ГОСТ 8.490-83
Группа Т88.2
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ЗУБЧАТЫХ КОЛЕС
Методика поверки
State system for ensuring the uniformity of measurements.
Instruments for measuring gear interaxial distance.
Verification technique
ОКСТУ 0008
Дата введения 1984-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 8 июля 1983 г. N 3031
ВЗАМЕН МУ 338 - МУ 340
ПЕРЕИЗДАНИЕ (октябрь 1986 г.) с Изменением N 1, утвержденным в октябре 1986 г.; Пост. N 3282 от 29.10.86 (ИУС 1-87)
Настоящий стандарт распространяется на приборы для измерения межосевого расстояния зубчатых колес (далее - межосемеры) типоразмеров S01, S02 и S1 по ГОСТ 10387-81 и 5368-81 и устанавливает методику их первичной и периодической поверок.
(Измененная редакция, Изм. N 1).
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в табл.1.
Таблица 1
Наименование операции | Номер пункта стандарта | Средства поверки |
Внешний осмотр | 3.1 | - |
Опробование | 3.2 | - |
Определение погрешности отсчетного устройства межосемера | 3.3 | Прибор для поверки измерительных головок типа ППГ-2 |
Определение метрологических параметров межосемера при измерении цилиндрических зубчатых колес: | 3.4 | - |
определение отклонения от параллельности и перекоса осей оправок, установленных на измерительной и установочной каретках межосемера, при измерении колес внешнего зацепления | 3.4.1 | Плоскопараллельные концевые меры длины 3-го класса по ГОСТ 9038-83 или 5-го разряда по ГОСТ 8.166-75; |
многооборотный индикатор типа 1 МИГ с ценой деления 0,001 мм по ГОСТ 9696-82; | ||
поверочная плита класса 0 по ГОСТ 10905-86; | ||
поверочная линейка типа ЛЧ-1-320 по ГОСТ 8026-75; | ||
штатив типа Ш-I-8 по ГОСТ 10197-70; | ||
специальное приспособление (см. справочное приложение 1) измерительная головка 1ИГ по ГОСТ 18833-73 | ||
определение погрешности межосемера при измерении колес внешнего зацепления | 3.4.2 | Многооборотный индикатор по ГОСТ 9696-82; |
гладкие цилиндрические диски, входящие в комплект межосемера; | ||
оправка с лысками и диск с впадинами (см. справочное приложение 2); | ||
плоскопараллельные концевые меры длины 3-го класса по ГОСТ 9038-73 или 5-го разряда по ГОСТ 8.166-75 | ||
определение радиального биения вращающейся оправки при измерении колес внутреннего зацепления | 3.4.3 | Измерительная головка и штатив по п.3.4.1 |
определение отклонения от параллельности и перекоса осей оправок при измерении колес внутреннего зацепления | 3.4.4 | Средства поверки по п.3.4.1 |
определение погрешности межосемера при измерении колес внутреннего зацепления | 3.4.5 | Индикатор и диски по п.3.4.2; цилиндрический диск, диск с впадинами и специальные диски (см. справочные приложения 2, 5 и 6) |
определение метрологических параметров межосемера при измерении червячных колес: | 3.5 | - |
определение отклонения от перпендикулярности оси центров наладки к ходу установочной каретки и ходу каретки кронштейна под сменные наладки | 3.5.1 | Измерительная головка и штатив по п.3.4.1; |
специальная оправка с диском (см. справочное приложение 3) | ||
определение погрешности межосемера | 3.5.2 | Индикаторы и диски по п.3.4.2; |
оправки (см. справочные приложения 2 и 4) | ||
Определение метрологических параметров межосемера при измерении колес с тонкими цапфами и колес малого диаметра: | 3.6 | - |
определение отклонения от параллельности и перекоса осей оправок | 3.6.1 | Средства поверки по п.3.4.1 |
определение погрешности межосемера | 3.6.2 | Индикатор и диски по п.3.4.2; |
оправка с лысками и цилиндрический диск (см. справочные приложения 2 и 5) |
(Измененная редакция, Изм. N 1).
1.2. Допускается применять другие, вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
1.3. Межосемер, применяемый для измерения межосевого расстояния зубчатых колес конкретного типа (цилиндрических, червячных и др.), может быть поверен только по пунктам настоящего стандарта, соответствующим данному типу зубчатых колес. При этом в паспорте или свидетельстве необходимо указать, для какого типа зубчатых колес необходимо применять поверенный межосемер.
