ГОСТ 10480-88
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ МЕХАНИЧЕСКИЕ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ
ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Параметры и размеры. Нормы точности
Powder metal compacting mechanical automatic machines.
Parameters and dimensions. Norms of accuracy
ОКП 38 2198
Срок действия с 01.07.89
до 01.07.94*
_______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.А.Ларин (руководитель темы), Э.Н.Кочур, В.С.Богомолов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.06.88 N 2068
3. Срок проверки 1992 г.; периодичность проверки - 5 лет.
4. ВЗАМЕН ГОСТ 10480-83
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 577-68 | 2.1 |
ГОСТ 882-75 | 2.1 |
ГОСТ 3749-77 | 2.1 |
ГОСТ 8026-75 | 2.1 |
ГОСТ 9696-82 | 2.1 |
ГОСТ 10197-70 | 2.1 |
ГОСТ 15961-80 | 2.3 |
ГОСТ 24643-81 | 2.2 |
Настоящий стандарт распространяется на механические автоматы, предназначенные для прессования изделий из металлических порошков, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на автоматы, предназначенные для прессования изделий из порошков твердых сплавов.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры автоматов должны соответствовать указанным на черт.1 и в табл.1.
Черт.1. Основные параметры и размеры автоматов
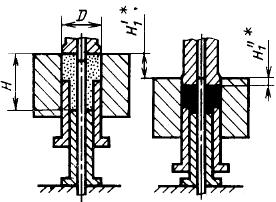
* ![]() и
и ![]()
![]() - наибольший путь прессования соответственно нижнего и верхнего пуансонов.
- наибольший путь прессования соответственно нижнего и верхнего пуансонов.
________________
![]() Соответствует оригиналу. - Примечание изготовителя базы данных.
Соответствует оригиналу. - Примечание изготовителя базы данных.
Черт.1
Примечание. Чертеж не определяет конструкцию автоматов.
Таблица 1
Размеры, мм
Наименование основных параметров и размеров | Нормы | |||||||||||||
Номинальное усилие автомата | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 | 6300 | |
Наибольшая высота засыпки порошка в матрицу | 28 | 36 | 45 | 56 | 71 | 90 | 110 | 140 | 180 | |||||
Наибольший путь прессования | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | |||||
Наибольший размер изделия в плане (диаметр описанной окружности) | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 180 | 224 | 280 | |
Регулируемая частота ходов | наибольшая, не менее | 63 | 56 | 54 | 52 | 45 | 40 | 36 | 32 | 25 | 24 | 24 | 20 | 16,4 |
наименьшая, не более | 22 | 20 | 18 | 16 | 14 | 12 | 11 | 10 | 9 | 6 | 6 | 5 | - | |
Удельный расход энергии | кВт | 1,28 | 1,12 | 1,02 | 1,14 | 0,88 | 1,59 | 0,95 | 0,92 | 1,13 | - | - | - | - |
кВт | - | - | - | - | - | - | - | - | - | 0,18 | 0,18 | 0,18 | 0,25 | |
Удельная масса, | кг | 16,65 | 15,36 | 16,0 | 15,67 | 13,56 | 15,35 | 14,56 | 14,57 | 16,16 | - | - | - | - |
кг | - | - | - | - | - | - | - | - | - | 0,74 | 0,88 | 0,80 | 0,80 | |
________________
* Определяют по формулам
для автоматов с усилием до 1000 кН:
![]() ,
, ![]() ,
,
для автоматов с усилием от 1600 до 6300 кН:
![]() ,
, ![]() ,
,
где ![]() - масса автомата (без приставного, сменного оборудования и средств механизации), кг;
- масса автомата (без приставного, сменного оборудования и средств механизации), кг; ![]() - номинальное усилие автомата, кН;
- номинальное усилие автомата, кН; ![]() - наибольшая высота засыпки порошка в матрицу, мм;
- наибольшая высота засыпки порошка в матрицу, мм; ![]() - наибольший путь прессования, мм;
- наибольший путь прессования, мм; ![]() - наибольший размер изделия в плане, мм;
- наибольший размер изделия в плане, мм; ![]() - наименьшая частота ходов, мин
- наименьшая частота ходов, мин![]() ;
; ![]() - мощность главного привода, кВт.
- мощность главного привода, кВт.
1.2. Автоматы должны обеспечивать прессование изделий простой и сложной формы с пятью переходами по высоте, из них не менее двух сверху.
