ГОСТ 10210-83
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКОВЕРТЫ РУЧНЫЕ ПНЕВМАТИЧЕСКИЕ
Основные параметры
Pneumatic impact nut wrenches.
Basic parameters
ОКП 48 3332
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
РАЗРАБОТЧИКИ
В.В.Попов, Б.Г.Гольдштейн, Н.М.Кирюшин, А.Б.Лавинда, Д.Г.Пекарский, В.Г.Бойко, З.Ф.Воронина, А.В.Гайдуков, Б.Н.Волков, Э.Б.Исаев, Т.Д.Старовойтова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16 ноября 1983 г. N 5382
3. Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 10210-74
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 12.2.030-83 | 3 |
ГОСТ 380-94 | Приложение |
ГОСТ 1050-88 | То же |
ГОСТ 4543-71 | " |
ГОСТ 5915-70 | " |
ГОСТ 7798-70 | " |
ГОСТ 11371-78 | " |
ГОСТ 17770-86 | 4 |
ГОСТ 20799-88 | Приложение |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (январь 1999 г.) с Изменением N 1, утвержденным в сентябре 1989 г. (ИУС 1-90)
1. Настоящий стандарт распространяется на ударные пневматические ручные реверсивные гайковерты (далее - гайковерты) с числом ударов не менее 3 в секунду.
2. Основные параметры гайковертов при номинальном давлении сжатого воздуха 0,63 МПа должны соответствовать указанным в таблице.
Максимальный диаметр затягиваемой резьбы, мм | Момент затяжки, Н·м | Время затяжки, с, не более | Расход воздуха (за время затяжки), м | Масса (без сменной головки), кг, не более |
8 | 32 | 2 | 0,025 | 1,5 |
12 | 63 | 4 | 0,050 | 1,9 |
14 | 100 | 4 | 0,040 | 2,2 |
16 | 160 | 0,051 | 2,4 | |
18 | 250 | 6 | 0,088 | 2,7 |
20 | 400 | 0,095 | 3,6 | |
24 | 800 | 8 | 0,156 | 5,5 |
36 | 1600 | 10 | 0,204 | 8,8 |
Примечания:
1. (Исключено, Изм. N 1).
2. Значения момента и времени затяжки даны для представительных резьбовых соединений, технические требования к которым приведены в приложении.
3. Отклонение значений момента в меньшую сторону не должно превышать 10% значений, указанных в таблице; отклонения в противоположную сторону не ограничиваются.
4. Для гайковертов с регулируемым моментом затяжки момент, указанный в таблице, является верхним значением диапазона регулирования.
5. Для гайковертов с регулируемым моментом затяжки и угловых гайковертов допускается увеличивать массу (но не более 15%).
1, 2. (Измененная редакция, Изм. N 1).
3. Шумовые характеристики гайковертов - по ГОСТ 12.2.030*.
______________
* На территории Российской Федерации действует ГОСТ 12.2.030-2000. - Примечание.
Значения нормативного коэффициента использования следует устанавливать в технических условиях на машину конкретного типа, значение поправки - в паспорте.
4. Вибрационные характеристики гайковертов - по ГОСТ 17770.
ПРИЛОЖЕНИЕ (обязательное). ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРЕДСТАВИТЕЛЬНЫМ РЕЗЬБОВЫМ СОЕДИНЕНИЯМ
ПРИЛОЖЕНИЕ
Обязательное
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ПРЕДСТАВИТЕЛЬНЫМ РЕЗЬБОВЫМ СОЕДИНЕНИЯМ
1. Представительные резьбовые соединения предназначены для проверки параметров гайковертов в идентичных условиях.
2. Конструктивные элементы представительных резьбовых соединений должны соответствовать приведенным на чертеже.
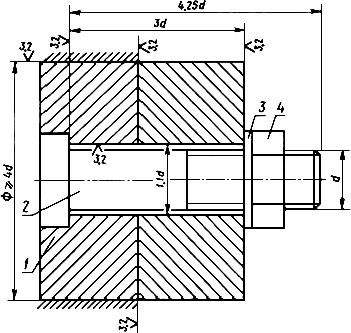
1 - втулка; 2 - болт; 3 - шайба; 4 - гайка
3. Болты должны быть выполнены по ГОСТ 7798 исполнения 1, с крупным шагом резьбы с полем допуска 8g, класс прочности 10.9, без покрытия, значения длин должны быть близкими к указанным на чертеже из ближайших стандартных длин.
4. Гайки должны быть выполнены по ГОСТ 5915 исполнения 1, с крупным шагом резьбы с полем допуска 7Н, класса прочности 12, без покрытия.
5. Шайбы должны быть выполнены по ГОСТ 11371 исполнения 1, без покрытия.
6. Предельные отклонения размеров втулок отверстий - H12, валов - 3 h12.
7. Марки материалов конструктивных элементов: болты и гайки - сталь марки 40Х по ГОСТ 4543, шайбы и втулки - сталь Ст5 по ГОСТ 380, сталь 35, сталь 45 по ГОСТ 1050.
8. Резьба должна выполняться нарезкой.
9. Втулка должна быть жестко прикреплена к станине.
10. Перед затяжкой болты, гайки и шайбы должны быть очищены от грязи, ржавчины и предохранительной смазки. Гайки должны навинчиваться на резьбу болта от руки, перед навинчиванием резьбу смазать индустриальным маслом И12, И20А, И30А, И40А по ГОСТ 20799 (по выбору), причем попадание масла на торцы гаек не допускается.