1.4. При поверке межосемера с одной из наладок необходимо определять его погрешность на всех диапазонах измерения. При поверке межосемера с полным комплектом наладок погрешность наладки для измерения цилиндрических зубчатых колес необходимо определять на всех диапазонах измерения, а погрешность других наладок допускается определять на одном из диапазонов измерения.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. При проведении поверки должны быть соблюдены следующие условия:
температура воздуха в помещении (293±3) К [(20±3) °С];
скорость изменения температуры не более 1 К/ч (1 °С/ч);
относительная влажность воздуха не более (60±20)%.
2.2. Перед поверкой центры и оправки межосемера должны быть очищены от смазки, промыты авиационным бензином марки Б-70 по ГОСТ 1012-72 и протерты чистой салфеткой.
2.3. Перед поверкой межосемер и средства поверки выдерживают на рабочем месте в течение 24 ч.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1.Внешний осмотр
3.1.1. При внешнем осмотре межосемера должно быть установлено:
отсутствие сколов, отслоений, неоднородностей покраски на антикоррозионных покрытиях, а также отсутствие на рабочих поверхностях забоин, заусенцев, вмятин и других дефектов деталей, ухудшающих эксплуатационные качества межосемера. У межосемеров, находящихся в эксплуатации, допускаются внешние дефекты, не влияющие на их эксплуатационные качества;
соответствие маркировки и упаковки требованиям ГОСТ 13762-86.
3.2. Опробование
3.2.1. Измерительная и установочная каретки межосемера должны перемещаться по направляющим плавно, без заеданий и явно ощутимого люфта.
Крепление индикатора и наладок должно быть надежным, обеспечивающим постоянство показаний межосемера.
Оправки и центры должны быть плотно установлены в своих гнездах без ощутимого люфта. Все движущиеся детали наладок должны перемещаться плавно, без, заеданий, рывков и ощутимого люфта.
3.3. Погрешность отсчетного устройства межосемера определяют по ГОСТ 8.208-76. Значение погрешности должно соответствовать установленному в ГОСТ 9696-82.
3.4. Определение метрологических параметров межосемера при измерении цилиндрических зубчатых колес
3.4.1. Отклонения от параллельности и перекос осей оправок, установленных на измерительной и установочной каретках межосемера, при измерении колес внешнего зацепления определяют при помощи концевых мер длины, размещенных между цилиндрическими оправками. Сначала концевую меру устанавливают между образующими оправок в нижнее положение. Индикатор закрепляют на межосемере в рабочем положении. Затем концевую меру перемещают к верхним концам оправок.
Отклонения от параллельности осей оправок определяют в двух положениях установочной каретки по концевым мерам длины:
10 и 60 мм - | для | межосемера | типоразмера | S01; | |||
50 и 100 мм | " | " | " | S02; | |||
50 и 200 мм | " | " | " | S1. | |||
Перекос осей оправок определяют при помощи специального приспособления (см. справочное приложение 1) и измерительной головки 1ИГ. Перед проверкой измерительную головку специального приспособления устанавливают в нулевое положение на поверочной плите. Затем приспособление прикладывают доведенными жесткими упорами к образующим оправок, установленных на измерительной и установочной каретках, и снимают показания по шкале индикатора.
При отсутствии специального приспособления перекос осей оправок можно определить при помощи поверочной линейки и измерительной головки. Поверочную линейку закрепляют на поверочной плите вплотную с межосемером и двигают к ней штатив с измерительной головкой, причем ее измерительный наконечник приводят в соприкосновение с верхней частью оправки измерительной каретки. Перемещая штатив с измерительной головкой вдоль поверочной линейки, находят разность наибольших показаний ![]() при контакте с обеими оправками. Разность наибольших показаний
при контакте с обеими оправками. Разность наибольших показаний ![]() находят при контакте с оправками в нижней их части. Перекос осей оправок определяют разностью
находят при контакте с оправками в нижней их части. Перекос осей оправок определяют разностью ![]() .
.
Отклонение от параллельности и перекос осей оправок, установленных на измерительной и установочной каретках, не должны превышать 0,01 мм для межосемеров класса точности АВ и 0,014 мм - для межосемеров класса точности В на длине 100 мм для всех типоразмеров.
