ГОСТ 9726-89
(СТ СЭВ 5939-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ С КРЕСТОВЫМ СТОЛОМ
Терминология. Основные размеры. Нормы точности и жесткости
Vertical milling machines with compound table.
Terminology. Basic dimensions. Standards of accuracy and rigidity
ОКП 38 1612
Срок действия с 01.01.91
до 01.01.2001*
_______________________________
* Ограничение срока действия снято по протоколу N 7-95
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11, 1995 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Ю.А.Архипов; С.С.Кедров, канд. техн. наук; Н.П.Семченкова; Л.С.Столбов, канд. техн. наук; В.Л.Косовский, канд. техн. наук; С.А.Саванов; М.И.Коваль, канд. техн. наук; Е.С.Михайлов; В.И.Сорокин; А.М.Титов; Г.А.Игонин, канд. техн. наук; В.В.Климовский; В.Н.Алексеев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.07.89 N 2340
3. Срок проверки - 2000 г., периодичность проверки - 10 лет
4. Стандарт соответствует СТ СЭВ 5939-87 в части основных размеров
5. Стандарт соответствует международному стандарту ИСО 1984-82 (по определяющим показателям)
6. Взамен ГОСТ 9191-83, ГОСТ 9726-83 и ГОСТ 21610-82 (в части фрезерных вертикальных станков с крестовым столом)
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на которые дана ссылка | Номер пункта |
ГОСТ 8-82 | 3.1 |
ГОСТ 6569-75 | 2.1 |
ГОСТ 6636-69 | 2.2, 2.3, 2.4, 2.6, 4.5 |
ГОСТ 7035-75 | 5.1 |
ГОСТ 8032-84 | 3.4 |
ГОСТ 22267-76 | 3.4.1-3.4.10, 3.4.12-3.4.15, 4.4 |
ГОСТ 23597-79 | 2.1 |
ГОСТ 24644-81 | 2.1 |
ГОСТ 25443-82 | 4.1 |
ГОСТ 25889.1-83 | 4.8 |
ГОСТ 25889.2-83 | 4.5 |
ГОСТ 25889.3-83 | 4.6, 4.8 |
ГОСТ 25889.4-86 | 4.8 |
ГОСТ 27218-87 | 2.1 |
ГОСТ 27491-87 | 2.1 |
ГОСТ 27843-88 | 3.4.16 |
Настоящий стандарт распространяется на фрезерные вертикальные станки с крестовым столом общего назначения классов точности Н, П и В, в том числе на станки с копировальным устройством, с программным управлением, многоцелевые фрезерно-расточные станки и гибкие производственные модули на их базе, изготавливаемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на специальные и специализированные станки.
1. ТЕРМИНОЛОГИЯ
1. ТЕРМИНОЛОГИЯ
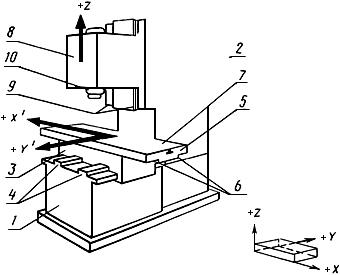
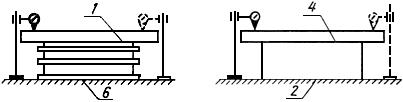
1 - станина; 2 - стойка; 3 - салазки; 4 - направляющие салазок; 5 - стол; 6 - направляющие стола;
7 - рабочая поверхность стола; 8 - шпиндельная бабка; 9 - направляющие шпиндельной бабки;
10 - передний конец шпинделя
Черт.1
2. ОСНОВНЫЕ РАЗМЕРЫ
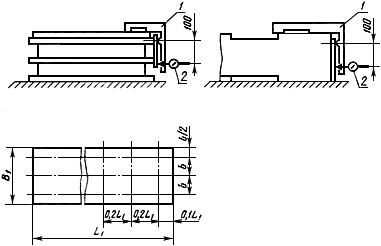
2.1. Основные и присоединительные размеры станков должны соответствовать указанным на черт.2 и в табл.1.
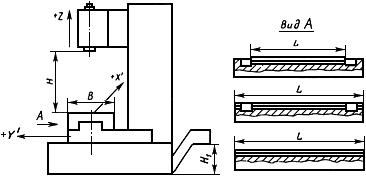
Черт.2
Примечание. Черт.1 и 2 не определяют конструкции станков.
Таблица 1
Размеры в мм
Размеры рабочей поверхности стола | Ширина | 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
Длина | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |
Наибольшее перемещение по координатам, не менее |
| Равно длине | ||||||
| 250 | 320 | 400 | 500 | 630 | 800 | 1000 | |
| 280 | 380 | 480 | 560 | 650 | 750 | 850 | |
(275) | (350) | (430) | (530) | (625) | (775) | (875) | ||
250* | 320* | 400* | 400* | 500* | 630* | 800* | ||
Наибольшее расстояние | 400 | 500 | 600 | 710 | 800 | 900 | 1000 | |
(375) | (450) | (530) | (630) | (750) | ||||
450* | 500* | 560* | 630* | 710* | 800* | 1000* | ||
Т-образные пазы по ГОСТ 6569 | Ширина | 12; 14 | 14; 18 | 18; 22 | 22; 28 | |||
Расстояние между пазами | 40; 63; (80); 50 | 50; 63; (80) | 50; 80; (100) | 63; 100; (80) | 100; 125; (160) | 100; 160; (125) | 100; 200 | |
Конец шпинделя по ГОСТ 24644 с конусностью 7:24 | 30; 40 | 40; 50 | 50; 60 | |||||
Высота | 560* | 750* | ||||||
Число автоматически сменяемых столов-спутников для ГПМ, не менее | 2 | |||||||
Число управляемых осей координат, не менее | 3 | |||||||
Число одновременно управляемых осей координат, не менее | 2 | |||||||
________________
* Размеры для гибких производственных модулей.
Примечание. Размеры, указанные в скобках, для нового проектирования не применять.
Обозначение и положительное направление осей координат - по ГОСТ 23597.
Основные и присоединительные размеры столов-спутников - по ГОСТ 27218.
Неуказанные основные размеры для гибких производственных модулей - по ГОСТ 27491.
