ГОСТ 8831-79
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ТОКАРНО-ПРОДОЛЬНЫЕ. АВТОМАТЫ
Нормы точности
Longitudinal turning machines. Automatics. Standards of accuracy
ОКП 38 1110
Дата введения 1980-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
С.С.Кедров, А.И.Ведерников, Н.П.Семченкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.04.79 N 1268
3. ВЗАМЕН ГОСТ 8831-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | Вводная часть |
ГОСТ 14955-77 | Разд.3 |
ГОСТ 22267-76 | Проверки 1.1-1.4, 2.1 |
ГОСТ 25889.1-83 | 3.1а |
ГОСТ 26190-84 | 3.1в |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ПЕРЕИЗДАНИЕ (август 1998 г.) с Изменениями N 1, 2, утвержденными в январе 1984 г., июне 1987 г. (ИУС 4-84, 9-87)
Настоящий стандарт распространяется на автоматические токарно-продольные станки общего назначения классов точности П, В и А и на приспособления к ним.
Общие требования испытания станков на точность по ГОСТ 8.
Нормы точности (допуски) станков не должны превышать значений, указанных в табл.1-15.
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
Проверка 1.1. Радиальное биение поверхности отверстия шпинделя под гильзу для зажимной цанги
Таблица 1
Наибольший диаметр обрабатываемого прутка, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 6 | 5 | 3 | 2,5 |
Св. 6 до 16 | 6 | 4 | 3 |
Св. 16 | 8 | 5 | 4 |
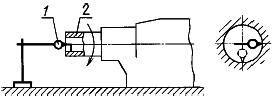
Черт.1
Метод проверки
Проверка - по ГОСТ 22267 раздел 15, метод 1.
Проверка 1.2. Радиальное биение поверхности конического отверстия гильзы для зажимной цанги
Таблица 2
Наибольший диаметр обрабатываемого прутка, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 6 | 8 | 5 | 4 |
Св. 6 до 16 | 10 | 6 | 5 |
Св. 16 | 12 | 8 | 6 |
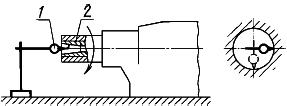
Черт.2
Метод проверки
Проверка - по ГОСТ 22267 раздел 15, метод 1.
Проверка 1.3. Осевое биение шпинделя
Таблица 3
Наибольший диаметр обрабатываемого прутка, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 6 | 4 | 3 | 2 |
Св. 6 до 16 | 5 | 4 | 3 |
Св. 16 | 8 | 6 | 4 |
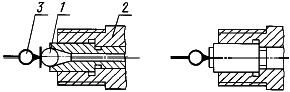
Черт.3
Метод проверки
Проверка - по ГОСТ 22267 раздел 17, метод 1.
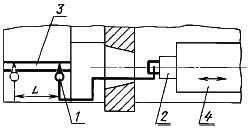
Проверка 1.4. Параллельность оси вращения шпинделя траектории перемещения шпиндельной бабки в вертикальной и горизонтальной плоскостях
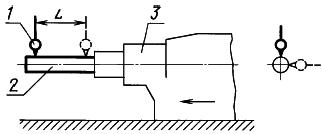
Черт.4
Таблица 4
Наибольший диаметр обрабатываемого прутка, мм |
| Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 50 | 8 | 6 | 5 |
Св. 6 до 16 | 70 | 10 | 8 | 6 |
Св. 16 | 100 | 12 | 10 | 8 |
В вертикальной плоскости допускается отклонение свободного конца оправки только вверх. | ||||
В горизонтальной плоскости допускается отклонение оправки только в направлении к регулировочной планке | ||||
Метод проверки
Проверка - по ГОСТ 22267 раздел 6, метод 3б.
Шпиндельную бабку перемещают по направляющим станины на длину хода ![]() так, чтобы направляющая шпиндельной бабки прилегала (с прижимом) к базовой поверхности станины.
так, чтобы направляющая шпиндельной бабки прилегала (с прижимом) к базовой поверхности станины.