(Измененная редакция, Изм. N 1).
3.4.2. Определение погрешности межосемера при измерении колес внешнего зацепления
3.4.2.1. Погрешность межосемера при измерении колебания межосевого расстояния за оборот зубчатого колеса определяют при помощи двух или трех пар аттестованных гладких цилиндрических дисков и индикатора типа 1МИГ. Индикатор закрепляют на межосемере в рабочем положении. Один диск из пары должен иметь аттестованное биение в пределах одного из диапазонов измерений по ГОСТ 10387-81 для межосемеров типоразмеров S01 и S02 и по ГОСТ 5368-81 - для типоразмера S1, другой диск должен иметь минимальное биение (не более 0,002 мм для межосемеров типоразмеров S01 и S02 и 0,003 мм - для типоразмера S1).
Один диск, имеющий минимальное биение, устанавливают на оправке на измерительной каретке, а другой диск - на оправке на установочной каретке. Затем диски приводят в соприкосновение, создают натяг на индикаторе 0,2 мм и обкатывают, следя за показаниями индикатора. Число измерений каждой пары дисков должно быть не менее трех. За результат измерений берут среднее арифметическое значение.
Разность между результатом измерения и суммарным биением обоих дисков, приведенных в контакт друг с другом точками, отмеченными маркировкой на торцах дисков, не должна превышать предела допускаемой погрешности для соответствующих диапазона измерений и класса точности по ГОСТ 10387-81 для межосемеров типоразмеров S01 и S02 и по ГОСТ 5368-81 - для типоразмера S1.
3.4.2.2. Погрешность межосемера при измерении колебания межосевого расстояния на одном зубе зубчатого колеса для межосемеров типоразмеров S01 и S02 определяют при помощи диска с биением 0,002 мм и оправки, имеющей по наружному цилиндру лыски (см. справочное приложение 2, черт.1), глубина которых должна быть в пределах диапазонов измерений по ГОСТ 10387-81, а для межосемеров типоразмера S1 - при помощи диска с биением не более 0,003 мм и дисков (см. справочное приложение 2, черт.2), имеющих перепад поясков по наружному диаметру в пределах диапазона измерений по ГОСТ 5368-81. Диски и оправку, установленные способом, описанным выше, приводят в соприкосновение и обкатывают.
Примечания:
1. При аттестации дисков по биению на их торцы наносят риски против того участка рабочей поверхности, где индикатор показал наибольший отсчет.
2. Диски с впадинами или оправки с лысками обкатывают вручную.
Разность между результатом измерения и аттестованной глубиной лысок или перепадом поясков не должна превышать предела допускаемой погрешности для соответствующих диапазона измерений и класса точности по ГОСТ 10387-81 для межосемеров типоразмеров S01 и S02 и по ГОСТ 5368-81 - для типоразмера S1.
3.4.2.3. Погрешность межосемера при измерении отклонения межосевого расстояния от номинального определяют при помощи концевых мер длины и индикатора типа 1МИГ для межосемеров типоразмеров S01 и S02 и типа 2МИГ - для типоразмера S1.
По блоку концевых мер устанавливают номинальное измерительное межосевое расстояние, стрелку индикатора межосемера устанавливают в нулевое положение при натяге, равном 0,3-0,5 мм, для межосемеров типоразмеров S01 и S02 и 1 мм - для типоразмера S1. Затем стопорят установочную каретку, а измерительную отводят влево и снимают блок концевых мер, установленный между оправками межосемера. После этого для определения погрешности межосемера на всем диапазоне измерений поочередно устанавливают блоки концевых мер длины, взятые из табл.2.
