ГОСТ 9542-89
Группа К76
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАРТОН ОБУВНОЙ И ДЕТАЛИ ОБУВИ ИЗ НЕГО
Общие технические условия
Cardboard for footwear and detailes made of the same. General specifications
ОКП 54 420, 87 3200
Срок действия с 01.01.91
до 01.01.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11-12, 1994 год). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством легкой промышленности СССР
РАЗРАБОТЧИКИ СТАНДАРТА
В.В.Чучаев (руководитель темы), Л.А.Самохина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.08.89 N 2593
3. Срок первой проверки - 1995 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 9542-87, ГОСТ 4.421-86, ОСТ 17-72-85, ОСТ 17-112-85, ТУ 17-21-94-76
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 4.3.2 |
ГОСТ 5072-79 | 4.3.2 |
ГОСТ 7376-84* | 2.6 |
_______________ | |
ГОСТ 7691-81 | 2.5; 2.6; 5.1 |
ГОСТ 9186-76 | 3.1; 4.1 |
ГОСТ 10354-82 | 2.6 |
ГОСТ 11373-88 | 1.2; 1.3; 1.5 |
ГОСТ 14192-77* | 2.5.3 |
_______________ | |
ГОСТ 16266-70 | 2.6.2 |
ГОСТ 16966-71 | 2.6 |
ГОСТ 23251-83 | 1.3 |
ТУ 17-21-406-82 | 2.6.1 |
ТУ 17-1400-75 | 2.6 |
Настоящий стандарт распространяется на картон обувной и детали обуви из него (задники, стельки, полустельки, подложки, простилки, геленки, кранцы, подпяточники и другие детали).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. В зависимости от назначения картон изготовляют следующих видов и марок, указанных в табл.1.
Таблица 1
Вид | Марка | Назначение для | |
детали | обуви | ||
З | ЗМ | Задник | Модельная |
ЗП | Повседневная и детская, кроме дошкольной | ||
ЗДШ | Дошкольная | ||
ЗЮ | Детали для жесткого пласта задника | Юфтевая | |
ЗД | Домашняя | ||
СО | СОМ | Основная стелька и другие детали, выполняющие функцию основной стельки | Модельная |
СОП | Повседневная, юфтевая, детская, кроме дошкольной | ||
СОД | Домашняя | ||
СВ | СВМП | Вкладная стелька | Модельная и повседневная, детская |
СВП | Повседневная и детская, домашняя и дорожная | ||
СВЮ | Юфтевая | ||
ПС | ПСМ | Полустелька | Модельная и высококаблучная повседневная |
ПСП | Повседневная и детская | ||
ПСД | Домашняя | ||
ПД | - | Подложка | Юфтевая |
ГЛ | - | Геленок и другие детали, выполняющие функцию геленка | Все виды |
ПР | - | Простилка | Все виды |
ПЛ | - | Платформа | Все виды, кроме модельной |
К | - | Каркас | Модельная и повседневная |
Примечание. Допускается в пределах одного вида картона использовать марки с более высокими физико-механическими показателями для изготовления деталей в обуви другого назначения.
1.1.1. В зависимости от плотности картона марки делятся на модификации с присвоением им порядкового номера (например, ЗМ-1, ЗМ-2).
1.1.2. Примеры условных обозначений:
Картон марки ЗМ-1 для задников модельной обуви толщиной 2,2 мм:
Картон ЗМ-1 2,2 ГОСТ 9542
То же, для картона марки СОП-1 для основной стельки для повседневной обуви толщиной 2,2 мм:
Картон СОП-1 2,2 ГОСТ 9542
1.2. В зависимости от классификационного признака задники подразделяют в соответствии с табл.2.
Таблица 2
Классификационный признак | Конструктивный признак | Характеристика конструктивного признака |
Полувозрастная группа обуви | Размер | По ГОСТ 11373 |
Фасон | Конфигурация | По шаблону, колодке |
Степень заформованности | Неформованный | Задник, не прошедший операцию формования |
Полуформованный | Задник, прошедший операцию формования, без четкой грани нижнего края | |
Формованный | Задник, полностью прошедший операцию формования с четкой гранью нижнего края в пяточной части | |
Длина крыла | Особоукороченный | 0,20-0,24 длины стопы |
Укороченный | 0,25-0,36 длины стопы | |
Обычный | 0,37-0,52 длины стопы | |
Удлиненный | 0,53-0,60 длины стопы | |
Конфигурация крыла для левой и правой полупары | Асимметричный | Конфигурация левого и правого крыла различна |
Симметричный | Конфигурация левого и правого крыла одинакова |
Примечание. Длина крыла является конструктивным признаком, используемым при моделировании задников, и контролю не подлежит.
