ГОСТ 10197-70
Группа П53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТОЙКИ И ШТАТИВЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК
Технические условия
Stands and supports for measuring heads. Specifications
ОКП 39 4351, 39 4352
Дата введения 1972-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.В.Высоцкий, И.А.Медовой, Н.Г.Анфимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 08.09.70 N 1387
3. ВЗАМЕН ГОСТ 10197-62
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.032-74 | 2.18 |
ГОСТ 9.303-84 | 2.18 |
ГОСТ 577-68 | 1.2, 1.3 |
ГОСТ 2789-73 | 2.6, 2.16, 2.17, 2.19 |
ГОСТ 10905-86 | 2.5 |
ГОСТ 13762-86 | 3.2, 3.3 |
МИ 1673-87 | 3б.1 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 2, 3, 4, 5, 6, утвержденными в марте 1976 г., мае 1981 г., октябре 1984 г., декабре 1985 г., январе 1991 г. (ИУС 4-76, 7-81, 1-85, 4-86, 5-91)
Настоящий стандарт распространяется на стойки, на которых устанавливают измерительную головку и контролируемое изделие, и на штативы, на которых устанавливают только измерительную головку.
Требования пп.2.7-2.9, 2.12-2.15 являются обязательными, другие требования настоящего стандарта - рекомендуемыми.
(Измененная редакция, Изм. N 5, 6).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Стойки и штативы должны изготовляться следующих типов:
C-I - стойки для измерительных головок с ценой деления 0,00005-0,0005 мм (черт.2);
C-II - стойки для измерительных головок с ценой деления 0,001-0,005 мм (черт.2);
C-III - стойки малогабаритные для измерительных головок с ценой деления 0,001-0,01 мм (черт.3);
C-IV - стойки для измерительных головок с ценой деления 0,01 мм и более (черт.4);
Ш-1 - штативы для измерительных головок с ценой деления 0,002-0,005 мм (черт.5);
Ш-II - штативы для измерительных головок с ценой деления 0,01 мм (черт.5) двух исполнений: с низкой колонкой Ш-IIН и с высокой колонкой Ш-IIВ;
Ш-III - штативы облегченные для измерительных головок с ценой деления 0,01 мм и более (черт.5);
ШМ-I - штативы с магнитным основанием для измерительных головок с ценой деления 0,002-0,005 мм (черт.6);
ШМ-II - штативы с магнитным основанием для измерительных головок с ценой деления 0,01 мм (черт.6) двух исполнений: с низкой колонкой ШМ-IIН и с высокой колонкой ШМ-IIВ;
ШМ-III - штативы облегченные с магнитным основанием для измерительных головок с ценой деления 0,01 мм и более (черт.6).
Примечание. Допускается применять измерительные головки с ценой деления, отличающейся от указанных значений, при этом должна обеспечиваться необходимая точность.
Черт.2. Типы C-I, C-II
Типы C-I, C-II
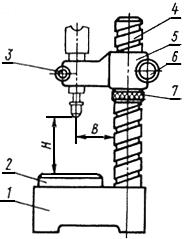
1 - основание; 2 - измерительный стол; 3 - винт зажима измерительной головки; 4 - колонка; 5 - кронштейн;
6 - винт зажима кронштейна; 7 - регулировочное кольцо
Черт.2*
_______________
* Черт.1 исключен.