Таблица 2
Типоразмер межосемера | Класс точности | Номинальное межосевое расстояние, мм | Верхнее и нижнее значения предельного отклонения от номинального межосевого расстояния, мм |
S01 | АВ | 52 | ±0,040; ±0,100 |
В | ±0,100; ±0,250 | ||
S02 | АВ | ±0,040; ±0,100 | |
В | ±0,100; ±0,250 | ||
АВ | 122 | ±0,04; ±0,100 | |
В | ±0,100; ±0,250 | ||
S1 | АВ | 93 | ±0,04; ±0,200; ±0,700 |
В | ±0,100; ±0,400; ±1,400 | ||
АВ | 293 | ±0,100; ±0,200; ±0,700 | |
В | ±0,100; ±0,400; ±1,400 |
Примечание. Значения номинального межосевого расстояния даны для удобного подбора концевых мер длины в блоки для верхних и нижних значений предельных отклонений. Размер блока концевых мер длины ![]() в миллиметрах можно определить по формуле
в миллиметрах можно определить по формуле
![]() ,
,
где ![]() - номинальное межосевое расстояние;
- номинальное межосевое расстояние;![]() и
и ![]() - диаметры оправок, размещенных на установочной и измерительной каретках межосемера;
- диаметры оправок, размещенных на установочной и измерительной каретках межосемера;![]() - отклонения, соответствующие значениям, указанным в табл.2.
- отклонения, соответствующие значениям, указанным в табл.2.
Блоки концевых мер длины размером ![]() устанавливают между оправками межосемера.
устанавливают между оправками межосемера.
Разность показаний индикатора при определении верхнего и нижнего значений предельных отклонений от нуля не должна превышать значений, указанных в ГОСТ 10387-81 для межосемеров типоразмеров S01 и S02 и в ГОСТ 5368-81 - для типоразмера S1.
3.4.3. Радиальное биение вращающейся оправки при измерении колес внутреннего зацепления определяют при помощи измерительной головки 1ИГ, установленной в штативе. Штатив с измерительной головкой устанавливают на станине межосемера так, чтобы ее измерительный наконечник находился в контакте с образующей оправки. Вращая оправку, снимают показания по шкале индикатора.
Радиальное биение вращающейся оправки не должно превышать 0,003 мм.
3.4.4. Отклонения от параллельности и перекос осей оправок наладки при измерении колес внутреннего зацепления и оправки, установленной в конусном гнезде или в центрах установочной каретки, определяют методами и средствами, указанными в п.3.4.1.
При поверке межосемеров типоразмера S02 используют концевые меры длины 50 мм и типоразмера S1 - 70 мм.
Отклонение от параллельности и перекос осей оправок не должны превышать 0,003 мм на длине 15 мм для межосемера типоразмера S02 и 0,01 мм на длине 40 мм - для типоразмера S1.
3.4.2.2-3.4.4. (Измененная редакция, Изм. N 1).
3.4.5. Погрешность межосемера при измерении межосевого расстояния за оборот колеса при измерении колес внутреннего зацепления определяют следующим образом.
Индикатор закрепляют на межосемере в рабочем положении. На оправку наладки для контроля колес внутреннего зацепления устанавливают гладкий цилиндрический диск, входящий в комплект межосемера, или диск (см. справочное приложение 5), который должен иметь аттестованное биение в пределах одного из диапазонов измерений, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1. На оправке в центрах кронштейна установочной каретки для межосемера типоразмера S02 и на вращающемся столе или на оправке измерительной каретки для межосемера типоразмера S1 устанавливают специальные диски внутренним диаметром, указанным на черт.1-3 справочного приложения 6, биение которого должно быть минимальным: не более 0,002 мм для межосемера типоразмера S02 и 0,003 мм - для типоразмера S1.
Приводя в соприкосновение наружную цилиндрическую поверхность диска на наладке с внутренней поверхностью диска с минимальным биением, создают натяг на индикаторе 0,2 мм и обкатывают диски, следя за показаниями индикатора. Число измерений должно быть не менее трех. За результат измерений берут среднее арифметическое значение.
Разность между результатом измерения и суммарным биением дисков не должна превышать предела допускаемой погрешности для соответствующих диапазона измерений и класса точности, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1.
Погрешность измерения межосевого расстояния на одном зубе зубчатого колеса определяют при помощи специальных дисков с минимальным биением внутреннего диаметра (см. справочное приложение 6, черт.1-3) и дисков с впадинами (см. справочное приложение 2, черт.2), которые должны иметь перепад поясков в пределах диапазона измерений, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1. Диски, установленные описанным выше образом, приводят в соприкосновение и обкатывают, следя за показаниями индикатора.
Разность между результатом измерения и аттестованным значением перепада поясков не должна превышать предела допускаемой погрешности для соответствующих диапазона измерений и класса точности, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1.
Примечания:
1. Ввиду того, что цилиндрические зубчатые колеса внешнего и внутреннего зацеплений измеряют без изменения передаточного отношения одним и тем же отсчетным устройством, наладку для измерения колес внутреннего зацепления при измерении предельных отклонений межосевого расстояния не проверяют.