1.3. В зависимости от классификационного признака стельки, полустельки и другие детали подразделяют в соответствии с табл.3.
Таблица 3
Классификационный признак | Конструктивный признак | Характеристика конструктивного признака |
Половозрастная группа обуви | Размер | По ГОСТ 11373 |
Фасон | Конфигурация | По шаблону, колодке |
Функциональное назначение | Основные | По ГОСТ 23251 |
Вкладные | ||
Структура материала | Одинарные | По ГОСТ 23251 |
Комбинированные | ||
Дополнительная обработка (формование) | Плоские | По ГОСТ 23251 |
Формованные |
1.4. Картон изготовляют в листах или рулонах.
Размеры листа выбирают в соответствии с табл.4 и 5.
Таблица 4
мм | |
Длина листа (машинное направление) | |
Номин. | Пред. откл. |
800 | ±20 |
840 | |
880 | |
920 | |
960 | |
1000 | |
1040 | |
1080 | |
1120 | |
1160 | |
1200 | |
Таблица 5
мм | |
Ширина листа | |
Номин. | Пред. откл. |
760 | ±20 |
800 | |
840 | |
880 | |
920 | |
960 | |
1000 | |
1040 | |
1080 | |
1120 | |
1160 | |
1200 | |
Рулонный картон изготовляют шириной 240, 260, 280, 300 и 320 мм с предельным отклонением ±5 мм.
1.4.1. Толщина картона указана в табл.6.
Таблица 6
мм | ||
| Толщина | |
Номин. | Пред. откл. | |
ЗМ, ЗП | 1,7 | ±0,2 |
2,2 | ||
ЗДШ | 1,6 | ±0,2 |
ЗЮ | 2,1 | ±0,2 |
ЗД | 1,5 | ±0,2 |
СОМ | 1,7 | ±0,2 |
2,2 | ||
СОП, СОД | 1,7 | ±0,2 |
2,2 | ||
2,7 | ||
СВМП | 0,9 | ±0,2 |
1,4 | ||
СВП | 1,4 | ±0,2 |
СВЮ | 1,7 | ±0,2 |
ПСМ | 2,2 | ±0,2 |
2,7 | ||
ПСП | 1,7 | ±0,2 |
2,2 | ||
2,7 | ||
ПСД | 2,0 | ±0,2 |
2,5 | ||
ПД | 2,5 | ±0,2 |
ГЛ | 2,8 | ±0,2 |
ПР | 1,5 | ±0,2 |
2,0 | ||
2,5 | ||
ПЛ | 2,2 | ±0,2 |
К | 1,0 | ±0,2 |
Примечание. Требования п.1.4 не распространяются на картон, используемый предприятием-изготовителем при внутренней переработке в детали.
1.5. Детали должны выпускаться в соответствии с размерами обуви по ГОСТ 11373.
1.5.1. Задники должны выпускаться для обуви одного или нескольких смежных размеров.
1.5.2. Предельное отклонение высоты формованного задника от номинального значения должно быть ±1 мм.
1.5.3. Разнотолщинность задников, стелек и полустелек не должна превышать ±0,1 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Картон и детали должны изготовляться в соответствии с требованиями настоящего стандарта, технических описаний, шаблонами и колодками, образцами-эталонами по технологическим регламентам, утвержденным в установленном порядке.
2.1.1. Перечень требований, предусматриваемых техническими описаниями, указан в приложении 1.
2.2. Требования к картону
2.2.1. Номенклатура показателей качества картона определяется в соответствии с табл.7.