Черт.3. Тип С-III
Тип С-III
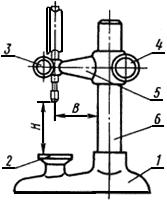
1 - основание; 2 - измерительный стол; 3 - винт зажима измерительной головки; 4 - винт зажима кронштейна;
5 - кронштейн; 6 - колонка
Черт.3
Черт.4. Тип С-IV
Тип С-IV
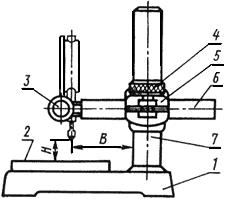
1 - основание; 2 - измерительный стол; 3 - винт зажима измерительной головки; 4 - винт зажима стержня;
5 - хомутик; 6 - стержень; 7 - колонка
Черт.4
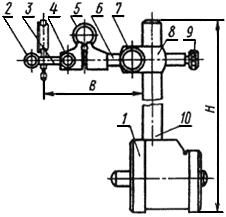
Черт.5. Типы Ш-I, Ш-II, Ш-III
Типы Ш-I, Ш-II, Ш-III
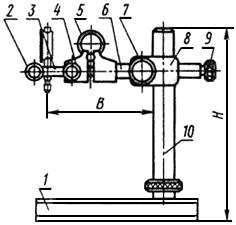
1 - основание; 2 - винт зажима измерительной головки; 3 - державка; 4 - винт зажима державки; 5 - пружинное
кольцо; 6 - стержень; 7 - зажимной винт; 8 - хомутик; 9 - винт тонкой установки на размер; 10 - колонка
Черт.5
Черт.6. Типы ШМ-I, ШМ-II, ШМ-III
Типы ШМ-I, ШМ-II, ШМ-III
1 - основание; 2 - винт зажима измерительной головки; 3 - державка; 4 - винт зажима державки; 5 - пружинное
кольцо; 6 - стержень; 7 - зажимной винт; 8 - хомутик; 9 - винт тонкой установки на размер; 10 - колонка
Черт.6
Примечание. Черт.2-6 приведены для указания основных частей и размеров стоек и штативов и не определяют их конструкции.
(Измененная редакция, Изм. N 4).
1.2. Основные параметры и размеры стоек и столов должны соответствовать указанным на черт. 2-4 и в табл.1.
Таблица 1
мм
Типы стоек | Пределы измерения по высоте | колонки | Вылет измери- тельной головки | Диаметр отверстия под измери- тельную головку (пред. откл. по H8) | Дополнительные присоединительные места под измерительную головку | Характеристика | Размеры |
C-I |
| - |
|
| По требованию заказчика диаметр 8 мм | Прямоугольный и квадратный ребристые | 100х40 или 125х125 |
C-II | 50 | Квадратный ребристый | 125х125 | ||||
С-III | 0-100 | 30 | 55 | - | Круглый гладкий | Диаметр 50 | |
C-IV | 0-250 | 40 | 25-160 | 8 | Крепление за ушко в соответствии с присоединительными размерами индикаторов по ГОСТ 577 | Прямоугольный гладкий | 160х100 |
Пример условного обозначения стойки типа C-I с диаметром отверстия под измерительную головку 28 мм и размерами стола 100х40 мм:
Стойка C-I-28-100х40 ГОСТ 10197-70
То же, типа C-III с диаметром отверстия под измерительную головку 8 мм и диаметром стола 50 мм:
Стойка С-III-8-50 ТОСТ 10197-70
1.3. Основные параметры и размеры штативов должны соответствовать указанным на черт.5, 6 и в табл.2.
Таблица 2
мм
Типы штативов | Высота колонки | Наибольший вылет измерительной головки | Диаметр отверстия под измерительную головку (пред. откл. по Н8) | Дополнительные присоединительные места под измерительную головку | |
Ш-I | 250 | 200 | - | - | |
Ш-IIН | 250 | 200 | |||
Ш-IIВ | 630 | 500 | 8 | По требованию заказчика диаметр 4 мм | Крепление за ушко в соответствии с присоединительными размерами индикаторов по ГОСТ 577 |
Ш-III | 200 | 160 | 8; 4 | - | |
ШМ-I | 250 | 200 | - | - | |
ШМ-IIН | 250 | 200 | |||
ШМ-IIВ | 630 | 500 | 8 | По требованию заказчика диаметр 4 мм | Крепление за ушко в соответствии с присоединительными размерами индикаторов по ГОСТ 577 |
ШМ-III | 200 | 160 | 8; 4 | - | |
Пример условного обозначения штатива типа Ш-II с низкой колонкой и диаметром отверстия под измерительную головку 8 мм:
Штатив Ш-IIН-8 ГОСТ 10197-70
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Стойки и штативы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 5).
2.2. Все перемещения деталей и узлов стоек и штативов должны осуществляться плавно, без заеданий.
2.3. Конструкция стоек и штативов должна обеспечивать надежное закрепление измерительной головки и подвижных деталей и узлов в установленном положении.