2.2. Длину рабочей поверхности стола допускается увеличивать по ряду Ra 20 по ГОСТ 6636.
2.3. Наибольшее перемещение по координатам ![]() ,
, ![]() ,
, ![]() и наибольшее расстояние
и наибольшее расстояние ![]() допускается увеличивать по ряду Ra 40 по ГОСТ 6636.
допускается увеличивать по ряду Ra 40 по ГОСТ 6636.
2.4. Наибольшее перемещение по координате ![]() допускается уменьшать по ряду Ra 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в табл.1 с
допускается уменьшать по ряду Ra 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в табл.1 с ![]() 2.
2.
2.5. Перемещение по координате ![]() должно быть симметричным относительно оси шпинделя с допускаемым отклонением до 0,06 В.
должно быть симметричным относительно оси шпинделя с допускаемым отклонением до 0,06 В.
2.6. В станках с копировальным устройством длину рабочей поверхности стола допускается увеличивать, а наибольшее перемещение по координате ![]() уменьшать по ряду Ra 10 по ГОСТ 6636, но не более чем в 2 раза по сравнению с указанными в табл.1 и п.2.2.
уменьшать по ряду Ra 10 по ГОСТ 6636, но не более чем в 2 раза по сравнению с указанными в табл.1 и п.2.2.
3. ТОЧНОСТЬ СТАНКА
3.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2. Методы проверки точности станков, указанные в настоящем стандарте как предпочтительные, следует применять в качестве обязательных в случае возникновения разногласий между изготовителем и потребителем в оценке качества станков.
3.3. Подвижные рабочие органы, не перемещаемые при проведении проверок, закрепляют в соответствии с нормативно-технической документацией на станок.
3.4. Нормы точности станков не должны превышать значений, указанных в пп.3.4.1-3.4.18.
Для станков класса точности В показатели точности с допусками, ужесточенными в 1,26-1,6 раза по сравнению с допусками класса точности П, устанавливают по согласованию между изготовителем и потребителем.
Нормы точности шпинделей угловых головок не должны превышать значений, указанных в пп.3.4.12-3.4.15 более чем в 1,6 раза для соответствующего класса. При пересчетах значения допусков следует округлять до ближайшего значения по ряду R 10 ГОСТ 8032.
3.4.1. Прямолинейность рабочей поверхности стола, стола-спутника
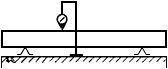
Черт.3
Черт.4
Черт.5
Черт.6
Таблица 2
Длина измерения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
250 | 12 | 8 |
Св. 250 до 400 | 16 | 10 |
400 " 630 | 20 | 12 |
630 " 1000 | 25 | 16 |
" 1000 " 1600 | 30 | 20 |
" 1600 " 2500 | 40 | 25 |
" 2500 " 4000 | 50 | 30 |
Примечания:
1. Для столов с длиной до 1600 мм и столов-спутников выпуклость не допускается, для столов с длиной свыше 1600 мм выпуклость допускается не более ![]() от допуска по табл.2.
от допуска по табл.2.
2. Для копировальных станков допуск распространяется на часть рабочей поверхности стола, предназначенной для базирования обрабатываемых деталей.
Измерение - по ГОСТ 22267 (разд.4, предпочтительно методы 3, 4 или 6), черт.3-5. Рекомендуемое расположение сечений и точек измерения по черт.6.
Стол устанавливают в среднее положение в продольном и попоперечном направлениях. Измерения выполняют в трех продольных и трех поперечных сечениях (среднем и двух крайних) и двух диагональных.
Допускается для столов с соотношением ![]() свыше 2 измерения в диагональных сечениях не производить.
свыше 2 измерения в диагональных сечениях не производить.
Расстояние между точками измерения равно ![]() , но не менее 100 мм;
, но не менее 100 мм; ![]() .
.
Для станков с длиной рабочей поверхности стола свыше 1000 мм поперечные сечения должны быть расположены на расстоянии 2![]() . Количество сечений должно быть не менее трех.
. Количество сечений должно быть не менее трех.
При необходимости выбора другого расположения сечений или точек измерения из-за расположения Т-образных пазов и каналов для отвода смазочно-охлаждающей жидкости, расположение их указывают в нормативно-технической документации станка.
3.4.2. Постоянство углового положения рабочей поверхности стола при его перемещении:
а) в продольном направлении;
б) в поперечном направлении
Черт.7
Таблица 3
Длина перемещения, мм | Допуск, мм/м (угловые секунды), для станков классов точности | |
Н | П | |
400 | 0,02 (4) | 0,012 (2,5) |
Св. 400 до 1600 | 0,03 (6) | 0,02 (4) |
1600 " 2500 | 0,04 (8) | 0,025 (5) |
Измерение - по ГОСТ 22267 (разд.13, предпочтительно метод 1), черт.7.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению рабочего перемещения.
На рабочей поверхности стола в средней его части перпендикулярно направлению перемещения устанавливают уровень.
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,2 длины хода стола.
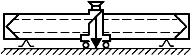
3.4.3. Прямолинейность и параллельность траектории продольного и поперечного перемещений стола относительно его рабочей поверхности
Черт.8
Черт.9
Таблица 4
Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
250 | 12 | 8 |
Св. 250 до 400 | 16 | 10 |
400 " 630 | 20 | 12 |
630 " 1000 | 25 | 16 |
" 1000 " 1600 | 30 | 20 |
" 1600 " 2500 | 40 | 25 |
Измерение - по ГОСТ 22267 (разд.6, предпочтительно методы 1а или 1б), черт.8 и 9.
Измерение проводят в среднем сечении стола.
Наконечник измерительного прибора в продольном и поперечном направлениях располагают по оси шпинделя.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Стол перемещают на всю длину хода.
Допуски прямолинейности и параллельности рабочей поверхности стола траектории его перемещения при измерении по методу 1б (черт.9) принимают с увеличением в 1,6 раза от значений, указанных в табл.4.