Таблица 7
| Вид картона | ||||||||
З | СО | СВ | ПС | ПД | ГЛ | ПР | ПЛ | К | |
1. Плотность | + | + | + | + | + | + | + | + | + |
2. Жесткость при статическом изгибе: | |||||||||
в машинном направлении | + | + | + | + | + | + | + | + | + |
в поперечном направлении | + | - | - | - | - | - | - | - | - |
3. Предел прочности при растяжении после замачивания в воде: | |||||||||
в машинном направлении | + | - | - | - | - | - | - | - | - |
в поперечном направлении | + | + | + | + | + | - | - | - | - |
4. Относительное удлинение при растяжении в сухом состоянии: | |||||||||
в машинном направлении | + | - | - | - | - | - | - | - | - |
в поперечном направлении | + | + | + | + | - | - | - | - | - |
5. Намокаемость за 2 ч | + | + | + | - | - | + | - | - | - |
6. Изменение линейных размеров при увлажнении или высушивании: | |||||||||
в машинном направлении | - | + | + | + | + | - | - | - | - |
в поперечном направлении | - | + | + | - | - | - | - | - | |
7. Гигроскопичность | - | + | + | - | - | - | - | + | |
8. Влагоотдача | - | + | + | - | - | - | - | + | |
9. Влажность | + | + | + | + | + | + | - | - | |
10. Истираемость во влажном состоянии в поперечном направлении | - | + | + | + | - | - | - | - | - |
11. Формуемость | - | ± | - | - | - | - | - | - | - |
12. Формоустойчивость | - | ± | - | - | - | - | - | - | - |
Примечания:
1. Знак "+" означает применяемость, "-" - неприменяемость, "±" - ограниченную применяемость соответствующего показателя.
2. Показатели по пп.11 и 12 применяются для картона марок СОМ и СОП-1.
2.2.2. По физико-механическим показателям картон должен соответствовать требованиям табл.8.
Таблица 8
Наименование показателя | Значение |
1. Плотность (номинал), г/см | |
ПС | 1,10 |
З, ГЛ | 1,00 |
СО | 0,95 |
СВ, ПД, ПЛ, К | 0,80 |
ПР | 0,70 |
2. Жесткость при статическом изгибе, Н: | |
в машинном направлении для видов: | |
З (кроме ЗЮ) | 10-56 |
ЗЮ | 33-60 |
СО | 10-75 |
СВ | 2-45 |
ПС | 10-180 |
ПД | 21-70 |
ГЛ | 53-90 |
ПР | 5-51 |
ПЛ | 20-40 |
К | 4-12 |
в поперечном направлении | 7-50 |
3. Предел прочности при растяжении после замачивания в воде, МПа, не менее: | |
в машинном направлении | 5 |
в поперечном направлении | 3 |
4. Относительное удлинение при растяжении в сухом состоянии, %: | |
в машинном направлении | 10-45 |
в поперечном направлении, для видов: | |
З | 15-60 |
СО | 14-28 |
СВ, ПС | 12-48 |
5. Намокаемость за 2 ч, %, не более, для видов: | |
З | 45 |
СО | 50 |
СВ | 55 |
ГЛ | 30 |
6. Истираемость во влажном состоянии, мм/мин, не более, в поперечном направлении: | |
для всех марок (кроме СОМ) | 2,75 |
СОМ | 1,2 |
7. Изменение линейных размеров при увлажнении или высушивании, %, не более: | |
в машинном направлении, для видов: | |
СО, ПС | 1,5 |
СВ | 2,5 |
ПД | 2,0 |
в поперечном направлении, для видов: | |
СО, ПС | 2,0 |
СВ | 3,0 |
8. Гигроскопичность, %, не менее, для видов: | |
СО | 2,5 |
СВ, К | 3,0 |
9. Влагоотдача, %, не менее | 1,0 |
10. Влажность, %, не менее, для видов: | |
З | 8 |
СО, СВ, ПС | 4 |
ПД | 9 |
ПР, ГЛ | 6 |
11. Формуемость, мм, не менее | 48 |
12. Формоустойчивость, мм, не менее | 46 |
Примечания:
1. Предельное отклонение номинального значения показателя по п.1 на все виды картона, кроме видов СВ и ПР, должно быть ±0,10 г/см![]() , для видов СВ и ПР - ±0,20 г/см
, для видов СВ и ПР - ±0,20 г/см![]() .
.
2. Допускается до 01.01.93 по согласованию с потребителем для картона марок СОП-3 и ПСП-2 увеличение норм по показателю изменения линейных размеров при увлажнении или высушивании до 2,5% для машинного направления и 3,0% - для поперечного.