2.4. Конструкция штативов должна обеспечивать возможность установки измерительной головки в любом положении в пространстве, определяемом высотой колонки и предельным вылетом стержня. При этом должна быть обеспечена устойчивость штативов типов Ш-I, Ш-II, Ш-III при любом расположении измерительной головки.
2.5. Стойки и штативы не должны иметь ощутимой качки при установке их на поверочную плиту 1-го класса по ГОСТ 10905.
2.6. Усилие отрыва штативов с магнитным основанием от поверхности с параметром шероховатости ![]() =0,25 мкм по ГОСТ 2789 должно быть для штативов типов ШМ-I и ШМ-IIН не менее 300 Н, для штативов типа ШМ-III - не менее 150 Н, для штативов типа ШМ-IIВ - 1000 H.
=0,25 мкм по ГОСТ 2789 должно быть для штативов типов ШМ-I и ШМ-IIН не менее 300 Н, для штативов типа ШМ-III - не менее 150 Н, для штативов типа ШМ-IIВ - 1000 H.
(Измененная редакция, Изм. N 3, 5).
2.7. Стойки и штативы, за исключением стойки типа C-IV и штативов типов Ш-III и ШМ-III, должны иметь устройство для тонкой установки на размер (для микроподачи) в соответствии с табл.3.
Таблица 3
мм
| Наименьшее перемещение микровинта тонкой установки, не более | Общий ход микровинта тонкой установки, не менее | Допускаемое изменение показаний измерительной головки при стопорении устройства для тонкой установки на размер |
C-I | 0,0002 | 0,0002 | |
C-II | 0,0005 | 1 | 0,0005 |
C-III | 0,0020 | 0,0010 | |
Ш-1 и ШМ-I | 0,0030 | 3 | - |
Ш-II и ШМ-II | 0,0100 |
Примечания:
1. Допускается изготовление стоек типа C-II без устройства для тонкой установки на размер при условии изготовления стоек в комплекте с измерительными головками, имеющими устройство для тонкой установки на размер.
2. По требованию заказчика стойки типа C-III допускается изготовлять без устройства для тонкой установки на размер.
(Измененная редакция, Изм. N 4,6).
2.8. При наибольшем подъеме кронштейна прогиб стойки в месте крепления измерительной головки под действием усилия 2 Н, приложенного по линии измерения, не должен превышать указанных в табл.4.
Таблица 4
Типы стоек | Допускаемый прогиб стойки, мм |
C-I | 0,0001 |
С-II | 0,0005 |
C-III | 0,0005 |
C-IV | 0,0040 |
Примечания:
1. Для стоек типа C-IV прогиб указан при наибольшем вылете стержня ![]() .
.
2. При изготовлении стоек с жестким нерегулируемым столом прогиб стойки типа C-I под действием усилия 2 Н допускается до 0,00015 мм.
(Измененная редакция, Изм. N 5, 6).
2.9. При наибольшем подъеме и вылете стержня прогиб штатива в месте крепления измерительной головки под нагрузкой 1 Н, приложенной по линии измерения, не должен превышать указанных в табл.5.
Таблица 5
Типы штативов | Допускаемый прогиб штатива, мм |
Ш-I и ШМ-I | 0,002 |
Ш-IIH и ШМ-IIН | 0,005 |
Ш-IIB и ШМ-IIВ | 0,008 |
Ш-III | 0,040 |
ШМ-III |
2.10. Стойки типов C-I и C-II должны иметь устройство для перемещения кронштейна по колонке, обеспечивающее наименьшую величину перемещения не более чем на 0,05 мм.
Кронштейн этих стоек не должен опускаться под действием собственной массы и дополнительного усилия в 15 Н (при освобожденном зажиме).
2.11. Под действием усилия в 30 Н на закрепленный стол (основной и дополнительный) стоек типов C-I и C-II показание измерительной головки не должно изменяться более чем на 0,0005 мм для стоек типа C-I и 0,001 мм для стоек типа C-II, с возвращением в исходное положение после снятия нагрузки.
У стоек типов C-I и C-II с жестким нерегулируемым столом под воздействием усилия в 30 Н на стол (основной или дополнительный) изменение показаний измерительной головки не должно изменяться более чем на 0,0001 мм.