1.3. Наибольшая высота засыпки порошка в матрицу и наибольший путь прессования должны обеспечиваться при наименьшей частоте ходов автомата, наименьшая высота засыпки порошка в матрицу и наименьший путь прессования должен обеспечиваться при наибольшей частоте ходов автомата и наименьшем размере изделия.
1.4. Автоматы должны комплектоваться прессующим блоком для установки инструмента.
1.5. По требованию потребителя автоматы комплектуют дополнительными прессующими блоками, а также устройствами для смены прессующих блоков и для наладки прессующих блоков вне автомата.
2. НОРМЫ ТОЧНОСТИ
2.1. Для проверок должны применяться следующие средства измерения:
линейки поверочные типа ШП и ШД класса точности 0 по ГОСТ 8026-75*;
_______________
* На территории Российской Федерации действует ГОСТ 8026-92, здесь и далее по тексту. - Примечание изготовителя базы данных.
линейки поверочные специальные типа ШП и ШД класса точности 0 по ГОСТ 8026-75;
угольники поверочные 90° типа УШ класса точности 0 по ГОСТ 3749-77;
щупы набор N 2 класса точности 1 по ГОСТ 882-75;
пластина толщиной 0,01 мм, длиной 100 мм класса точности 1 по ГОСТ 882-75;
индикаторы часового типа с ценой деления 0,01 мм класса точности 0 по ГОСТ 577-68;
индикаторы многооборотные с ценой деления 0,001 и 0,002 мм по ГОСТ 9696-82;
штативы для измерительных головок типа ШМ-I и ШМ-II по ГОСТ 10197-70.
2.2. Если конструктивные особенности автомата не позволяют произвести измерение на длине, к которой отнесен допуск, то последний должен быть определен на наибольшей возможной длине измерения по ГОСТ 24643-81.
2.3. Общие требования к условиям испытания и методам проверок на точность - по ГОСТ 15961-80*.
_______________
* На территории Российской Федерации действует ГОСТ 15961-89. - Примечание изготовителя базы данных.
2.4. Базовой поверхностью для проверок по пп.2.5.3, 2.5.4 является рабочая поверхность стола,
для проверок по пп.2.6.2, 2.6.4 - рабочая поверхность плиты крепления матрицы,
для проверок по пп.2.6.3, 2.6.5 - рабочая поверхность плиты крепления нижнего пуансона.
2.5. Нормы точности автоматов должны соответствовать указанным в пп.2.5.1-2.5.5.
2.5.1. Плоскостность рабочей поверхности стола
Черт.2. Плоскостность рабочей поверхности стола
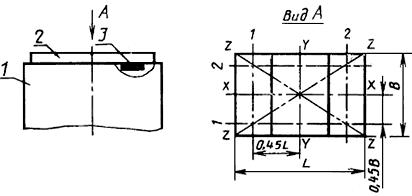
Черт.2
Допуск плоскостности 0,06 мм на длине 1000 мм.
Выпуклость не допускается.
На рабочую поверхность стола 1 устанавливают поверочную линейку 2.
Щупом 3 проверяют зазор между столом и линейкой.
Проверку проводят: в направлении ![]() по линиям 1, 2; в направлении
по линиям 1, 2; в направлении ![]() по линиям 1, 2; в направлении
по линиям 1, 2; в направлении ![]() .
.
Отклонение от плоскостности равно наибольшему значению толщины щупа.
2.5.2. Плоскостность рабочей поверхности ползуна
Черт.3. Плоскостность рабочей поверхности ползуна
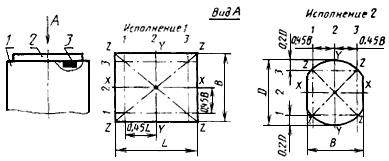
Черт.3
Допуск плоскостности 0,06 мм на длине 1000 мм.
Выпуклость не допускается.
На рабочую поверхность ползуна 1 устанавливают поверочную линейку 2.
Щупом 3 проверяют зазор между ползуном и линейкой.
Проверку проводят: в направлении ![]() по линиям 1, 2, 3; в направлении
по линиям 1, 2, 3; в направлении ![]() по линиям 1, 2, 3; в направлениях
по линиям 1, 2, 3; в направлениях ![]() .
.
Отклонение от плоскостности равно наибольшему значению толщины щупа.
Проверку проводить до установки ползуна на автомат.
Допускается проводить проверку в собранном автомате.