2.2.3. На 1 м![]() поверхности картона допускаются воздушные пузыри, сдиры, складки, вмятины, включения не более чем в двух местах с обеих сторон общей площадью не более 2 дм
поверхности картона допускаются воздушные пузыри, сдиры, складки, вмятины, включения не более чем в двух местах с обеих сторон общей площадью не более 2 дм![]() .
.
Примечание. Указанные требования не распространяются на картон, используемый предприятием-изготовителем при внутренней переработке в детали.
2.2.4. Картон изготовляют оклеенным или не оклеенным текстилем.
2.3. Требования к задникам
2.3.1. Предельное отклонение размеров неформованных задников от размеров контрольных шаблонов не должно превышать ±1,0 мм.
2.3.2. На нижнем крае задников должны быть технологические просечки:
в пяточной части - для всех видов обуви;
в крыльях - для рантовой обуви.
2.3.3. Задники по всему периметру должны быть спущены.
2.3.4. Формованные задники не должны оседать.
2.3.5. Формованные задники должны прилегать к пяточной части контрольной колодки при закреплении рукой в крыльях.
Допускается неприлегание задника к контрольной колодке в верхней спущенной части для формованных задников - не более 1 мм, для полуформованных, укороченных, особоукороченных задников и мужских задников размеров 310-315-320-325 - не более 2 мм.
2.3.6. Поверхность задников не должна иметь пузырей, сдиров, включений, заусенцев, выхватов, недорубов.
На поверхности задников допускается шероховатость по спущенному краю, следы маркировки картона.
На поверхности формованных и полуформованных задников допускаются заформованные складки, следы от выбрасывателя на затяжной кромке.
Выпуклость на грани затяжной кромки (веревочка) и по линии заднего профиля (шпора) на поверхности формованных и полуформованных задников допускается по образцам, согласованным между изготовителем и потребителем.
2.4. Требования к другим деталям
2.4.1. Предельное отклонение размеров деталей от размеров контрольных шаблонов не должно превышать ±1,0 мм.
2.4.2. Формованные стельки и стельки с полустельками должны прилегать к следу колодки после крепления.
2.4.3. Поверхность деталей не должна иметь пузырей, сдиров, включений. Края не должны расслаиваться и не иметь заусенцев, выхватов, недорубов.
2.4.4. На деталях из картона, оклеенных текстилем, не должно быть местного отслаивания.
2.5. Маркировка картона - по ГОСТ 7691 со следующим дополнением:
на каждый лист картона наносят следующие реквизиты:
вид или марку картона;
номер партии;
стрелку, указывающую машинное направление.
Маркировка кипы (рулона) картона дополнительно должна содержать длину и ширину листа (номинал), количество квадратных метров в кипе (номинал), количество листов в кипе.
Допускается не указывать порядковый номер кипы (рулона), массу брутто и нетто.
Изменяющиеся реквизиты ярлыка вносят четко от руки.
Вид или марку картона допускается наносить отдельно с помощью штампа или этикетки.
Ярлык должен оформляться на русском языке. Допускается дополнительно наносить реквизиты на национальном языке республики или автономного округа, на территории которых находится предприятие-изготовитель.
Примечание. Требования к маркировке не распространяются на картон, используемый предприятием-изготовителем при внутренней переработке в детали.
2.5.1. Маркировка задников
2.5.1.1. Задники должны иметь обозначения, определяющие размер и фасон.
2.5.1.2. Размеры обозначаются просечками на крыле задника с полевой стороны или клеймением в пяточной части. Форма и количество просечек должны соответствовать приложению 2.
2.5.1.3. Обозначение фасонов задников, кроме неформованных, по группам обуви должно производиться клеймами на полевой стороне снаружи или внутри задника.
2.5.2. Маркировка других деталей.
2.5.2.1. Детали должны иметь обозначения, определяющие размер.
Размеры обозначаются просечками:
на стельках с внутренней стороны по пяточному закруглению;
на полустельках и других деталях по прямому срезу.
Форма и количество просечек должны соответствовать приложению 3.
2.5.2.2. Допускается наносить просечки, обозначающие размер, с внутренней стороны в пучках или геленочной части.