2.12. Допуск плоскостности рабочих (опорных и боковых базовых) поверхностей основания штативов типов Ш-I, Ш-II, Ш-III - 0,01 мм (допускается только вогнутость), допуск перпендикулярности боковых базовых поверхностей основания к опорной поверхности - 0,1 мм на всей высоте боковых базовых поверхностей основания.
(Измененная редакция, Изм. N 3, 6).
2.13. Допуск прямолинейности образующих колонки стоек типов C-I и C-II - 0,01 мм на всей длине.
(Измененная редакция, Изм. N 3).
2.14. Допуск перпендикулярности оси отверстия под измерительную головку к рабочей поверхности стола стоек на длине ![]() должен соответствовать указанному в табл.6.
должен соответствовать указанному в табл.6.
Таблица 6
Типы стоек | Допуск перпендикулярности столов, мм |
C-I | 0,25 |
С-II | |
C-III | 0,40 |
C-IV | 0,60 |
Примечание. Для стоек типа C-IV допуск перпендикулярности относится к плоскости, проходящей через ось стержня, перпендикулярно к рабочей поверхности стола.
2.15. Допуск плоскостности рабочей поверхности столов стоек должен соответствовать указанному в табл.7 (допускается только выпуклость).
Таблица 7
Типы стоек | Допуск плоскостности столов, мм |
C-I | 0,0006 |
C-II | 0,0010 |
C-III | 0,0010 |
C-IV | 0,0040 |
2.14, 2.15. (Измененная редакция, Изм. N 3, 6).
2.16. Твердость и шероховатость рабочей поверхности основного стола, а также дополнительно стола стоек должны соответствовать указанным в табл.8.
Таблица 8
Типы стоек | Твердость рабочей поверхности столов, | Параметры шероховатости поверхности столов стоек |
C-I | 63 НRС | 0,025 |
С-II | 61 НRС | 0,040 |
C-III | ||
C-IV | 0,160 |
2.17. Шероховатость рабочих поверхностей стоек и штативов, кроме поверхности стола стоек, должна соответствовать указанной в табл.9.
Таблица 9
Наименование поверхности | Параметры шероховатости поверхности столов стоек по |
Поверхности отверстия под измерительную головку | 1,25 |
Направляющие поверхности колонок и стержней | |
Рабочие поверхности основания штативов типов Ш-I и Ш-II | 0,63 |
2.16, 2.17. (Измененная редакция, Изм. N 2).
2.18. Наружные нерабочие поверхности деталей стоек и штативов должны иметь коррозионностойкое покрытие по ГОСТ 9.032 и ГОСТ 9.303.
(Измененная редакция, Изм. N 3, 6).
2.19. По заказу потребителя со стойками типа C-I должны изготовляться средства защиты от теплового воздействия контролера, а со стойками типа С-II - упор для ориентирования изделия при измерениях с твердостью рабочей поверхности не ниже 61 HRC![]() и шероховатостью
и шероховатостью ![]() 0,080 мкм по ГОСТ 2789.
0,080 мкм по ГОСТ 2789.
(Измененная редакция, Изм. N 2, 4).
2.20. По заказу потребителя со стойками типа C-I должны дополнительно изготовляться:
а) круглый гладкий стол диаметром не менее 90 мм с устройством для установки рабочей поверхности стола параллельно измерительной поверхности плоского наконечника головки с отклонением не более 0,0001 мм при диаметре наконечника 8 мм;
б) круглый ребристый стол диаметром не менее 60 мм со сферической вставкой, выступающей на 0,002-0,003 мм над его рабочей поверхностью;
в) круглый ребристый стол диаметром не менее 60 мм со средним ребром, выступающим над остальными ребрами на 0,0004-0,0006 мм;
г) кронштейн с присоединительным диаметром 8Н8.
По заказу потребителя со стойками типа C-II должны дополнительно изготовляться:
а) круглый гладкий стол диаметром не менее 90 мм с устройством для установки рабочей поверхности стола параллельно измерительной поверхности плоского наконечника головки с отклонением не более 0,0003 мм при диаметре наконечника 8 мм для измерения листовых материалов и деталей с уступами и выточками;
б) кронштейн с присоединительным диаметром 8Н8.