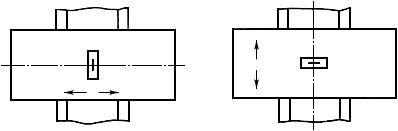
3.4.4. Прямолинейность траектории перемещения стола в продольном и поперечном направлениях в горизонтальной плоскости
Черт.10
Черт.11
Таблица 5
Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 250 | 8 | 5 |
Св. 250 до 400 | 10 | 6 |
400 " 630 | 12 | 8 |
630 " 1000 | 16 | 10 |
" 1000 " 1600 | 20 | 12 |
" 1600 " 2500 | 25 | 16 |
Измерение - по ГОСТ 22267 (разд.3, предпочтительно методы 1б или 3), черт.10 или 11.
При перемещении стола свыше 1600 мм допускается проводить измерение с помощью специальной линейки.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или струну устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину хода.
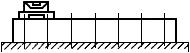
3.4.5. Постоянство расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза (контрольной кромки)
Черт.12
Таблица 6
Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 630 | 20 | 12 |
Св. 630 до 1000 | 25 | 16 |
1000 " 1600 | 30 | 20 |
1600 " 2500 | 40 | 25 |
Измерение - по ГОСТ 22267 (разд.24, предпочтительно метод 2), черт.12.
Стол устанавливают в среднее положение в поперечном направлении.
Стол перемещают на всю длину продольного перемещения, но не более длины паза.
Измерение проводят по обеим боковым сторонам направляющего паза стола.
Допускается между столом и измерительным прибором располагать плоско параллельную концевую меру длины (плитку).
3.4.6. Перпендикулярность направления поперечного перемещения стола к направлению его продольного перемещения
Черт.13
Допуск в мкм на длине перемещения 300 мм для станков классов точности:
Н | 20 |
П | 12 |
Измерение - по ГОСТ 22267 (разд.8, предпочтительно метод 1), черт.13.
Стол в продольном направлении устанавливают в среднее положение.
Поверочный угольник (раму) измерительной гранью располагают посередине рабочей поверхности стола.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещений стола по обеим координатам при выверке поверочного угольника и при выполнении измерений принимают одинаковыми.
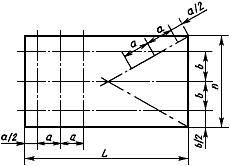
3.4.7. Перпендикулярность направления поперечного перемещения стола направлению его продольного перемещения при обходе контура прямоугольной рамки (рекомендуемая)
Черт.14
Таблица 7
Поперечное перемещение, мм | Допуск, мкм, для станков классов точности | ||
наибольшее | контролируемое | Н | П |
До 250 | 125 | 16 | 10 |
Св. 250 до 400 | 160 | 20 | 12 |
400 " 630 | 200 | 25 | 16 |
630 " 1000 | 250 | 30 | 20 |
Измерение - по ГОСТ 22267 (разд.8, предпочтительно метод 1), черт.14.
Стол в продольном направлении устанавливают в положение, смещенное от среднего, поочередно в обе стороны на величину равную ![]() его продольного хода, но не более 400 мм.
его продольного хода, но не более 400 мм.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещения стола при установке в продольном направлении и при измерении должны соответствовать направлениям перемещений по схеме обработки изделия.
3.4.8. Прямолинейность траектории продольного и поперечного перемещений стола в вертикальной плоскости (рекомендуемая)
Черт.15
Таблица 8
Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
250 | 8 | 5 |
Св. 250 до 400 | 10 | 6 |
400 " 630 | 12 | 8 |
630 " 1000 | 16 | 10 |
" 1000 " 1600 | 20 | 12 |
" 1600 " 2500 | 25 | 16 |
Измерение - по ГОСТ 22267 (разд.3, предпочтительно метод 1б), черт.15.
При перемещении стола св. 1600 мм используют специальную линейку.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или специальную линейку устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину.
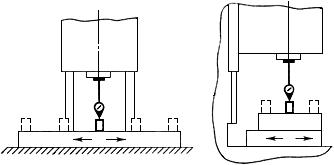
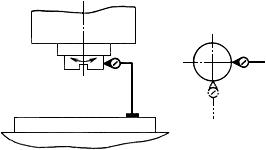
3.4.9. Перпендикулярность оси вращения шпинделя к рабочей поверхности стола в плоскостях, параллельной и перпендикулярной к продольному перемещению стола
Черт.16
Таблица 9
Ширина стола, мм | Длина измерения | Допуск, мкм, для станков классов точности | |
Н | П | ||
До 630 | 300 | 16 | 12 |
Св. 630 | 500 | 25 | 20 |
В плоскости, перпендикулярной к продольному перемещению стола | |||
Измерение - по ГОСТ 22267 (разд.10, предпочтительно метод 1), черт.16.
Стол устанавливают в среднее положение в продольном и поперечном направлениях.
Поверочную линейку устанавливают в середине стола.
Шпиндельную бабку устанавливают в среднее положение.
Для станков с поворотной шпиндельной бабкой измерение проводят только в плоскости, перпендикулярной к продольному перемещению стола.
Допускается проводить измерения перпендикулярности оси вращения шпинделя к направлению перемещения стола - по ГОСТ 22267 (разд.9, предпочтительно метод 3).
Поверочную линейку в направлении, перпендикулярном проверяемому, устанавливают по оси шпинделя по ГОСТ 22267 (разд.3, метод 1а).
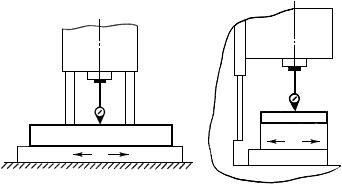
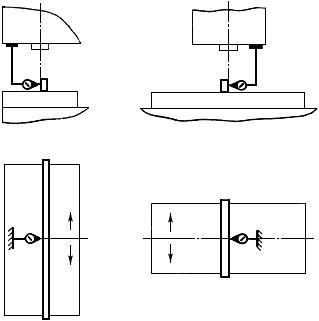
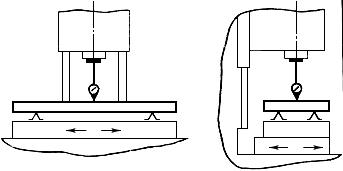
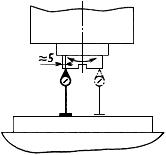
3.4.10. Прямолинейность и перпендикулярность траектории вертикального перемещения шпиндельной бабки к рабочей поверхности стола в продольном и поперечном направлениях
Черт.17
Черт.18
Таблица 10
Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
Св. 250 до 400 | 20 | 12 |
400 " 630 | 25 | 16 |
630 " 1000 | 30 | 20 |
Измерение - по ГОСТ 22267 (разд.9, предпочтительно метод 1а), черт.17.