2. При отсутствии дисков для измерения цилиндрических зубчатых колес внутреннего зацепления допускается определять погрешность межосемера только по гладким цилиндрическим дискам.
3.5. Определение метрологических параметров межосемера при измерении червячных колес
3.5.1. Отклонение от перпендикулярности оси центров наладки к ходу установочной каретки и ходу каретки кронштейна под сменные наладки определяют при помощи специальной оправки с диском (см. справочное приложение 3), установленной в центрах наладки, и измерительной головки 1ИГ, закрепленной на штативе с магнитным основанием на установочной каретке. Измерительный наконечник измерительной головки приводят в соприкосновение с плоскостью диска, перемещают установочную каретку и следят за показаниями измерительной головки. Затем установочную каретку стопорят и, перемещая вертикальную каретку под сменные наладки, следят за показаниями измерительной головки.
Отклонение от перпендикулярности оси центров наладки к ходу установочной каретки и каретки кронштейна под сменные наладки не должно превышать:
0,01 мм на длине 50 мм - | для | межосемера | типоразмера | S01; | |||
0,03 мм на длине 100 мм | " | " | " | S02; | |||
0,014 мм на длине 50 мм | " | " | " | S1. | |||
3.5.2. Погрешность межосемеров типоразмеров S01 и S02 за оборот колеса определяют при помощи цилиндрической оправки с биением не более 0,002 мм, установленной в центрах наладки для измерения червячных колес, и двух гладких цилиндрических дисков с аттестованным биением 0,030-0,070 мм для межосемера типоразмера S01 и 0,070-0,170 мм - для межосемера типоразмера S02, установленных в центрах установочной каретки.
Приводя диск и оправку в соприкосновение, создают натяг на индикаторе 0,2 мм и, поворачивая диск, следят за показаниями индикатора.
Погрешность межосемера типоразмера S1 определяют при помощи гладкого цилиндрического диска, установленного на оправке измерительной каретки и цилиндрической оправки (см. справочное приложение 4, черт.1). Цилиндрическую оправку устанавливают в центрах бабок межосемера. Биение цилиндрического диска - не более 0,003 мм при аттестованном биении цилиндрической оправки в пределах одного из диапазонов измерений, приведенных в ГОСТ 5368-81.
Диск и оправку приводят в соприкосновение, создают натяг на индикаторе 0,2 мм и, поворачивая оправку, следят за показаниями индикатора. Число измерений должно быть не менее трех. За результат измерений принимают среднее арифметическое значение.
Разность между результатом измерения и суммарным биением диска и оправки не должна превышать 0,010 мм для межосемеров типоразмеров S01 и S02 и предела допускаемой погрешности для соответствующего диапазона измерений и класса точности В, установленных в ГОСТ 5368-81, - для межосевого типоразмера S1.
Погрешность межосемера при измерении колебания межосевого расстояния на одном зубе определяют так же, как за оборот колеса, но вместо диска с аттестованным биением применяют оправку с лысками (см. справочное приложение 2, черт.1) для межосемеров типоразмеров S01 и S02, а для межосемера типоразмера S1 применяют оправку с лысками (см. справочное приложение 4, черт.2), глубина которых должна быть в пределах диапазонов измерений, установленных в ГОСТ 5368-81.
Разность между результатом измерения и аттестованной глубиной лысок не должна превышать 0,005 мм для межосемеров типоразмеров S01 и S02 и предела допускаемой погрешности для соответствующих диапазона измерений и класса точности В, установленных в ГОСТ 5368-81, - для межосемера типоразмера S1.
3.5.1, 3.5.2. (Измененная редакция, Изм. N 1).
3.6. Определение метрологических параметров межосемера при измерении колес с тонкими цапфами и колес малого диаметра
3.6.1. Отклонение от параллельности и перекос осей оправок, установленных в центрах наладки для измерения зубчатых колес с тонкими цапфами и на установочной каретке (межосемер типоразмера S02), и осей оправок наладки для измерения цилиндрических зубчатых колес малого диаметра (межосемер типоразмера S1) определяют методами и средствами, указанными в п.3.4.1.
При поверке межосемеров типоразмера S02 применяют концевые меры длины 10 мм и типоразмера S1 - 20 мм.