2.5.2.3. Допускается для импортных обувных потоков выпускать стельки в штихмассовой системе нумерации. Форма, количество и место расположения просечек устанавливаются по согласованию с организацией - разработчиком шаблона.
2.5.3. Транспортная маркировка - по ГОСТ 14192.
2.5.4. На каждую коробку с деталями с торцевой стороны наклеивают ярлык с указанием:
наименования организации, в систему которой входит предприятие-изготовитель;
наименования предприятия-изготовителя и его товарного знака;
фасона детали;
марки картона, из которого изготовлены детали;
размера детали;
количества пар деталей;
номера упаковщика (формовщика, сортировщицы, контролера ОТК);
даты выпуска;
обозначения настоящего стандарта;
манипуляционного знака "Боится сырости".
2.5.4.1. Ярлык должен быть выполнен типографским или машинописным способом. Изменяющиеся реквизиты могут вноситься четко от руки.
Ярлык должен оформляться на русском языке. Допускается дополнительно наносить реквизиты на национальном языке республики или автономного округа, на территории которых находится предприятие-изготовитель.
2.6. Упаковка картона - по ГОСТ 7691 со следующими дополнениями:
Допускается кипу закрывать двумя листами упаковочного картона по ТУ 17-1400 или гофрированного картона по ГОСТ 7376 по одному сверху и снизу кипы.
Допускается не упаковывать кипы картона при транспортировании их в крытых транспортных средствах или при внутригородских перевозках на открытых машинах. При перевозках картона на открытых машинах его укрывают брезентом по ГОСТ 16966 или полиэтиленовой пленкой по ГОСТ 10354.
Рулонный картон должен быть намотан на втулку, концы рулона должны быть закреплены. Рулон должен быть упакован в полиэтиленовую или поливинилхлоридную пленку по нормативно-технической документации.
Примечание. Требования к упаковке не распространяются на картон, используемый предприятием-изготовителем при внутренней переработке в детали.
2.6.1. Детали одного вида, размера и фасона упаковывают в коробки по ТУ 17-21-406.
2.6.1.1. При упаковывании задники, кроме неформованных, должны укладываться в пачки следующим образом:
формованные, кроме особоукороченных, - по два последовательно вложенных друг в друга одноименных задника разных пар вставляют друг в друга крыльями навстречу;
формованные особоукороченные - не более десяти последовательно вложенных друг в друга;
полуформованные - по пять последовательно вложенных друг в друга одноименных задников разных пар вставляют друг в друга крыльями навстречу.
2.6.1.2. Стельки, полустельки и стельки с полустельками одной группы толщины складывают в пачки по 20, 30, 40 пар.
2.6.1.3. Пачки деталей, неформованные задники, полустельки полупарами укладывают в ряд по всей длине коробки. Другие детали укладывают в коробки по 500-2000 пар.
2.6.1.4. Общая масса коробки с формованными или полуформованными задниками не должна быть более 25 кг, с неформованными задниками, стельками, полустельками и другими деталями - 40 кг.
2.6.2. Коробка должна обвязываться техническим шпагатом по ГОСТ 16266, полипропиленовым шпагатом из пленочной нити, шнуром по нормативно-технической документации или другим обвязочным материалом, состоящим из всех видов волокон, кроме натуральных.
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 9186.
3.2. Показатели: намокаемость, относительное удлинение при растяжении в сухом состоянии, гигроскопичность, влагоотдача, изменение линейных размеров при увлажнении или высушивании, истираемость во влажном состоянии - изготовитель определяет не реже одного раза в месяц, формуемость и формоустойчивость - не реже одного раза в сутки.
3.3. Показатель устойчивости задников к оседанию определяется изготовителем не реже двух раз в месяц.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы испытаний - по ГОСТ 9186 со следующим дополнением: для испытания формованных задников по показателю "Устойчивость к оседанию" они должны быть подготовлены следующим образом: задники высотой более 50 мм обрезают до 50 мм соответственно; укороченные и особоукороченные задники закрепляют в зажимах с помощью дополнительных конструктивных элементов.
4.2. Четкость грани формованного и полуформованного задника определяют визуально по наличию ребра жесткости.