Стол устанавливают в среднее положение в продольном и поперечном направлениях.
Поверочный угольник в направлении, перпендикулярном проверяемому, располагают по оси шпинделя.
Шпиндельную бабку перемещают на всю длину хода без остановки и закрепления.
Измерения проводят в двух взаимноперпендикулярных вертикальных плоскостях, параллельных продольному и поперечному перемещениям стола.
Допускается проводить измерения прямолинейности и перпендикулярности траектории перемещения шпиндельной бабки к направлению перемещения стола по ГОСТ 22267 (разд.8, предпочтительно методы 2 или 3), черт.18.
Поверочный угольник с линейкой в направлении, перпендикулярном проверяемому, располагают по оси шпинделя. Допускается устанавливать два поверочных угольника с линейками на одинаковом минимальном расстоянии от поперечной плоскости, проходящей через ось шпинделя. В этом случае отклонение определяют как наибольшую алгебраическую разность алгебраических полусумм одновременно фиксируемых показаний обоих измерительных приборов.
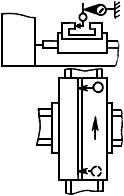
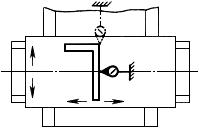
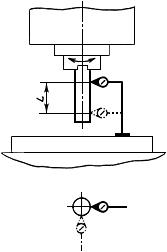
3.4.11. Параллельность плоскости поворота шпиндельной бабки относительно направления продольного перемещения стола (для станков с поворотной шпиндельной бабкой)
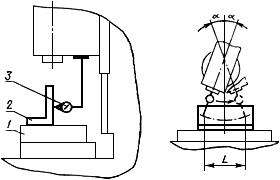
Черт.19
Допуск в мкм на длине перемещения ![]() 300 мм для станков классов точности:
300 мм для станков классов точности:
Н | 20 |
П | 12 |
Стол 1 (черт.19) устанавливают в среднее положение в продольном и поперечном направлениях.
Шпиндельную бабку устанавливают в среднее положение в направлении вертикального перемещения.
Поверочный угольник 2 устанавливают в продольном направлении в средней части стола со средним пазом и выверяют параллельно направлению продольного перемещения стола. Шпиндельную бабку поворачивают на угол 2![]() так, чтобы наконечник измерительного прибора 3 касался измерительной поверхности угольника в двух точках, расположенных на длине 300 мм.
так, чтобы наконечник измерительного прибора 3 касался измерительной поверхности угольника в двух точках, расположенных на длине 300 мм.
Отклонение от параллельности равно алгебраической разности показаний измерительного прибора в двух точках на заданной длине измерения.
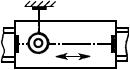
3.4.12. Осевое биение шпинделя
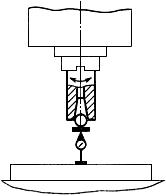
Черт.20
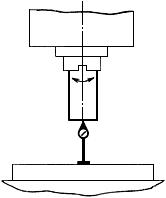
Черт.21
Таблица 11
Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
65 | 8 | 5 |
Св. 65 до 100 | 10 | 6 |
100 " 160 | 12 | 8 |
Измерение - по ГОСТ 22267 (разд.17, предпочтительно метод 1), черт.20 или 21.
3.4.13. Торцовое биение опорного торца шпинделя (для станков с базированием фрез по торцовой поверхности)
Черт.22
Таблица 12
Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
65 | 12 | 8 |
Св. 65 до 100 | 16 | 10 |
100 " 160 | 20 | 12 |
Измерение - по ГОСТ 22267 (разд.18), черт.22.
3.4.14. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)
Черт.23
Таблица 13
Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 100 | 8 | 6 |
Св. 100 до 160 | 10 | 8 |
Измерение - по ГОСТ 22267 (разд.15, предпочтительно метод 1), черт.23.
3.4.15. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии ![]()
Черт.24
Таблица 14
Диаметр наружной центрирующей поверхности шпинделя, мм | Номер пункта |
| Допуск, мкм, для станков классов точности | |
Н | П | |||
До 100 | 3.4.15а | - | 8 | 6 |
3.4.15б | 150 | 12 | 10 | |
Св. 100 до 160 | 3.4.15а | - | 10 | 8 |
3.4.15б | 300 | 20 | 16 | |
Измерение - по ГОСТ 22267 (разд.15, предпочтительно метод 2), черт.24.
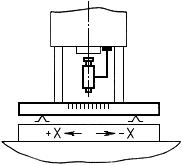
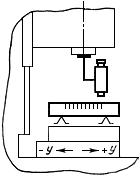
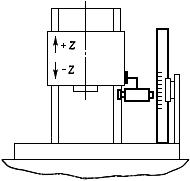
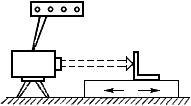
3.4.16. Точность линейного позиционирования стола и бабки (для станков с программным управлением):
а) точность одностороннего позиционирования ![]() и
и ![]() (табл.15);
(табл.15);
б) повторяемость одностороннего позиционирования ![]() и
и ![]() (табл.16);
(табл.16);
в) точность двустороннего позиционирования А (табл.17)
г) повторяемость двустороннего позиционирования ![]() (табл.18);
(табл.18);
д) максимальная зона нечувствительности ![]() (табл.19); (подпункты в, г вводятся в действие с 01.07.91)
(табл.19); (подпункты в, г вводятся в действие с 01.07.91)
Черт.25
Черт.26
Черт.27
Черт.28
Таблица 15
Длина перемещения, мм | Допуск ( | |
Н | П | |
До 125 | 25 | 16 |
Св. 125 до 400 | 30 | 20 |
400 " 1000 | 40 | 25 |
" 1000 " 2500 | 50 | 30 |
Таблица 16
Ширина стола, мм | Допуск ( | |
Н | П | |
До 400 | 12 | 10 |
Св. 400 до 630 | 16 | 12 |
630 " 1000 | 20 | 16 |
Таблица 17
Длина перемещения, мм | Допуск (А), мкм, для станков классов точности | |
Н | П | |
До 125 | 30 | 20 |
Св. 125 до 400 | 40 | 25 |
400 " 1000 | 50 | 30 |
" 1000 " 2500 | 80 | 50 |
Таблица 18
Ширина стола, мм | Допуск ( | |
Н | П | |
До 400 | 16 | 12 |
Св. 400 до 630 | 20 | 16 |
630 " 1000 | 25 | 20 |
Таблица 19
Длина перемещения, мм | Допуск ( | |
Н | П | |
До 125 | 6 | 4 |
Св. 125 до 400 | 8 | 5 |
400 " 1000 | 12 | 8 |
" 1000 " 2500 | 20 | 12 |
Примечания:
1. Допуски по оси ![]() в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл.15-19, но не более чем в 1,6 раза для соответствующего класса.