Отклонение от параллельности и перекос осей оправок не должны превышать 0,005 мм на длине 35 мм для класса точности АВ, 0,006 мм - для класса точности В (межосемер типоразмера S02) и 0,007 мм на длине 50 мм (межосемер типоразмера S1).
3.6.2. Погрешность межосемера типоразмера S02 при измерении колес с тонкими цапфами при измерении колебания межосевого расстояния за оборот колеса определяют при помощи цилиндрической оправки с биением не более 0,002 мм, установленной в центрах наладки, цилиндрических дисков с аттестованным биением в пределах одного из диапазонов измерений, установленных в ГОСТ 10387-81, и измерительной головки 1ИГ.
Погрешность межосемера типоразмера S1 при измерении колес малого диаметра определяют при помощи аттестованных гладких цилиндрических дисков, один из которых имеет биение не более 0,003 мм, а другой - аттестованное биение в пределах минимального диапазона измерений, установленного в ГОСТ 5368-81 (см. справочное приложение 5), и измерительной головки.
Погрешность межосемера при измерении межосевого расстояния на одном зубе зубчатого колеса определяют при помощи оправки с лысками или диска с впадинами (см. справочное приложение 2, черт.1 и 2), глубина которых или перепад поясков должны быть в пределах одного из диапазонов измерений, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1. Оправку или диск устанавливают в центрах установочной каретки межосемера.
Погрешность межосемера при измерении отклонения измерительного межосевого расстояния от номинального определяют при помощи концевых мер длины при номинальном измерительном межосевом расстоянии 22 или 42 мм.
Методика определения погрешности межосемера при измерении колес с тонкими цапфами и колес малого диаметра такая же, как и по п.3.4.2.3.
Погрешность межосемера не должна превышать предела допускаемой погрешности для соответствующих диапазона измерений и класса точности, установленных в ГОСТ 10387-81 для межосемера типоразмера S02 и в ГОСТ 5368-81 - для типоразмера S1.
3.6.1, 3.6.2. (Измененная редакция, Изм. N 1).
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Положительные результаты государственной первичной поверки межосемеров оформляют записью в паспорте, удостоверенной подписью поверителя.
4.2. Положительные результаты государственной периодической поверки оформляют выдачей свидетельства по форме, установленной Госстандартом.
4.3. Положительные результаты ведомственной поверки оформляют в порядке, установленном ведомственной метрологической службой.
4.4. Межосемеры, не удовлетворяющие требованиям наcтоящего стандарта, к выпуску и применению не допускают, и на них выдают извещение о непригодности.
ПРИЛОЖЕНИЕ 1 (справочное). СПЕЦИАЛЬНОЕ ПРИСПОСОБЛЕНИЕ
ПРИЛОЖЕНИЕ 1
Справочное
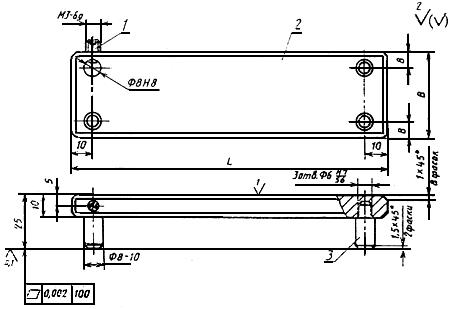
1 - винт В. М3-6gх8.48 ГОСТ 1477-84; 2 - плита; 3 - опора.
Материал плиты - сталь 50 ГОСТ 1050-74, 37 ... 42 HRC![]() .
.
Материал опор - сталь ШХ15 ГОСТ 801-78, 59 .. 65 HRC![]() .
.
Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
мм
|
| |||
250 | 50 | |||
150 | 50 | |||
150 | 40 | |||
100 | 30 | |||
ПРИЛОЖЕНИЕ 2 (справочное). ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ОПРЕДЕЛЕНИИ ПОГРЕШНОСТИ МЕЖОСЕМЕРА
ПРИЛОЖЕНИЕ 2
Справочное
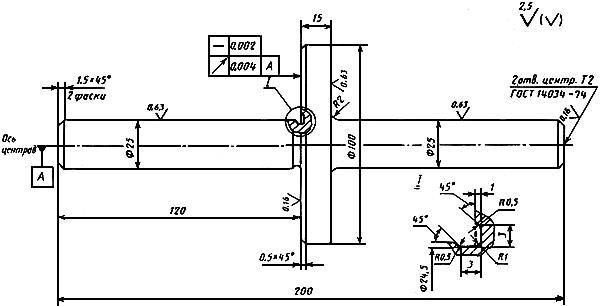
Черт.1. Оправка с лысками
Оправка с лысками
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Предельные отклонения размеров: h14, ![]() .