Проверка 1.5. Соосность оси вращения шпинделя с осью отверстия суппортной стойки:
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Таблица 5
Наибольший диаметр обрабатываемого прутка, мм | Номер проверки | Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 1.5а | 10 | 8 | 6 |
1.5б | 8 | 6 | 5 | |
Св. 6 до 16 | 1.5а | 12 | 10 | 8 |
1.5б | 10 | 8 | 6 | |
Св. 16 | 1.5а | 16 | 12 | 10 |
1.5б | 12 | 10 | 8 | |
В вертикальной плоскости допускается отклонение оси отверстия стойки только ниже оси шпинделя. | ||||
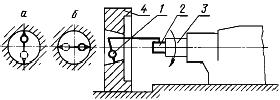
Черт.5
Метод проверки
В отверстие шпинделя 3 устанавливают оправку 2. Показывающий измерительный прибор* 1 устанавливают так, чтобы его измерительный наконечник касался поверхности отверстия суппортной стойки 4 перпендикулярно образующей отверстия на расстоянии около 100 мм от торца шпинделя.
______________
* Далее во всех проверках - измерительный прибор.
Ось вращения шпинделя в горизонтальной плоскости, в зависимости от фактического зазора в направляющих станины, устанавливают в среднее положение.
Шпиндель приводят во вращение.
Отклонение от соосности определяют как наибольшую алгебраическую полуразность показаний измерительного прибора в двух диаметрально противоположных точках в каждой плоскости.
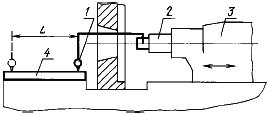
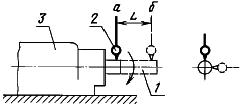
Проверка 1.6. Перпендикулярность траектории перемещения суппорта к оси вращения шпинделя бабки
Таблица 6
Наибольший диаметр обрабатываемого прутка, мм |
| Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 8 | 5 | 4 | 3 |
Св. 6 до 16 | 12 | 8 | 6 | 4 |
Св. 16 | 20 | 12 | 8 | 6 |
Отклонение допускается только в сторону шпиндельной бабки при перемещении вертикального суппорта от периферии к центру | ||||
Черт.6
Метод проверки
В отверстие шпинделя 3 устанавливают специальную контрольную оправку 2 с перпендикулярным к ее оси торцем 4. На суппорте 5 укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался торцовой поверхности оправки.
Суппорт перемещают в поперечном направлении на длину хода ![]() .
.
После первого измерения шпиндель поворачивают на 180° и измерение повторяют.
Измерения производят последовательно для всех суппортов.
Отклонение от перпендикулярности траектории перемещения к оси определяют как среднее значение (алгебраическую полусумму) двух алгебраических разностей показаний измерительного прибора на всей длине перемещения.
Проверка 1.7. Радиальное биение распределительного вала в местах посадки кулачков:
а) подачи шпиндельной бабки;
б) балансира (1 и 2-го суппортов);
в) 3, 4 и 5-го суппортов;
г) приспособлений
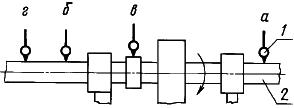
Черт.7
Таблица 7
Наибольший диаметр обрабатываемого прутка, мм | Номер проверки | Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 1.7а | 6 | 4 | 3 |
1.7б | ||||
1.7в | 10 | 8 | 6 | |
1.7г | 12 | 10 | 8 | |
Св. 6 до 16 | 1.7а | 8 | 5 | 4 |
1.7б | ||||
1.7в | 12 | 10 | 8 | |
1.7г | 16 | 12 | 10 | |
Св. 16 | 1.7а | 10 | 6 | 5 |
1.7б | ||||
1.7в | 16 | 12 | 10 | |
1.7г | 20 | 16 | 12 | |
Метод проверки
На неподвижной части станка укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался цилиндрической поверхности распределительного вала 2 в местах посадки кулачков и был направлен к его оси перпендикулярно образующей.
Распределительный вал со снятыми кулачками управления приводят во вращение.
Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в течение пяти оборотов распределительного вала.
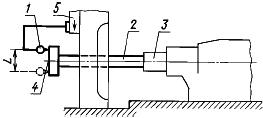
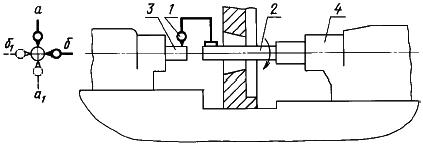
Проверка 1.8. Параллельность опорной поверхности крепления приспособлений траектории перемещения шпиндельной бабки
Черт.8
Таблица 8
Наибольший диаметр обрабатываемого прутка, мм |
| Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 50 | 8 | 5 | 4 |
Св. 6 до 16 | 70 | 10 | 6 | 5 |
Св. 16 | 100 | 12 | 8 | 6 |
Метод проверки
В отверстие шпинделя 2 устанавливают державку с измерительным прибором 1 так, чтобы его измерительный наконечник касался рабочей поверхности линейки 4, установленной на плоскость крепления.
