ГОСТ 10670-77
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ ЛЕНТОЧНЫЕ ДЛЯ РАСПИЛОВКИ БРЕВЕН И БРУСЬЕВ
Технические условия
Log band saws. Specifications
ОКП 39 0000
Срок действия с 01.07.78
до 01.07.93*
_______________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Г.Морозов, Е.И.Сапожников, М.В.Лопачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.05.77 N 1331
3. Срок проверки - 1992 г.; периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 10670-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.5 |
ГОСТ 9.14-78 | 2.18 |
ГОСТ 15.001-73 | 3.1 |
ГОСТ 882-75 | 4.8 |
ГОСТ 2283-79 | 2.1 |
ГОСТ 2789-73 | 2.7, 4.1 |
ГОСТ 5950-73 | 2.1 |
ГОСТ 8026-75 | 4.8 |
ГОСТ 9013-59 | 4.6 |
ГОСТ 9463-72 | 4.1 |
ГОСТ 16504-74 | 3.1 |
ГОСТ 18088-83 | 2.17, 5 |
ГОСТ 23677-79 | 4.6 |
6. ПЕРЕИЗДАНИЕ (май 1988 г.) с Изменениями N 1, 2, утвержденными в марте 1983 г., декабре 1987 г. (ИУС 7-83, 3-88).
7. Проверен в 1987 г. Постановлением Госстандарта СССР от 16.12.87 N 4567 срок действия продлен до 01.07.93
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конструкция и основные размеры пил должны соответствовать указанным на чертеже и в таблице.
Черт.1. Конструкция и основные размеры пил
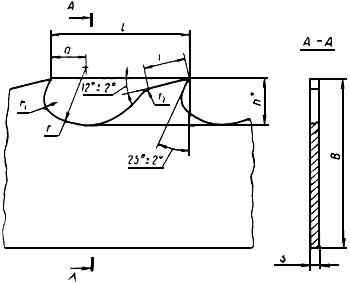
Черт.1
________________
* Размеры для справок.
мм | |||||||||||
Обозна- | Приме- |
|
|
|
|
|
|
|
|
| Длина пил (пред. откл. +120) |
Пред. откл. ±0,5 | |||||||||||
3405-3050 | 205* | 1,4 | 10400 | ||||||||
3405-0001 | 230 | 50 | 16,7 | 12,5 | 15 | 20,8 | 5,8 | 12 | |||
3405-0002 | 1,6 | 10800 | |||||||||
3405-0003 | 1,4 | 11700 | |||||||||
3405-0004 | 1,6 | 20,0 | 15,0 | 18 | 25,0 | 7,0 | 16 | ||||
3405-0005 | 280 | 12600 | |||||||||
________________
* С 01.07.89.
Примечания:
1. Предельные отклонения размера ![]() по ГОСТ 2283-79.
по ГОСТ 2283-79.
2. Допускается по заказу потребителя изготовление пил длиной, кратной длинам, указанным в таблице.
Пример условного обозначения пилы размерами ![]() =230 мм,
=230 мм, ![]() =1,4 мм,
=1,4 мм, ![]() =60 мм.
=60 мм.
Пила 3405-0003 ГОСТ 10670-77
(Измененная редакция, Изм. N 1, 2).
1.2. Форма плющеного, сформованного и заточенного зуба указана в рекомендуемом приложении.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться из холоднокатаной инструментальной стали нормальной точности по ГОСТ 2283-79 марки 9ХФ по ГОСТ 5950-73.
Допускается изготовлять пилы из сталей других марок, не уступающих пилам из стали марки 9ХФ по стойкости.
С 01.01.90 пилы следует изготовлять только из ленты повышенной точности по ГОСТ 2283-79.
(Измененная редакция, Изм. N 1, 2).
2.2. Микроструктура стали пил должна представлять собой троостит или троостосорбит с мелкими равномерно распределенными карбидами.
2.3. Твердость пил должна быть HRC![]() 42...46. Разница твердости в разных точках одной и той же пилы не должна превышать 3 единиц HRC
42...46. Разница твердости в разных точках одной и той же пилы не должна превышать 3 единиц HRC![]() .
.
(Измененная редакция, Изм. N 1, 2).
2.4. На пилах не должно быть трещин, волосовин, выкрошенных мест, расслоений, коррозии и поджогов. По контуру зубьев допускаются заусенцы высотой не более 0,2 мм.