4.3. Формуемость и формоустойчивость
Сущность метода заключается в изгибании образца картона под действием нагрузки, выдерживании его в течение заданного времени в изогнутом состоянии и измерении высоты изогнутой части образца.
4.3.1. Метод отбора образцов
Из каждого листа пробы вырезают или вырубают в машинном направлении по два образца в виде прямоугольных полосок шириной (30±1) мм и длиной (100±1) мм.
4.3.2. Аппаратура
Для проведения испытаний применяют:
пресс-форму, представляющую собой матрицу 2 и пуансон 1 (черт.1). Угол матрицы и пуансона должен быть 90°±15'. На опорной поверхности матрицы симметрично ее центру должны быть нанесены риски ![]() и
и ![]() , расстояние между которыми равно (100±1) мм;
, расстояние между которыми равно (100±1) мм;
термошкаф, обеспечивающий поддержание в рабочем объеме температуры не ниже 100 °С;
набор грузов общей массой (6,00±0,05) кг.
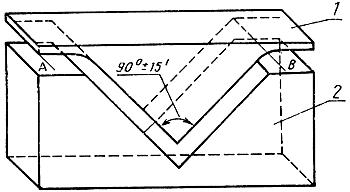
Черт.1
Допускается применять приспособление типа ФСТМ, выполненное в виде реверсора с пресс-формой, в которой рабочий угол матрицы и пуансона должен быть 90°±15'. Пуансон и матрица снабжены электронагревательными элементами, обеспечивающими их нагрев до 100 °С;
линейку по ГОСТ 427 с ценой деления 1,0 мм;
секундомер по ГОСТ 5072.
4.3.3. Подготовка к испытанию
Перед испытанием образцы картона кондиционируют.
4.3.4. Проведение испытания
Испытания проводят в термошкафу при температуре (80±5) °С.
Пресс-форму и набор грузов помещают в термошкаф, в котором поддерживается указанная температура, и выдерживают не менее 1 ч. На матрицу пресс-формы между рисками ![]() и
и ![]() помещают испытуемый образец и накрывают пуансон пресс-формы. На пуансоне помещают набор грузов массой 6,0 кг.
помещают испытуемый образец и накрывают пуансон пресс-формы. На пуансоне помещают набор грузов массой 6,0 кг.
При использовании приспособления ФСТМ его устанавливают на испытательной машине, включают электрообогрев пресс-формы. При достижении температуры (80±5)°С испытуемый образец помещают в пресс-форму и включают привод испытательной машины. При увеличении показания силоизмерителя испытательной машины на (68±1,0) Н привод машины выключают.
В обоих случаях образец выдерживают в пресс-форме (60±5) с, вынимают из пресс-формы, помещают на горизонтальную плоскость и через (60±5) с измеряют высоту ![]() (формуемость) поочередно обоих концов образца (черт.2).
(формуемость) поочередно обоих концов образца (черт.2).
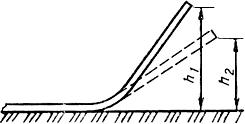
Черт.2
По истечении (120±10) мин измеряют высоту ![]() (формоустойчивость) поочередно обоих концов образца.
(формоустойчивость) поочередно обоих концов образца.
4.3.5. Обработка результатов
За результат испытания принимают среднее арифметическое значение высоты соответственно ![]() и
и ![]() , округленное до 1,0 мм.
, округленное до 1,0 мм.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение картона - по ГОСТ 7691.
5.2. Детали должны транспортироваться всеми видами транспорта в соответствии с правилами перевозок грузов, действующими на данном виде транспорта.
5.3. Детали должны храниться в коробках, уложенных в штабеля, в закрытых помещениях, защищенными от воздействия атмосферных осадков и почвенной влаги.
Задники должны храниться в коробках, уложенных в штабеля не выше шести рядов.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие картона и деталей требованиям настоящего стандарта при соблюдении условий хранения и транспортирования.
6.2. Гарантийный срок хранения - 6 мес со дня изготовления.
ПРИЛОЖЕНИЕ 1 (обязательное). ПЕРЕЧЕНЬ ТРЕБОВАНИЙ, ПРЕДУСМАТРИВАЕМЫХ В ТЕХНИЧЕСКИХ ОПИСАНИЯХ
ПРИЛОЖЕНИЕ 1
Обязательное
Для картона:
1. Размеры листа (ширина рулона) при внедрении нового вида оборудования.