Шпиндельную бабку 3 перемещают по направляющим станины на длину ![]() .
.
Измерение повторяют после поворота линейки на 180°.
Отклонение от параллельности траектории перемещения бабки к плоскости определяют как среднее значение (алгебраическую полусумму) двух алгебраических разностей показаний измерительного прибора на всей длине перемещения ![]() .
.
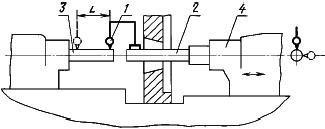
Проверка 1.9. Параллельность направляющего паза опорной поверхности крепления приспособлений траектории перемещения шпиндельной бабки
Таблица 9
Наибольший диаметр обрабатываемого прутка, мм |
| Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 50 | 10 | 6 | 5 |
Св. 6 до 16 | 70 | 12 | 8 | 6 |
Св. 16 | 100 | 16 | 10 | 8 |
Черт.9
Метод проверки
В отверстие шпинделя 2 устанавливают державку с измерительным прибором 1 так, чтобы его измерительный наконечник касался боковой поверхности направляющего паза 3.
Шпиндельную бабку 4 перемещают, прижимая по направляющим к базовой поверхности станины на длину ![]() .
.
Отклонение от параллельности траектории перемещения к опорной поверхности определяют как наибольшую алгебраическую разность показаний измерительного прибора на длине перемещения ![]() .
.
Примечание. Проверку допускается производить с помощью линейки.
(Измененная редакция, Изм. N 1, 2).
2. ПРОВЕРКА ТОЧНОСТИ ПРИСПОСОБЛЕНИЙ КЛАССА ТОЧНОСТИ В
Проверка 2.1. Радиальное биение посадочных мест под инструмент сверлильного (резьбонарезного) шпинделя приспособления:
а) при вдвинутом шпинделе;
б) при выдвинутом шпинделе на длину ![]()
Черт.10
Таблица 10
Наибольший диаметр обрабатываемого прутка, мм | Номер проверки |
| Допуск, мкм |
До 6 | 2.1а | - | 5 |
2.1б | 30 | 6 | |
Св. 6 до 16 | 2.1а | - | 6 |
2.1б | 50 | 8 | |
Св. 16 | 2.1а | - | 8 |
2.1б | 75 | 10 |
Метод проверки
Проверка - по ГОСТ 22267, раздел 15, метод 1 или метод 2.
Сверлильные шпиндели проверяют в положении а и б, резьбонарезные - в положении а.
Проверка 2.2. Соосность оси шпинделей приспособления с осью вращения рабочего шпинделя:
а) в вертикальной плоскости;
б) в горизонтальной плоскости
(проверка для приспособлений, поставляемых со станком).
Таблица 11
Наибольший диаметр обрабатываемого прутка, мм | Допуск, мкм | ||
1 | 2 | 3 | |
До 6 | 6 | 10 | 12 |
Св. 6 до 16 | 8 | 12 | 16 |
Св. 16 | 10 | 16 | 20 |
Черт.11
______________
1 - для приспособлений с одним шпинделем и для 1-го шпинделя других приспособлений.
2 - для второго шпинделя приспособлений с двумя шпинделями.
3 - для второго и третьего шпинделя приспособлений с тремя шпинделями.
Метод проверки
На рабочем шпинделе 2 укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался поверхности шпинделя 3 приспособления у его конца и был направлен к его оси перпендикулярно образующей.
Шпиндель приспособления полностью выдвигают.
Шпиндельную бабку 4 устанавливают в среднее положение ее рабочего хода.
Рабочий шпиндель поворачивают на 180°.
Измерение производят на всех шпинделях приспособлений.
Отклонение от соосности для каждого шпинделя определяют как наибольшую алгебраическую полуразность показаний измерительного прибора в двух диаметрально противоположных точках.