2.5. На поверхностях пил не допускаются дефекты, глубина или высота которых превышает половину предельного отклонения толщины пилы.
2.6. При изготовлении пил из холоднокатаной стальной ленты с применением непрерывной ступенчатой закалки допускается наличие окисной пленки, не препятствующей выявлению поверхностных дефектов.
2.7. Шероховатость боковых поверхностей пил по ГОСТ 2789-73 должна быть ![]() 1,25 мкм.
1,25 мкм.
2.8. Непрямолинейность в поперечном направлении боковой поверхности пыли не должна превышать 0,20 мм для пилы шириной 230 мм и 0,25 мм для пилы шириной 280 мм.
На боковых поверхностях пил не допускаются вмятины от правки глубиной более 0,04 мм.
2.9. Разность размеров ширины пилы на ее длине не должна превышать 1,5 мм.
2.10. Разность размеров толщину пилы на ее длине не должна превышать 0,12 мм для пил толщиной до 1,8 мм и 0,13 мм для пил толщиной свыше 1,8 мм.
2.11. Разность двух любых шагов зубьев у одной пилы не должны превышать 1 мм.
По согласованию изготовителя с потребителем допускается изготовление пил с разностью двух любых шагов зубьев у одной пилы не более 0,6 мм.
2.12. Допуск прямолинейности поверхности, противоположной зубьям пилы на длине 1 м, должен быть 0,25 мм.
(Измененная редакция, Изм. N 2).
2.12а. Допуск прямолинейности поверхности, противоположной зубьям пилы, на длине 6 м должен составлять 7 мм.
Вогнутость поверхности на длине 6 м не допускается.
(Введен дополнительно, Изм. N 1).
2.13. Зубья должны обладать способностью к расплющиванию вершин без появления трещин и выкрашиваний с уширением на каждую сторону до 0,7 толщины пилы, но не более 1,3 мм.
2.14. Средний период стойкости пил - не менее 40 мин при условиях обработки, указанных в п.4.1, с величиной подачи на зуб не менее 0,2 мм - для пил шириной 230 мм и 0,3 мм - для пил шириной 280 мм.
(Введен дополнительно, Изм. N 1).
2.15. Критерием затупления пил является увеличение параметра шероховатости ![]() обработанной поверхности более 800 мкм.
обработанной поверхности более 800 мкм.
2.16. На боковой поверхности в конце каждой пилы в рулоне должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение пилы;
марка стали;
изображение государственного Знака качества при его присвоении, в порядке, установленном Госстандартом СССР.
2.17. К. рулону должна быть привязана металлическая бирка с указанием:
товарного знака предприятия-изготовителя;
обозначение пилы;
длины пилы в рулоне.
2.18. Пилы должны быть свернуты в плотные рулоны с внутренним диаметром в соответствии с ГОСТ 2283-79 и перевязаны не менее чем в четырех местах стальной проволокой и, кроме того, должны быть перевязаны стальной лентой по наружной цилиндрической поверхности.
2.19. Вариант внутренней упаковки - ВУ-1 по ГОСТ 9.014-78.
2.20. Остальные требования к маркировке и упаковке - по ГОСТ 18088-83.
2.15-2.20. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Для контроля соответствия изготовления пил требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль, периодические испытания (определение видов испытаний по ГОСТ 16504-81).
Порядок проведения периодических испытаний - по ГОСТ 15.001-73.
(Измененная редакция, Изм. N 1, 2).
3.2. Приемочный контроль должен проводиться при следующем объеме выборок:
на соответствие требованиям пп.1.1, 2.7, 2.9-2.11 - 3% от партии, но не менее 30 м пильного полотна;
на соответствие требованиям п.2.13 - 2% от партии, но не более 10 м пильного полотна;
на соответствие требованиям пп.2.3-2.5, 2.8 и 2.12; 2.12а - 100% пил.
Партия должна состоять из пил одного типоразмера, изготовленных из одной марки стали, прошедших одинаковый режим термической обработки и одновременно предъявленных к приемке по одному документу.
3.3. При неудовлетворительных результатах приемочного контроля хотя бы по одному из показателей должен проводиться повторный контроль на удвоенном количестве пил из той же партии.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
3.4. (Исключен, Изм. N 2).