2. Толщина при разработке новых марок картона.
3. Номенклатура показателей качества и нормы физико-механических показателей при решении вопроса по ограниченному применению показателей.
Для деталей:
1. Вид и половозрастной признак обуви.
2. Классификационные признаки.
3. Высота и геометрические параметры формованного и полуформованного задника, в том числе ширина и толщина спущенной части.
4. Толщина.
ПРИЛОЖЕНИЕ 2 (обязательное). ОБОЗНАЧЕНИЕ РАЗМЕРОВ ЗАДНИКОВ
ПРИЛОЖЕНИЕ 2
Обязательное
ОБОЗНАЧЕНИЕ РАЗМЕРОВ ЗАДНИКОВ
(метрическая система нумерации)
По ГОСТ 11373-75: | |
145 | - без просечек; |
150-155-160 | - просечка в виде одного прямоугольника; |
165-170-175 | - просечки в виде двух прямоугольников; |
180-185-190 | - просечки в виде трех прямоугольника; |
195-200 | - без просечек; |
205-210 | - просечки в виде одного треугольника; |
215-220-225 | - просечки в виде двух треугольников; |
230-235-240 | - просечки в виде трех треугольников; |
245-250-255 | - просечка в виде одного прямоугольника; |
260-265-270 | - просечки в виде двух прямоугольников; |
275-280-285 | - просечки в виде трех прямоугольников; |
290-295-300-305 | - без просечек; |
310-315-320-325 | - просечка в виде одного треугольника. |
По ГОСТ 11373-88: | |
145-150 | - без просечек; |
155-160-165 | - просечка в виде одного прямоугольника; |
170-175 | - просечки в виде двух прямоугольников; |
180-185-190 | - просечки в виде трех прямоугольников; |
195-200 | - без просечек; |
205-210-215 | - просечки в виде одного треугольника; |
220-225-230 | - просечки в виде двух треугольников; |
235-240-245 | - просечки в виде трех треугольников; |
250-255-260 | - просечка в виде одного прямоугольника; |
265-270-275 | - просечки в виде двух прямоугольников; |
280-285-290 | - просечки в виде трех прямоугольников; |
295-300-305 | - без просечек; |
310-315-320-325 | - просечки в виде одного треугольника |
Примечание. Переход от обозначения по ГОСТ 11373-75 на обозначение по ГОСТ 11373-88 происходит по мере замены оснастки на предприятии-изготовителе.
ПРИЛОЖЕНИЕ 3 (обязательное). ОБОЗНАЧЕНИЕ РАЗМЕРОВ ДЕТАЛЕЙ, КРОМЕ ЗАДНИКОВ
ПРИЛОЖЕНИЕ 3
Обязательное
ОБОЗНАЧЕНИЕ РАЗМЕРОВ ДЕТАЛЕЙ, КРОМЕ ЗАДНИКОВ
(метрическая система нумерации)
Для всех видов обуви, кроме юфтевой и обуви специального назначения:
110, 160, 210, 260, 310 | - просечка в виде одного треугольника; |
115, 165, 215, 265, 315 | - просечки в виде одного треугольника и одного прямоугольника; |
120, 170, 220, 270, 320 | - просечки в виде двух треугольников; |
125, 175, 225, 275, 325 | - просечки в виде двух треугольников и одного прямоугольника; |
130, 180, 230, 280 | - просечки в виде трех треугольников; |
135, 185, 235, 285 | - просечки в виде трех треугольников и одного прямоугольника; |
140, 190, 240, 290 | - просечки в виде четырех треугольников; |
95, 145, 195, 245, 295 | - просечки в виде четырех треугольников и одного прямоугольника; |
105, 155, 205, 255, 305 | - просечка в виде одного прямоугольника; |
100, 150, 200, 250, 300 | - без просечек. |
Для юфтевой обуви и обуви специального назначения
170, 200, 230, 240, 270, 300 | - без просечек; |
177, 207, 217, 237, 247, 277, 307 | - просечка в виде одного треугольника; |
185, 215, 225, 245, 255, 285 | - просечки в виде двух треугольников; |
192, 222, 232, 262, 292 | - просечки в виде трех треугольников. |