Проверка 2.3. Параллельность оси шпинделей приспособления траектории перемещения шпиндельной бабки станка (стенда) в вертикальной и горизонтальной плоскостях
Черт.12
Таблица 12
Наибольший диаметр обрабатываемого прутка, мм |
| Допуск, мкм |
До 6 | 30 | 6 |
Св. 6 до 16 | 50 | 8 |
Св. 16 | 75 | 10 |
Метод проверки
На шпинделе 2 укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался поверхности шпинделя 3 приспособления и был направлен к его оси перпендикулярно образующей.
Шпиндельную бабку 4 медленно перемещают на длину ![]() .
.
При вращающемся шпинделе приспособления измерения производят по двум диаметрально противоположным его образующим при повороте на 180°.
Отклонение от параллельности определяют как среднеарифметическую величину алгебраической разности показаний измерительного прибора по каждой из двух противоположных образующих шпинделя в каждой плоскости.
При невращающемся шпинделе приспособления отклонение от параллельности определяют как алгебраическую разность показаний измерительного прибора на длине перемещения.
(Измененная редакция, Изм. N 1).
3. ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА-ИЗДЕЛИЯ
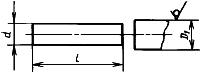
Таблица 13
мм
Наибольший диаметр обрабатываемого прутка | Диаметр обточенного образца | Длина образца |
До 6 |
| 30 |
Св. 6 до 16 |
| 40 |
Св. 16 |
| 60 |
Диаметр прутка ![]() для проведения испытаний должен быть не менее половины наибольшего диаметра прутка, обрабатываемого на автомате, но не более 10 мм, а для автоматов класса точности А не более 6 мм. Количество образцов
для проведения испытаний должен быть не менее половины наибольшего диаметра прутка, обрабатываемого на автомате, но не более 10 мм, а для автоматов класса точности А не более 6 мм. Количество образцов ![]() 10.
10.
Материал - прутки группы А из стали марок А75 или У10А, для диаметров до 6 мм с предельными отклонениями не ниже 1 класса, до 10 мм - 2 класса точности по ГОСТ 14955.
Отклонения поперечного и продольного сечений по всей длине прутка должны быть не грубее соответствующих требований, предъявляемых к образцам-изделиям.
Поверхность образца диаметром ![]() обрабатывают резцом, закрепленным на суппорте балансира и управляемым при помощи кулачка с упором. Пруток направляют неподвижным люнетом.
обрабатывают резцом, закрепленным на суппорте балансира и управляемым при помощи кулачка с упором. Пруток направляют неподвижным люнетом.
Допускается подналадка автомата при смене прутка.
При обработке прутка диаметром свыше 6 мм на образце допускается перед точением делать две выточки.
Проверка 3.1. Точность цилиндрических поверхностей образцов:
а) круглость;
б) профиль продольного сечения;
в) постоянство диаметров в партии ![]() образцов
образцов
Таблица 14
Наибольший диаметр обрабатываемого прутка, мм | Номер проверки | Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 6 | 3.1а | 3 | 2 | 1,2 |
3.1б | 4 | 2,5 | 1,5 | |
3.1в | 10 | 6 | 4 | |
Св. 6 до 16 | 3.1а | 4 | 2,5 | 1,5 |
3.1б | 5 | 3 | 2 | |
3.1в | 12 | 8 | 5 | |
Св. 16 | 3.1а | 5 | 3 | 2 |
3.1б | 6 | 4 | 2,5 | |
3.1в | 16 | 10 | 6 | |
Метод проверки
3.1а. Отклонение от круглости определяют по ГОСТ 25889.1.
3.1б. Отклонение профиля продольного сечения определяют как наибольшее расстояние от точек образующих реальной поверхности, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля, измеренное в двух взаимно перпендикулярных сечениях образца.
3.1в. Отклонение от постоянства диаметров образцов в пределах одной партии определяют по результатам измерений групп из 10 образцов. Метод проверки - по ГОСТ 26190, метод 1.
Проверка 3.2. Постоянство длин в партии ![]() образцов
образцов
Таблица 15
Наибольший диаметр обрабатываемого прутка | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 6 | 20 | 12 | 8 |
Св. 6 до 16 | 25 | 20 | 12 |
Св. 16 | 30 | 25 | 16 |
Метод проверки
Отклонение от постоянства длин образцов в пределах одной партии определяют по результатам измерений групп из 10 образцов.
Метод проверки по ГОСТ 26190, метод 2.
Раздел 3. (Измененная редакция, Изм. N 2).