3.5. Периодические испытания, в том числе на средний период стойкости, следует проводить один раз в три года не менее чем на пяти пилах.
Испытания на установленный период стойкости следует проводить два раза в год не менее чем на пяти пилах.
Испытаниям подвергается выборка из пяти пил любого типоразмера.
(Измененная редакция, Изм. N 2).
3.5а. (Исключен, Изм. N 2).
3.6. Результаты периодических испытаний должны быть оформлены протоколом.
По требованию потребителя предприятие-изготовитель обязано предъявлять протоколы испытаний.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Стойкость пил должна проверяться на ленточно-пильных станках с механической подачей, соответствующих установленным для них нормам точности.
Перед испытанием пил их зубья должны быть расплющены и заточены.
Шероховатость передних и задних поверхностей заточенных зубьев по ГОСТ 2789-73 должна быть ![]() 20 мкм.
20 мкм.
Испытания пил должны проводиться при продольной распиловке бревен и брусьев хвойных и твердолиственных пород из талой и мерзлой древесины влажностью 30-90% по ГОСТ 9463-72 и ГОСТ 2695-83 при следующих режимах резания:
скорость резания, м/с | 40 |
высота пропила, мм не менее | 300 |
подача на зуб, мм не менее: | |
для пил шириной 230 мм | 0,3 |
для пил шириной 280 мм | 0,4 |
(Измененная редакция, Изм. N 2).
4.1а. Приемочные значения среднего и установленного периодов стойкости пил не должны быть менее: ![]() =46 мин;
=46 мин; ![]() =23 мин.
=23 мин.
(Введен дополнительно, Изм. N 2).
4.2. Продолжительность непрерывной работы пил при испытании на работоспособность не менее 10 мин.
4.3. Пилы должны обеспечивать распиловку пиломатериалов толщиной от 40 до 100 мм с предельными отклонениями по толщине не более ±2 мм.
4.4. (Исключен, Изм. N 2).
4.5. При контроле размерных параметров следует применять методы и средства измерения, погрешность которых не должна быть более:
для линейных размеров - значений, указанных в ГОСТ 8.051-81;
для угловых размеров - 35% допуска на проверяемый угол;
для отклонения формы и расположения поверхностей - 25% допуска на проверяемый параметр.
4.6. Твердость пил (п.2.3) проверяют по ГОСТ 9013-59 при помощи твердомера ТР по ГОСТ 23677-79.
4.7. Отклонение от прямолинейности пильного полотна в поперечном направлении (п.2.8) проверяют по всей длине через каждые 2 м наложением поперек полотна поверочной линейки.
4.8. Отклонение от прямолинейности поверхности, противоположной зубьям на длине 1 м (п.2.12) проверяют при помощи поверочной линейки по ГОСТ 8026-75 и набора щупов по ГОСТ 882-75.
4.9. Отклонение от прямолинейности на длине 6 м (п.2.12а) проверяют по схеме, приведенной на черт.2.
Черт.2. Схема для проверки отклонения от прямолинейности на длине 6 м
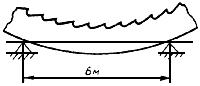
Черт.2
4.5-4.9. (Введены дополнительно, Изм. N 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
Разд.5. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ (рекомендуемое)
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Форма плющеного, сформованного и заточенного зуба
Черт.1. Форма плющеного, сформованного и заточенного зуба
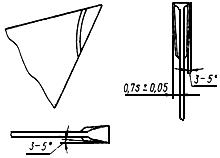
Черт.1
2. Допустимое искажение профиля зуба при заточке плиты на полуавтомате
Черт.2. Допустимое искажение профиля зуба при заточке плиты на полуавтомате
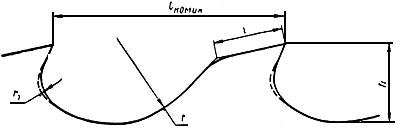
Черт.2
Примечание. Сплошной линией обозначен профиль зуба при шаге ![]() , пунктирной линией обозначен профиль зуба при шаге
, пунктирной линией обозначен профиль зуба при шаге ![]() .
.
Допустимые изменения размеров:![]() ,
, ![]() и
и ![]() ...±1,5 мм,
...±1,5 мм,![]() ....1,0 мм.
....1,0 мм.
(Измененная редакция, Изм. N 2).