.
Перепад биения на каждой лыске измерять с точностью до 0,001 мм.
Маркировать номинальный размер "0,042".
Маркировать номинальный размер "0,017"
Черт.1
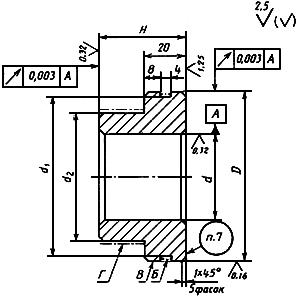
Черт.2. Диск с впадинами
Диск с впадинами
мм
|
|
|
|
|
|
80 | 78 | 40 | 60 | 40 | 0,010-0,025 |
0,025-0,056 | |||||
0,056-0,112 | |||||
40 | 38 | 20 | - | - | 0,005-0,025 |
0,025-0,060 | |||||
0,056-0,112 | |||||
* Размер для справок. | |||||
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Допускаемая погрешность аттестации размеров 0,001 мм.
Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
Маркировать действительный размер ![]()
Черт.2
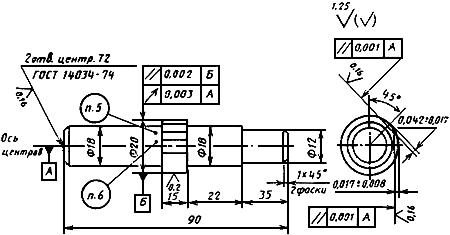
ПРИЛОЖЕНИЕ 3 (справочное). СПЕЦИАЛЬНАЯ ОПРАВКА ДЛЯ ПОВЕРКИ МЕЖОСЕМЕРОВ
ПРИЛОЖЕНИЕ 3
Справочное
Черт.1. Для типоразмеров S01 и S02
Для типоразмеров S01 и S02
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Предельные отклонения размеров: h14, ![]() .
.
Черт.1
Черт.2. Для типоразмера S1
Для типоразмера S1
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Предельные отклонения размеров: h14, ![]() .
.
Черт.2
ПРИЛОЖЕНИЕ 4 (справочное). ОПРАВКИ, ПРИМЕНЯЕМЫЕ ПРИ ОПРЕДЕЛЕНИИ ПОГРЕШНОСТИ МЕЖОСЕМЕРА ПРИ ИЗМЕРЕНИИ ЧЕРВЯЧНЫХ КОЛЕС
ПРИЛОЖЕНИЕ 4
Справочное
Черт.1. Цилиндрическая оправка
Цилиндрическая оправка
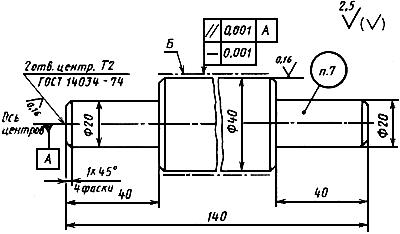
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Покрытие - Хим. Окc. прм. ГОСТ 9.073-77, кроме поверхности А.
Предельные отклонения размеров: h14, ![]() .
.
Биение поверхности Б относительно оси центров должно быть:
0,01-0,100; 0,100-0,200; 0,200-0,355 мм.
Допуск биения поверхности Б относительно оси центров - 0,001 мм.
Маркировать номинальный размер ![]() 40
40
Черт.1
Черт.2. Оправка с лысками
Оправка с лысками
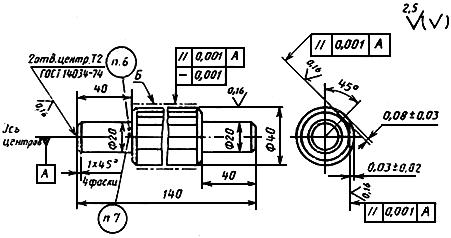
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Покрытие - Хим. Окс. прм. ГОСТ 9.073-77, кроме поверхности Б.
Предельные отклонения размеров: h14, ![]() .
.