в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл.15-19, но не более чем в 1,6 раза для соответствующего класса.
2. Допуски для станков класса точности П, оснащенных системами косвенного измерения положения рабочих органов, увеличивают по сравнению с указанными в табл.15-19 в 1,6 раза, но не более чем у станков класса точности Н.
Измерение - по ГОСТ 27843* (разд.3, предпочтительно методы 1 или 4), черт.25-28.
_______________
* На территории Российской Федерации действует ГОСТ 27843-2006. - Примечание изготовителя базы данных.
Образцовую штриховую меру устанавливают в центре стола (черт.25 и 26) на высоте равной не более 0,3![]() (где
(где ![]() - наибольшее расстояние от торца шпинделя до рабочей поверхности стола).
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола).
Микроскоп в перпендикулярном к проверяемому направлении располагают возможно ближе к оси шпинделя.
При измерении точности позиционирования шпиндельной бабки в вертикальном направлении (ось ![]() ) микроскоп располагают на уровне торца шпинделя, а образцовую штриховую меру в поперечном направлении располагают по оси шпинделя (черт.27).
) микроскоп располагают на уровне торца шпинделя, а образцовую штриховую меру в поперечном направлении располагают по оси шпинделя (черт.27).
Измерение проводят по каждой координате на всей длине хода проверяемых узлов станка. Интервалы между точками измерения примерно равны 0,1 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают от начала и конца измеряемого перемещения на расстоянии примерно равном 0,1 от величины интервала между точками измерения.
3.4.17. Стабильность положения инструмента при его повторной автоматической установке в шпиндель:
а) в радиальном направлении;
б) в осевом направлении
Черт.29
Таблица 20
Диаметр наружной центрирующей поверхности шпинделя, мм | Номер пункта |
| Допуск, мкм, для станков класса точности | |
Н | П | |||
До 100 | 3.4.17а | 150 | 8 | 4 |
3.4.17б | - | 8 | 4 | |
Св. 100 до 160 | 3.4.17а | 300 | 12 | 6 |
3.4.17б | - | 10 | 5 | |
В шпинделе 1 (черт.29) станка устанавливают и закрепляют контрольную оправку 3.
Измерительные приборы 2 и 4 устанавливают на столе станка и фиксируют начальные показания.
Вращением шпинделя с оправкой определяют наибольшее показание прибора 4.
Для станков с фиксированием шпинделя в одном положении после автоматической установки инструмента допускается при измерении в осевом направлении вращение шпинделя не производить.
Шпиндельную бабку отводят в положение смены инструмента. Оправку переносят в магазин, а затем вновь устанавливают в шпиндель.
Число повторных измерений - не менее пяти.
Отклонение положения оправки определяют по формуле
![]() ,
,
где ![]() -
- ![]() -oe отклонение;
-oe отклонение;
| |||
| |||
| |||
| |||
Стабильность положения инструмента определяют как наибольшую разность отклонений (размаха) положений оправки для числа повторных измерений равного пяти
![]()
3.4.18. Стабильность автоматической установки стола-спутника на стол станка (вводится в действие с 01.07.92)
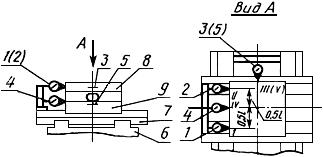
Черт.30
Таблица 21
Ширина стола-спутника, мм |
| Допуск, мкм, для станков класса точности П |
До 400 | 150 | 10 |
Св. 400 до 1000 | 300 | 16 |
Измерение проводят с помощью столов-спутников (образцового стола-спутника) и измерительных приборов.
Измерения проводят в плоскости, параллельной рабочей поверхности стола-спутника, в двух взаимно перпендикулярных направлениях, параллельных осям координат.
Измерительные приборы 1, 2 и 4 (черт.30) устанавливают на салазках 7 так, чтобы измерительные наконечники измерительных приборов 1 и 2 касались боковой стороны стола-спутника 8, перпендикулярной направлению перемещения стола 9 по салазкам 7, в сечениях I и II, расположенных на расстоянии 0,5 от оси симметрии стола-спутника 8, и были перпендикулярны ей, а измерительный наконечник измерительного прибора 4 - соответствующей стороны стола 9 в сечении IV, расположенном по оси симметрии стола 9, и был перпендикулярен ей.
Измерительные приборы 3 и 5 устанавливают на станине 6 так, чтобы измерительный наконечник измерительного прибора 3 касался боковой стороны стола-спутника 8, перпендикулярной направлению перемещения салазок 7 по станине 6 в сечении III, расположенном по оси симметрии стола-спутника 8 и был перпендикулярен ей, а измерительный наконечник измерительного прибора 5 - соответствующей стороны салазок 7 или стола 9, в том же сечении и был перпендикулярен ей.
В позиции измерения фиксируют начальные показатели ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() измерительных приборов 1-5, после чего стол перемещают в позицию смены столов-спутников, где производят автоматическое снятие стола-спутника со станка и его повторную установку на стол. Затем стол возвращают в позицию измерения, где вновь проводят измерение.
измерительных приборов 1-5, после чего стол перемещают в позицию смены столов-спутников, где производят автоматическое снятие стола-спутника со станка и его повторную установку на стол. Затем стол возвращают в позицию измерения, где вновь проводят измерение.
В случае несовпадения позиций смены и измерения погрешность позиционирования в позицию смены учитывают с помощью измерительных приборов 4 и 5, или одного из них.
