ГОСТ 10657-80
Группа Г33
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ КРУГЛЫЕ СО ШЛИЦЕМ НА ТОРЦЕ
Технические условия
Round nuts slotted on face.
Specifications
ОКП 16 8400
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
В.Г.Серегин; A.M.Свиридов; В.А.Сайков; A.M.Радченко; А.Д.Красненко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3504
3. ВЗАМЕН ГОСТ 10657-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1759.0-87 | 2.1 |
ГОСТ 17769-83 | 3.1 |
ГОСТ 18160-72 | 4.1 |
ГОСТ 24643-81 | 2.4 |
ГОСТ 24705-81 | 2.2 |
5. Ограничение срока действия снято Постановлением Госстандарта от 19.11.91 N 1757
6. ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в августе 1986 г., ноябре 1991 г. (ИУС 11-86, 2-92)
Настоящий стандарт распространяется на круглые гайки со шлицем на торце с диаметром резьбы от 1 до 20 мм класса точности В.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1. РАЗМЕРЫ
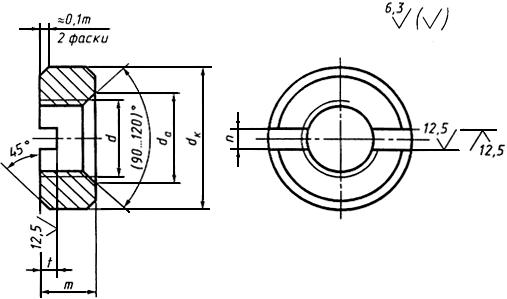
1.1. Размеры гаек должны соответствовать указанным на чертеже и в таблице.
Чертеж. Размеры гаек
Номиналь- | М1 | М1,2 | М1,4 | М1,6 | М2 | М2,5 | М3 | (М3,5) | М4 | М5 | М6 | М8 | М10 | М12 | (М14) | М16 | (М18) | М20 | |
Шаг резь- | круп- | 0,25 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,0 | 2,5 | 2,5 |
мел- | - | - | - | - | - | - | - | - | - | - | - | 1,0 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | |
| min | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 3,45 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 |
max | 1,15 | 1,4 | 1,6 | 1,84 | 2,3 | 2,9 | 3,5 | 4,0 | 4,6 | 5,75 | 6,75 | 8,75 | 10,8 | 13,0 | 15,1 | 17,3 | 19,5 | 21,6 | |
| min | 2,25 | 2,75 | 2,75 | 3,2 | 4,2 | 5,2 | 5,7 | 6,64 | 7,64 | 8,64 | 10,57 | 13,57 | 17,57 | 20,48 | 23,48 | 25,48 | 28,48 | 31,38 |
max | 2,5 | 3,0 | 3,0 | 3,5 | 4,5 | 5,5 | 6,0 | 7,0 | 8,0 | 9,0 | 11,0 | 14,0 | 18,0 | 21,0 | 24,0 | 26,0 | 29,0 | 32,0 | |
| min | 0,75 | 0,95 | 1,15 | 1,35 | 1,75 | 1,95 | 2,25 | 2,75 | 3,2 | 3,9 | 4,7 | 6,14 | 7,64 | 9,64 | 10,57 | 11,57 | 12,57 | 13,57 |
max | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,2 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,5 | 8,0 | 10,0 | 11,0 | 12,0 | 13,0 | 14,0 | |
| 0,3 | 0,4 | 0,4 | 0,5 | 1,0 | 1,2 | 1,2 | 1,4 | 1,4 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,0 | 4,0 | 4,0 | 5,0 | |
min | 0,36 | 0,46 | 0,46 | 0,56 | 1,06 | 1,26 | 1,26 | 1,46 | 1,46 | 2,06 | 2,56 | 3,06 | 3,57 | 4,07 | 4,07 | 4,07 | 4,07 | 5,07 | |
max | 0,5 | 0,6 | 0,6 | 0,7 | 1,2 | 1,51 | 1,51 | 1,71 | 1,71 | 2,31 | 2,81 | 3,31 | 3,87 | 4,37 | 4,37 | 4,37 | 4,37 | 5,37 | |
| min | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 0,9 | 1,0 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,2 | 3,8 | 3,8 | 3,8 | 4,8 | 4,8 |
max | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,4 | 3,0 | 3,7 | 4,3 | 4,3 | 4,3 | 5,5 | 5,5 | |
Примечания:
1. Размеры гаек, заключенные в скобки, применять не рекомендуется.
2. Для гаек с диаметром резьбы M1 и M1,2 вместо фасок допускается притупление радиусом ![]() =0,1 мм.
=0,1 мм.
3. Для гаек с диаметром резьбы М4 допускается применять размер ![]() min=1,66 мм и max=1,91 мм.
min=1,66 мм и max=1,91 мм.
Пример условного обозначения гайки диаметром резьбы ![]() =12 мм, с крупным шагом резьбы, с полем допуска 6Н, класса прочности 5, с покрытием химическим окисным и пропитанным маслом:
=12 мм, с крупным шагом резьбы, с полем допуска 6Н, класса прочности 5, с покрытием химическим окисным и пропитанным маслом:
Гайка М12-6Н.5.05 ГОСТ 10657-80
То же, с мелким шагом резьбы, с полем допуска 6Н, из материала группы 32, латунь марки Л63 с серебряным покрытием толщиной 9 мкм:
Гайка М12х1,25-6Н.32.Л63.129 ГОСТ 10657-80
(Измененная редакция, Изм. N 1, 2).
1.2. (Исключен, Изм. N 2).
1.3. Теоретическая масса гаек указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Гайки должны изготовляться в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2. Резьба - по ГОСТ 24705.
(Измененная редакция, Изм. N 1).
2.3. (Исключен, Изм. N 2).
2.4. Допуски формы и расположения поверхностей гаек по ГОСТ 24643;
симметричности шлица относительно оси резьбы - по 13-й степени точности;
соосности наружного диаметра относительно резьбы - по 12-й степени точности.
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы соответствует 1 °С.*
_________________
* Текст соответствует оригиналу. - Примечание.
(Измененная редакция, Изм. N 1).
2.5. (Исключен, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 17769.
4. МАРКИРОВКА И УПАКОВКА
4.1. Временная противокоррозионная защита, упаковка гаек и маркировка тары - по ГОСТ 18160.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). МАССА СТАЛЬНЫХ ГАЕК
ПРИЛОЖЕНИЕ 1
Справочное
Номинальный диаметр резьбы | Теоретическая масса 1000 шт. гаек, кг |
1 | 0,033 |
1,2 | 0,056 |
(1,4) | 0,063 |
1,6 | 0,066 |
2 | 0,146 |
2,5 | 0,256 |
3 | 0,414 |
4 | 1,040 |
5 | 1,830 |
6 | 2,530 |
8 | 5,260 |
10 | 11,030 |
12 | 21,060 |
16 | 36,270 |
20 | 56,320 |
- | - |
Примечание. Для определения массы гаек из латуни, массы, указанные в таблице, следует умножить на коэффициент 1,080.
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).