По заказу потребителя со стойками типа C-III должен дополнительно изготовляться круглый гладкий накладной столик с отверстиями диаметром от 0,4 до 3,5 мм для измерения буртиков и заплечиков мелких деталей.
2.21. По заказу потребителя к стойкам типов C-I и C-II должны изготовляться центры, приспособления для контроля ленты и проволоки. Для стоек типа C-I по заказу потребителя должны изготовляться также движки для концевых мер.
2.20, 2.21. (Измененная редакция, Изм. N 4).
2.22. Средний срок сохраняемости стоек и штативов должен быть не менее трех лет.
(Измененная редакция, Изм. N 3).
2.23. Полный средний срок службы - не менее пяти лет.
(Измененная редакция, Изм. N 5).
2.23а. (Исключен, Изм. N 6).
2.23б. Среднее время восстановления работоспособности - не более 4 ч.
(Введен дополнительно, Изм. N 5).
2.24. (Исключен, Изм. N 6).
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Стойки и штативы должны упаковываться в футляры или чехлы.
(Измененная редакция, Изм. N 3, 4).
3.2. Маркировка стоек, штативов и футляров должна производиться по ГОСТ 13762, за исключением маркировки на стойках и штативах пределов измерения и цены деления прибора.
(Измененная редакция, Изм. N 2, 6).
3.3. Упаковка, транспортирование и хранение стоек и штативов - по ГОСТ 13762.
Транспортирование стоек и штативов в контейнерах допускается производить в футлярах без упаковки в транспортную тару. При этом футляры со стойками и штативами должны быть закреплены так, чтобы исключалась возможность их перемещения.
(Измененная редакция, Изм. N 5).
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Для проверки соответствия требованиям настоящего стандарта стойки и штативы следует подвергать приемочному контролю и периодическим испытаниям.
3а.2. При приемочном контроле стойки и штативы следует проверять на соответствие требованиям пп.2.2, 2.3, 2.5-2.15, 2.16 (в части шероховатости), 2.17, 2.19 (в части шероховатости), 2.20, 2.21.
3а.1, 3а.2. (Введены дополнительно, Изм. N 3).
3а.3. Периодические испытания проводят не реже одного раза в три года не менее чем на трех стойках и трех штативах. Периодическим испытаниям следует подвергать стойки и штативы из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта, кроме пп.2.22, 2.23, 2.23б.
Показатели пп.2.22, 2.23, 2.23б должны быть подтверждены при проведении периодических испытаний результатами анализа подконтрольной эксплуатации не менее пяти стоек и пяти штативов.
Если при испытаниях будет обнаружено, что стойки и штативы соответствуют всем требованиям настоящего стандарта, то результаты периодических испытаний считают положительными.
(Измененная редакция, Изм. N 5, 6).
3б. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3б.1. Поверку стоек и штативов следует проводить по МИ 1673.
(Введен дополнительно, Изм. N 3; измененная редакция, Изм. N 6).
3б.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующих режимах: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3)% при температуре 35 °С. Выдержка в климатических камерах в каждом режиме - 2 ч. Результаты испытаний считают удовлетворительными, если все испытанные стойки соответствуют требованиям п.2.14, а штативы - п.2.9.
3б.3. При проверке влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с![]() при частоте от 80 до 120 ударов в минуту. Ящики с упакованными изделиями крепят к стенду и испытывают при общем числе ударов 15000. Результаты испытаний считают удовлетворительными, если все испытанные стойки соответствуют требованиям п.2.14, а штативы - п.2.9.
при частоте от 80 до 120 ударов в минуту. Ящики с упакованными изделиями крепят к стенду и испытывают при общем числе ударов 15000. Результаты испытаний считают удовлетворительными, если все испытанные стойки соответствуют требованиям п.2.14, а штативы - п.2.9.
3б.2, 3б.3. (Введены дополнительно, Изм. N 6).
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель гарантирует соответствие стоек и штативов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок эксплуатации штативов - 18 мес, стоек - 24 мес со дня ввода в эксплуатацию.
(Измененная редакция, Изм. N 3, 5).