Линейные отклонения по двум взаимно перпендикулярным осям координат ![]() и
и ![]() при каждом
при каждом ![]() -ом измерении определяют по формулам:
-ом измерении определяют по формулам:
![]() ;
;![]() .
.
В приведенных выше формулах ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - показания измерительных приборов 1-5 при
- показания измерительных приборов 1-5 при ![]() -ом измерении.
-ом измерении.
По результатам измерений определяют наибольшую разность отклонений (размаха) для числа повторных измерений не менее пяти
![]() ;
;
![]()
В качестве показателя стабильности автоматической установки стола-спутника принимают наибольшее из значений ![]() ,
, ![]() .
.
Допускается измерение в двух взаимно перпендикулярных направлениях проводить раздельно в каждом направлении.
Допускается жесткое закрепление измерительных приборов 1-3 на столе-спутнике.
4. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
4.1. Общие требования к образцам-изделиям - по ГОСТ 25443.
4.2. Нормы точности образцов-изделий для станков классов точности Н и П не должны превышать значений, указанных впп.4.4-4.8.
Для станков класса точности В показатели точности с допусками, ужесточенными в 1,6 раза по сравнению с допусками класса точности П, устанавливаются по согласованию между изготовителем и потребителем.
4.3. Форма и размеры образцов-изделий. Форма и размеры образцов-изделий для станков с ручным и программным управлением в соответствии с черт.31.
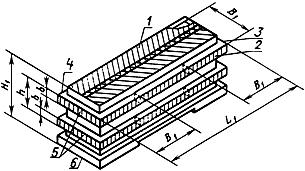
Черт.31
Размеры чугунного образца-изделия (черт.31) принимают равными ![]() , но не более 250 мм;
, но не более 250 мм; ![]() 0,5, но не более 1000 мм;
0,5, но не более 1000 мм; ![]() , но не более 120 мм;
, но не более 120 мм; ![]() ,
, ![]() 16 мм.
16 мм.
Допускаемые отклонения размеров от номинального значения ±10%.![]() ,
, ![]() ,
, ![]() - соответственно ширина рабочей поверхности стола, продольный ход стола и наибольшее расстояние от рабочей поверхности стола до торца шпинделя.
- соответственно ширина рабочей поверхности стола, продольный ход стола и наибольшее расстояние от рабочей поверхности стола до торца шпинделя.
Поверхности 2 и 4 образца могут быть прерывистыми.
Образец устанавливают в середине стола и закрепляют.
Подвижные узлы станка по закреплению находятся в состоянии, предусмотренном для выполнения точных работ.
Обработку поверхности 1 проводят торцовыми фрезами, не менее чем за два прохода с перекрытием не более 10 мм.
При обработке вертикальных поверхностей каждую полосу обрабатывают отдельно с перестановкой шпиндельной бабки по вертикали.
Все обработанные поверхности 1-5 должны соответствовать требованиям, указанным в пп.4.4-4.
4.4. Прямолинейность поверхностей 1, 2 и 4
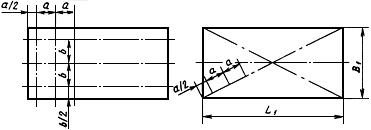
Черт.32
Черт.33
Черт.34
Черт.35
![]() - расстояние между точками измерения в продольном и диагональном направлениях;
- расстояние между точками измерения в продольном и диагональном направлениях; ![]() , но не менее 80 мм;
, но не менее 80 мм; ![]() .
.
Таблица 22
Длина измерения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 100 | 8 | 5 |
Св. 100 до 160 | 10 | 6 |
160 " 250 | 12 | 8 |
250 " 400 | 16 | 10 |
400 " 630 | 20 | 12 |
630 " 1000 | 25 | 16 |
Измерение - по ГОСТ 22267 (разд.4, предпочтительно методы 3 или 4), черт.33.
Измерение поверхности 1 проводят на поверочной плите или на столе станка в незажатом положении.
Измерения поверхности 1 проводят в продольном, поперечном и диагональном сечениях (черт.32).
Измерения поверхностей 2 и 4 проводят в продольном сечении на поверочной плите (черт.34).
При длине измерения св. 250 мм допускается проводить измерения по черт.35.
4.5. Параллельность верхней поверхности 1 относительно поверхности 6, поверхности 4 относительно поверхности 2
Черт.36
Черт.37
Таблица 23
Длина измерения, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 100 | 10 | 6 |
Св. 100 до 160 | 12 | 8 |
160 " 250 | 16 | 10 |
250 " 400 | 20 | 12 |
400 " 630 | 25 | 16 |
630 " 1000 | 30 | 20 |
Измерение - по ГОСТ 25889.2 (предпочтительно методы 1 или 2), черт.36 или черт.37.
Допуск на отклонение от взаимной параллельности поверхностей 4 и 2 принимают с уменьшением в 1,26 раза от значений, указанных в табл.23, выбирая его значения из ряда Ra 10 по ГОСТ 6636.
4.6. Перпендикулярность поверхности 1 к поверхностям 3, 4 и 5, поверхностей 3 - к 4 и 4 - к 5
Черт.38
Допуск в мкм на длине измерения 100 мм для станков классов точности:
Н | 16 |
П | 10 |
Измерение - по ГОСТ 25889.3 (предпочтительно метод 2), черт.38.
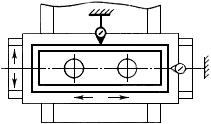
4.7. Точность межосевых расстояний отверстий образца-изделия (для станков с программным управлением, за исключением копировальных станков)
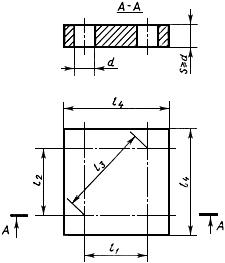
Черт.39
Таблица 24
мм
Ширина стола |
|
|
|
|
|
До 400 | 80 | 84 | 116 | 145 | 20 |
Св. 400 до 1000 | 100 | 105 | 145 | 175 | 30 |
Применяют образец-изделие в виде пластины прямоугольной формы (черт.39). Материал: серый чугун или сталь.
