 |
21 | 0,5 |
25 | |
32 | |
40 | 0,7 |
50 | |
60 | 0,8 |
72 | 0,9 |
85 | 1,0 |
95 |
(Измененная редакция, Изм. N 4).
2.13, 2.14. (Введены дополнительно, Изм. N 3).
2.15. На поверхности шейки каждой фрезы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение фрезы;
поминальный размер паза ![]() ;
;
марка твердого сплава.
Допускается на фрезах до размера паза ![]() 18 включительно маркировать последние четыре цифры обозначения.
18 включительно маркировать последние четыре цифры обозначения.
Допускается маркировку на фрезах наносить на хвостовике при условии сохранения его геометрических форм, а также изготовлять на хвостовике выточку для маркировки.
2.16. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.17. Упаковка - по ГОСТ 18088.
2.15-2.17. (Введены дополнительно, Изм. N 4).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726.
3.1.1. Испытания фрез на средний период стойкости следует проводить один раз в три года, на 95%-ный период стойкости - один раз в год не менее чем на 5 фрезах.
Испытания следует проводить на любом типоразмере фрез каждого выпускаемого диапазона, указанного в табл.4.
(Измененная редакция, Изм. N 4).
Таблица 4
Диаметр фрез, мм | Скорость резания | Подача |
11-18 | 50 | 0,04 |
21 | ||
25 | ||
32 | ||
40 | 40 | 0,06 |
50 | ||
60 | 35 | 0,07 |
72 | ||
85 | 30 | 0,08 |
95 |
3.1.2. (Исключен, Изм. N 4).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания фрез на работоспособность, средний и 95%-ный периоды стойкости следует проводить на фрезерных станках, соответствующих установленным для них нормам точности и жесткости.
4.2. Испытания фрез с напаянными твердосплавными пластинами марки ВК8 проводят на заготовках из серого чугуна марки СЧ25 или СЧ30 по ГОСТ 1412 твердостью 163...200 НВ.
В заготовках предварительно фрезеруют прямоугольный паз, равный по ширине диаметру шейки ![]() 2 мм с припуском по дну паза 1-2 мм.
2 мм с припуском по дну паза 1-2 мм.
4.3. Испытания фрез должны соответствовать режимам, указанным в табл.4.
4.4. Суммарная длина фрезерования при испытании на работоспособность должна быть не менее 500 мм.
4.5. После испытаний на работоспособность на режущих кромках фрез не должно быть следов выкрашиваний. Фрезы после испытаний должны быть пригодны к дальнейшей работе.
4.6. Приемочные значения среднего и 95%-ного периодов стойкости не должны быть менее указанных в табл.5.
Таблица 5
Приемочные значения периодов стойкости, мин | ||
Диаметр фрезы, мм | среднего | 95%-ного |
11-18 | 69 | 28 |
21 | 75 | 30 |
25 | ||
32 | ||
40 | 80 | 30 |
50 | ||
60 | 90 | 35 |
72 | 100 | 40 |
85 | 105 | 45 |
95 | ||
4.7. Твердость фрез должны проверять по ГОСТ 9013.
4.8. Контроль внешнего вида осуществляют визуально.
4.9. Параметры шероховатости поверхностей фрез должны проверять сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, у которых значения параметров шероховатости поверхностей не более указанных в п.2.8.
Сравнение осуществляют визуально с помощью лупы ЛП-2-4х по ГОСТ 25706.
4.10. При контроле параметров фрез должны применяться методы и средства измерения, погрешность которых не должна быть более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35% допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% допуска на проверяемый параметр.
Разд.3, 4. (Измененная редакция, Изм. N 3, 4).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
(Измененная редакция, Изм. N 4).
Разд.6. (Исключен, Изм. N 3).
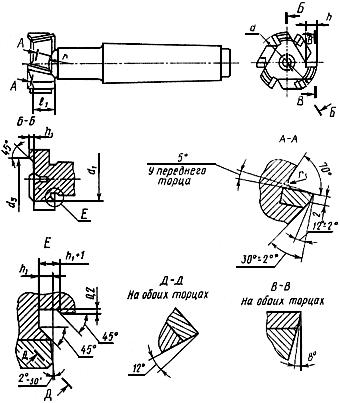
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Элементы конструкции и геометрические параметры фрез указаны на чертеже и в таблице.
__________
* Задняя поверхность зубьев фрез может быть выполнена двуугловой или криволинейной формы.
Пластины по ГОСТ 25394 | ||||||||
Номи- |
|
|
|
|
|
| номер пластины | количество |
12 | 16,0 | 7 | 3 | 1,5 | 6 | 1,5 | 50191 | 3 |
50202 | ||||||||
14 | 18,0 | 9 | 4 | 1,5 | 8 | 1,5 | 50211 | |
50222 | ||||||||
18 | 22,0 | 11 | 4 | 2,5 | 12,5 | 2,5 | 50231 | |
50242 | ||||||||
22 | 28,0 | 14 | 5 | 3,0 | 14,0 | 50251 | ||
50262 | ||||||||
28 | 38,0 | 16 | 6 | 16,0 | 3,0 | 50271 | ||
50282 | ||||||||
36 | 46,5 | 20 | 7 | 4,0 | 16,0 | 3,5 | 50291 | 4 |
50302 | ||||||||
42 | 54,5 | 24 | 9 | 17,0 | 50311 | |||
50322 | ||||||||
48 | 65,5 | 23 | 13 | 6,0 | 20,0 | 4,0 | 50331 | |
50342 | ||||||||
54 | 75,7 | 30 | 13 | 25,0 | 50351 | |||
50362 | ||||||||
(Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ 2 (Исключено, Изм. N 3).