2.5.3. Параллельность рабочей поверхности ползуна относительно рабочей поверхности стола
Допуск параллельности в направлениях ![]() и
и ![]() 0,05 мм на длине 100 мм.
0,05 мм на длине 100 мм.
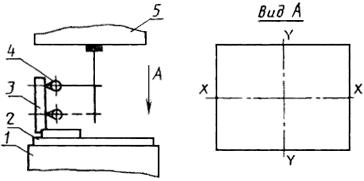
Черт.4. Параллельность рабочей поверхности ползуна относительно рабочей поверхности стола
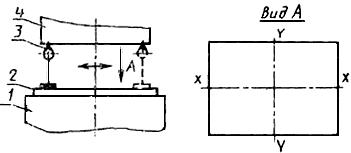
Черт.4
На рабочую поверхность стола 1 кладут поверочную линейку 2, на которую устанавливают штатив с индикатором 3 так, чтобы измерительный наконечник индикатора касался рабочей поверхности ползуна.
Проверку проводят в крайних верхнем и нижнем положениях ползуна.
Отклонение от параллельности равно наибольшей разности показаний индикатора.
2.5.4. Перпендикулярность хода ползуна относительно рабочей поверхности стола
Допуск перпендикулярности в направлениях ![]() и
и ![]() 0,03 мм на длине 100 мм.
0,03 мм на длине 100 мм.
Черт.5. Перпендикулярность хода ползуна относительно рабочей поверхности стола
Черт.5
Ползун устанавливается в крайнее верхнее положение.
На рабочую поверхность стола 1 кладут поверочную линейку 2, на которую устанавливают угольник 3. Штатив с индикатором 4 крепят к рабочей поверхности ползуна 5 так, чтобы измерительный наконечник индикатора касался измерительной поверхности угольника.
Ползун переводят в крайнее нижнее положение, определяя при этом наибольшую разность показаний индикатора.
2.5.5. Радиальное и торцовое биения маховика
Черт.6. Радиальное и торцовое биения маховика
Черт.6
Допуск радиального и торцового биения маховика должен соответствовать значениям, указанным в табл.2.
Таблица 2
мм
Диаметр маховика | Допуск биения | |
радиального | торцового | |
До 1000 | 0,1 | 0,2 |
Св. 1000 | 0,16 | 0,3 |
Индикатор 1 устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 или его торцовой поверхности.
Биение определяют как наибольшую разность показаний индикатора за один оборот маховика.
Примечание. Проверку не проводят, если маховик динамически сбалансирован.
2.6. Нормы точности прессблока должны соответствовать указанным в пп.2.6.1-2.6.5.
Прессблок проверяют совместно с автоматом.
2.6.1. Плоскостность рабочей поверхности плиты крепления матрицы
Черт.7. Плоскостность рабочей поверхности плиты крепления матрицы
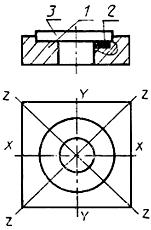
Черт.7
Допуск плоскостности в направлениях ![]() ,
, ![]() и
и ![]() для интервалов длин проверяемой поверхности, мм:
для интервалов длин проверяемой поверхности, мм:
До 100 | 0,01 | |||
Св. 100 " 160 | 0,016 | |||
" 160 " 250 | 0,02 | |||
" 250 " 400 | 0,025 | |||
Выпуклость не допускается.
На рабочую поверхность плиты крепления матрицы 1 устанавливают поверочную линейку 3.
Щупом 2 проверяют величину зазора между линейкой и плитой.
Отклонение от плоскостности равно наибольшему значению толщины щупа.
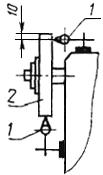
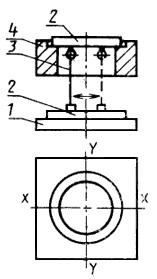
2.6.2. Параллельность рабочей поверхности плиты крепления верхнего пуансона относительно рабочей поверхности плиты крепления матрицы
Черт.8. Параллельность рабочей поверхности плиты крепления верхнего пуансона относительно рабочей поверхности плиты крепления матрицы
Черт.8
Допуск параллельности в направлениях ![]() и
и ![]() для интервалов длин проверяемой поверхности, мм:
для интервалов длин проверяемой поверхности, мм:
От 63 до 100 | 0,02 | |||
Св. 100 " 160 | 0,03 | |||
" 160 " 250 | 0,05 | |||
" 250 " 400 | 0,08 | |||
На рабочую поверхность плиты крепления матрицы 1 кладут поверочную линейку 2, на которую устанавливают штатив с индикатором 3 так, чтобы его измерительный наконечник касался рабочей поверхности плиты крепления верхнего пуансона 4.