Таблица 25
Межосевое расстояние, мм | Допуск, мкм, для станков классов точности | |
Н | П | |
До 125 | 50 | 30 |
Св. 125 до 200 | 65 | 40 |
Образец-изделие с окончательно обработанными базовыми поверхностями устанавливают в центре стола и проводят предварительную и чистовую обработку отверстий диаметром ![]() .
.
Измерения проводят с использованием координатно-измерительной машины, микроскопа либо специального приспособления, предназначенного для измерения межосевых расстояний.
Погрешность межосевых расстояний равна разности заданного и фактического расстояний между осями любых двух отверстий.
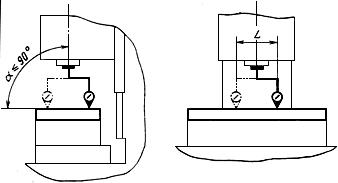
4.8. Точность обработки образца-изделия на станках, оснащенных устройством контурного программного управления (за исключением копировальных станков; пп.4.8.1-4.8.4 вводятся в действие с 01.07.92)
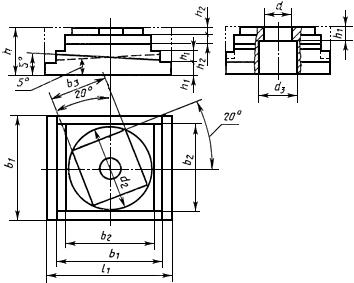
Черт.40
Примечания:
1. Отверстие ![]() должно быть предварительно выполнено в заготовке.
должно быть предварительно выполнено в заготовке.
2. Для станков, не имеющих по оси ![]() перемещений в следящем режиме, поверхность под углом 5° не обрабатывается.
перемещений в следящем режиме, поверхность под углом 5° не обрабатывается.
3. Допускается выполнение на образце-изделии крепежных отверстий (пазов).
Таблица 26
мм
Ширина стола |
|
|
|
|
|
|
|
|
|
До 400 | 140 | 110 | 78 | 180 | 100 | 25 | 15 | 65 | 70 |
Св. 400 до 1000 | 260 | 220 | 155 | 320 | 120 | 30 | 20 | 100 | 100 |
Допускаемые отклонения размеров от номинального значения ±15% | |||||||||
Для контрольной обработки используют предварительно обработанный образец-изделие (черт.40) из чугуна, стали или алюминиевого сплава. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
Таблица 27
Наименование проверки | Ширина стола, мм | Допуск, мкм, для станков классов точности | |
Н | П | ||
4.8.1. Точность формы отверстия: | а) 16, б) 25 | а) 10, б) 16 | |
Св. 400 до 1000 | а) 20, б) 30 | а) 12, б) 20 | |
а) круглость; | |||
4.8.2. Прямолинейность боковых поверхностей повернутого параллелепипеда | До 400 | 25 | 16 |
Св. 400 до 1000 | 30 | 20 | |
4.8.3. Перпендикулярность боковых поверхностей повернутого параллелепипеда | До 400 | 40 | 25 |
Св. 400 до 1000 | 50 | 30 | |
4.8.4. Точность положения наклонной под углом 5° поверхности | До 400 | 40 | 25 |
Св. 400 до 1000 | 50 | 30 | |
4.8.5. Круглость наружной цилиндрической поверхности | До 400 | 50 | 30 |
Св. 400 до 1000 | 65 | 40 | |
Примечания:
1. Допускается проводить измерение по пп.4.8.1-4.8.3, 4.8.5 на отдельных образцах-изделиях с размерами по табл.26. В этом случае обработку образца-изделия (черт.40 и табл.26) не производят, а по п.4.8.5 обрабатывают не менее трех образцов-изделий, обеспечив при этом охват всей рабочей зоны.
2. В случае увеличения допусков согласно примечаниям 1 и 2 к измерению 3.4.16 допуски по п.4.8.5 увеличивают во столько же раз.
Обработку образца-изделия проводят по контрольной программе в следующем порядке:
черновое фрезерование до получения окончательной формы образца-изделия с припуском на чистовую обработку;
сверление, рассверливание и предварительное растачивание (расфрезеровка) отверстия ![]() ;
;
чистовое растачивание отверстия ![]() ;
;
чистовое фрезерование торцовой поверхности повернутого под углом 20° параллелепипеда в три прохода с обеспечением ширины фрезерования (полос) примерно равной 0,3 стороны торцовой поверхности;
чистовое фрезерование боковых поверхностей повернутого параллелепипеда;
чистовое фрезерование наружной цилиндрической поверхности диаметром ![]() ;
;
чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной ![]() и поверхностей, параллельных основанию образца-изделия;
и поверхностей, параллельных основанию образца-изделия;
чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной ![]() и поверхностей, наклонных под углом 5° к основанию образца-изделия.
и поверхностей, наклонных под углом 5° к основанию образца-изделия.
Измерение следует проводить: по пп.4.8.1а и 4.8.5 - по ГОСТ 25889.1 (предпочтительно метод 1 или 2); по п.4.8.1б - по ГОСТ 25889.4; по п.4.8.2 - с использованием прибора для измерения длин, установленного так, чтобы измерительный наконечник касался проверяемой боковой поверхности параллелепипеда (в среднем сечении) и перемещающегося по поверочной линейке, установленной так, чтобы показания измерительного прибора были одинаковыми на концах проверяемой боковой поверхности.
Отклонение от прямолинейности равно наибольшей алгебраической разности показаний прибора для измерения длин:
по п.4.8.3 - по ГОСТ 25889.3 (предпочтительно метод 2);
по п.4.8.4 - на поверочной плите с использованием универсальных измерительных средств либо специального контрольного приспособления.
Отклонение равно алгебраической разности фактической и расчетной разновысотности точек, расположенных на расстоянии 5 мм от края среднего сечения наклонной поверхности.
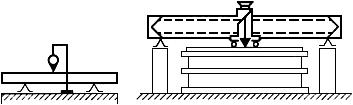
5. ЖЕСТКОСТЬ СТАНКА
5.1. Общие условия испытаний станков - по ГОСТ 7035.
5.2. Нормы жесткости и величина нагружающей силы для станков классов точности Н и П не должны превышать значений, указанных в табл.29.
Для станков класса точности В показатели жесткости с допусками, равными допускам для станков класса точности П, устанавливают по согласованию между изготовителем и потребителем.