Перепад биения на каждой лыске измеряют с точностью до 0,001 мм.
Маркировать номинальный размер "0,08".
Маркировать номинальный размер "0,03"
Черт.2
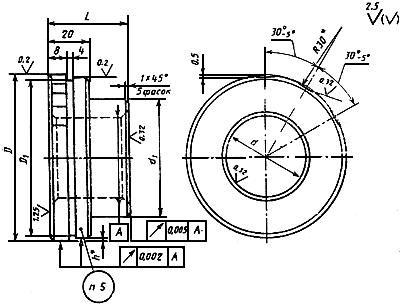
ПРИЛОЖЕНИЕ 5 (справочное). ЦИЛИНДРИЧЕСКИЙ ДИСК
ПРИЛОЖЕНИЕ 5
Справочное
мм
| 80 | 40 | |||
| 40 | 20 | |||
| 78 | 39 | |||
| 60 | - | |||
| 40 | - | |||
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Радиальное биение поверхности В относительно оси поверхности А должно быть в пределах: при ![]() =80 мм 0,010-0,050; 0,100-0,160; 0,200-0,355, при
=80 мм 0,010-0,050; 0,100-0,160; 0,200-0,355, при ![]() =40 мм 0,010-0,030; 0,030-0,070; 0,070-0,170; 0,200-0,355 мм.
=40 мм 0,010-0,030; 0,030-0,070; 0,070-0,170; 0,200-0,355 мм.
Допуск радиального биения диаметра ![]() 0,001 мм.
0,001 мм.
Покрытие поверхностей Б, Г: Хим. Окс. прм. ГОСТ 9.073-77.
Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
Маркировать действительный размер диаметра ![]() .
.
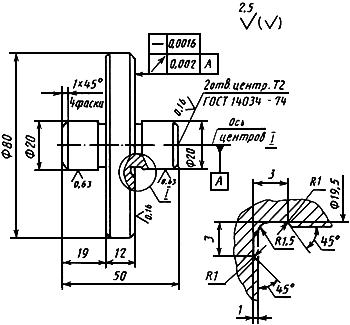
ПРИЛОЖЕНИЕ 6 (справочное). СПЕЦИАЛЬНЫЕ ДИСКИ ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ МЕЖОСЕМЕРА ПРИ ИЗМЕРЕНИИ КОЛЕС ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ
ПРИЛОЖЕНИЕ 6
Справочное
Черт.1
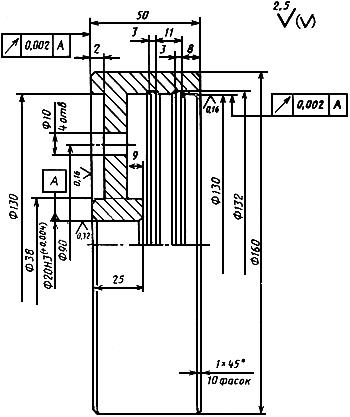
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Неуказанные предельные отклонения размеров: H14, h14, ![]() .
.
Черт.1
Черт.2. Диск
Диск
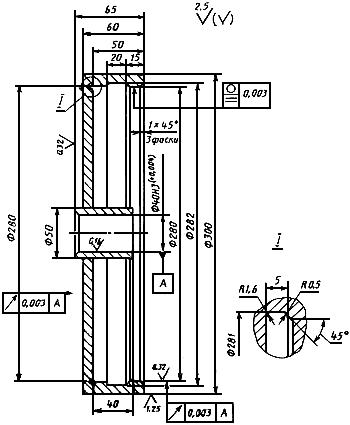
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 59 ... 65 HRC![]() .
.
Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
Черт.2
Черт.3. Диск
Диск
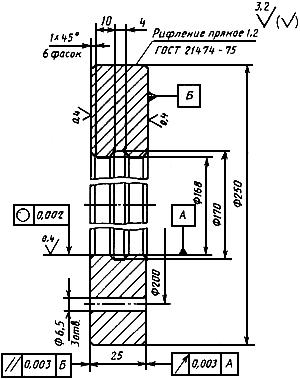
Материал - сталь ШХ15 ГОСТ 801-78.
Твердость 61 ... 65 HRC![]() .
.
Предельные отклонения размеров: Н14, h14, ![]() .
.
Черт.3
Приложения 1-6. (Измененная редакция, Изм. N 1).