Измерения проводят при наибольшем и наименьшем расстояниях между рабочими поверхностями плит. Отклонение от параллельности равно наибольшей разности показаний индикатора.
2.6.3. Параллельность рабочей поверхности плиты крепления нижнего пуансона относительно рабочей поверхности плиты крепления матрицы
Черт.9. Параллельность рабочей поверхности плиты крепления нижнего пуансона относительно рабочей поверхности плиты крепления матрицы
Черт.9
Допуск параллельности в направлениях ![]() и
и ![]() для интервалов длин проверяемой поверхности, мм:
для интервалов длин проверяемой поверхности, мм:
63 до 100 | 0,02 | |||
Св. 100 " 160 | 0,03 | |||
" 160 " 250 | 0,05 | |||
" 250 " 400 | 0,08 | |||
На рабочую поверхность плиты крепления нижнего пуансона 1 кладут поверочную линейку 2, на которую устанавливают штатив с индикатором 3 так, чтобы его измерительный наконечник касался поверхности линейки 2, устанавливаемой на рабочей поверхности плиты крепления матрицы.
Измерения проводят при наибольшем и наименьшем расстояниях между рабочими поверхностями плит.
Отклонение от параллельности равно наибольшей разности показаний индикатора.
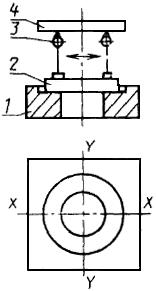
2.6.4. Перпендикулярность хода плиты крепления верхнего пуансона относительно рабочей поверхности плиты крепления матрицы
Черт.10. Перпендикулярность хода плиты крепления верхнего пуансона относительно рабочей поверхности плиты крепления матрицы
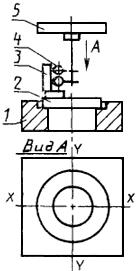
Черт.10
Допуск перпендикулярности в направлениях ![]() и
и ![]() для интервалов хода плиты, мм:
для интервалов хода плиты, мм:
40 до 63 | 0,02 | |||
63 " 100 | 0,03 | |||
" 100 " 160 | 0,05 | |||
" 160 " 250 | 0,08 | |||
" 250 " 400 | 0,1 | |||
Плиту крепления верхнего пуансона 5 устанавливают в крайнее нижнее положение.
На рабочую поверхность плиты крепления матрицы 1 кладут поверочную линейку 2, на которую устанавливают угольник 3. Штатив с индикатором 4 крепят к рабочей поверхности плиты крепления верхнего пуансона 5 так, чтобы измерительный наконечник индикатора касался измерительной поверхности угольника. Плиту крепления верхнего пуансона поднимают в крайнее верхнее положение.
Отклонение от перпендикулярности равно наибольшей разности показаний индикатора.
2.6.5. Перпендикулярность хода плиты крепления матрицы относительно рабочей поверхности плиты крепления нижнего пуансона
Черт.11. Перпендикулярность хода плиты крепления матрицы относительно рабочей поверхности плиты крепления нижнего пуансона
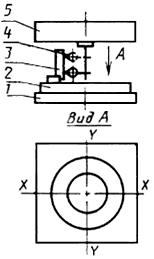
Черт.11
Допуск перпендикулярности в направлениях ![]() и
и ![]() для интервалов хода плиты, мм:
для интервалов хода плиты, мм:
63 до 100 | 0,05 | |||
Св. 100 " 160 | 0,08 | |||
" 160 " 250 | 0,12 | |||
" 250 " 400 | 0,16 | |||
Плиту крепления матрицы 5 устанавливают в крайнее нижнее положение. На рабочую поверхность плиты крепления нижнего пуансона 1 кладут поверочную линейку 2, на которую устанавливают угольник 3. Штатив с индикатором 4 крепят к плите крепления матрицы 5 так, чтобы измерительный наконечник индикатора касался измерительной поверхности угольника. Плиту крепления матрицы поднимают в крайнее верхнее положение.
Отклонение от перпендикулярности равно наибольшей разности показаний индикатора.
2.7. По требованию потребителя прессблоки к автоматам поставляются с ужесточенными нормами точности. Конкретные значения норм точности указаны в технических условиях.