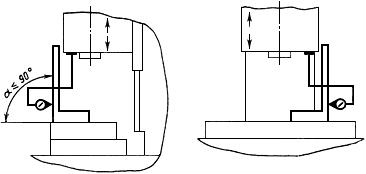
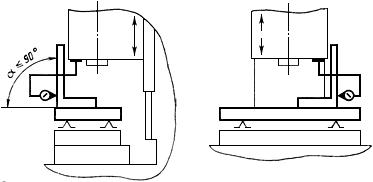
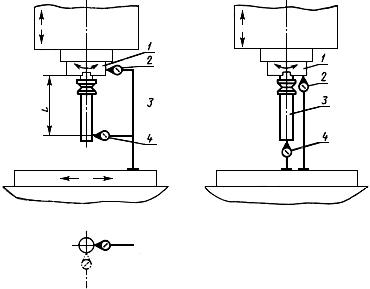
5.3. Перемещение под нагрузкой стола относительно оправки, закрепленной в шпинделе (кроме копировальных, многоцелевых фрезерно-расточных станков и гибких производственных модулей):
а) в вертикальном направлении (по оси ![]() );
);
б) в горизонтальном направлении (по оси ![]() )
)
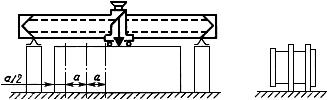
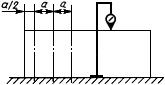
Положение узлов станка, координаты точки приложения и направления действия силы должны соответствовать указанным на черт.41, 42 и в табл.28.
Для станков с ![]() до 500 мм Для станков с
до 500 мм Для станков с ![]() свыше 500 мм
свыше 500 мм
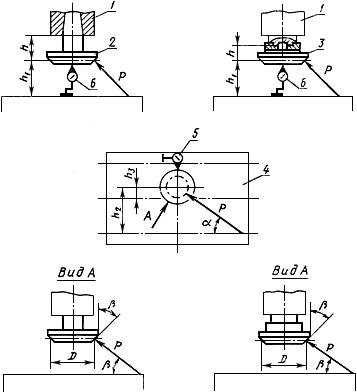
Черт.41
Направление действия силы ![]() на оправку
на оправку
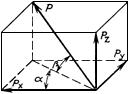
Черт.42
![]() 40° - угол между проекцией нагружающей силы на горизонтальную плоскость
40° - угол между проекцией нагружающей силы на горизонтальную плоскость ![]() и направлением продольной подачи стола;
и направлением продольной подачи стола;![]() 30° - угол между направлением нагружающей силы и ее проекцией на горизонтальную плоскость
30° - угол между направлением нагружающей силы и ее проекцией на горизонтальную плоскость ![]() .
.
Таблица 28
мм
Наименование размеров | Значение | |||||||
Ширина стола | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | |
Диаметр оправки | 100 | 125 | 160 | 200 | 250 | 320 | 420 | |
Расстояние | с оправкой 2 | 67 | 80 | 95 | 112 | - | - | - |
с оправкой 3 | - | - | - | - | 70 | 75 | 85 | |
Расстояние | с оправкой 2 | 112 | 120 | 130 | 140 | - | - | - |
с оправкой 3 | - | - | - | - | 220 | 280 | 360 | |
Расстояние | 67 | 80 | 95 | 112 | - | - | - | |
Расстояние | - | - | - | - | 55 | 70 | 90 | |
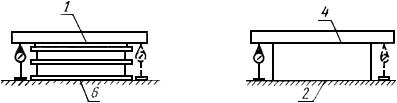
В шпиндель 1 (черт.41) станка вместо фрезы жестко закрепляют оправку 2 или 3, диаметр ![]() которой в точке приложения силы должен соответствовать указанному в табл.28.
которой в точке приложения силы должен соответствовать указанному в табл.28.
На столе устанавливают устройство для создания нагружающей силы ![]() , которую измеряют рабочим динамометром с измерительным устройством. Направление действия силы
, которую измеряют рабочим динамометром с измерительным устройством. Направление действия силы ![]() определяется углами
определяется углами ![]() и
и ![]() .
.
Стол станка устанавливают в среднее положение перемещением в направлении противоположном действию силы ![]() .
.
Шпиндельную бабку устанавливают в заданное положение движением вниз.
При испытании станка с ручным управлением подвижные узлы закрепляют.
Испытания станка с программным управлением проводят как при работе приводов подач подвижных узлов в режиме программного управления, так и при закрепленном состоянии тех подвижных узлов, для которых оно предусмотрено в станке для силового резания.
Таблица 29
Станки с шириной стола | Класс точности станка | Нагружающая сила, | Наибольшее допускаемое перемещение, | |
горизонтальном | вертикальном | |||
250 | Н | 5,0 | 0,28 | 0,32 |
П | 4,0 | 0,48 | 0,20 | |
320 | Н | 8,0 | 0,32 | 0,36 |
П | 6,3 | 0,20 | 0,22 | |
400 | Н | 12,5 | 0,36 | 0,40 |
П | 10,0 | 0,22 | 0,25 | |
500 | Н | 20,0 | 0,40 | 0,45 |
П | 16,0 | 0,25 | 0,28 | |
630 | Н | 25,0 | 0,45 | 0,50 |
П | 20,0 | 0,28 | 0,32 | |
800 | Н | 31,5 | 0,50 | 0,56 |
П | 25,0 | 0,32 | 0,36 | |
1000 | Н | 42,5 | 0,56 | 0,63 |
П | 33,5 | 0,36 | 0,40 | |
Примечание. В технически обоснованных случаях допускается уменьшение нагружающей силы.
После установки всех измерительных приборов между столом и оправкой создают плавно возрастающую до заданной величины силу ![]() . После этого фиксируют показания приборов 5 и 6.
. После этого фиксируют показания приборов 5 и 6.
Относительное перемещение определяют как среднее арифметическое двух измерений. Перед вторым измерением шпиндельной бабке, столу сообщают перемещение с последующей установкой в заданное положение, а шпиндель поворачивают на 180°.
Поворотную шпиндельную бабку устанавливают так, чтобы ось шпинделя была перпендикулярна рабочей поверхности стола.