ГОСТ 8.224-76
Группа T88.5
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
ДЛИНОМЕРЫ ПНЕВМАТИЧЕСКИЕ ВЫСОКОГО ДАВЛЕНИЯ
РОТАМЕТРИЧЕСКОГО ТИПА
Методы и средства поверки
State System for Ensuring the Uniformity of measurements.
High-pressure air ganging instruments of flowmeter type.
Methods and means of verification
Срок действия с 01.01.1978 г.
до 01.01.1983 г.*
____________________________________
* Ограничение срока действия отменено
(ИУС N 6, 1979 год). - Примечание.
РАЗРАБОТАН
Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
Директор В.В.Сычев
Руководитель и исполнитель темы Л.А.Богаченко
Всесоюзным Институтом повышения квалификации руководящих и инженерно-технических работников в области стандартизации, качества продукции и метрологии (ВИСМ)
Зам. директора Ю.В.Пирковский
Руководитель и исполнитель темы Ф.В.Цидулко
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
Директор В.В.Сычев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21 декабря 1976 г. N 2789
Настоящий стандарт распространяется на пневматические длиномеры высокого давления ротаметрического типа для измерения линейных размеров по ГОСТ 14866-76 и устанавливает методы и средства их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства, указанные в таблице.
Наименование операции | Номер пунктов стандарта | Средства поверки и их нормативно-технические характеристики | Обязательность проведения операции при: | ||
выпуске из произ- | ремонте | эксплу- | |||
Внешний осмотр | 4.1 | - | Да | Да | Нет |
Опробование: | 4.2 | - | |||
проверка плавности перемещения передвижных указателей пределов полей допусков вдоль шкалы | 4.2.1 | Да | Да | Да | |
проверка герметичности | 4.2.2 | Показывающий манометр с верхним пределом измерения 2,5 кгс/см | Да | Да | Да |
проверка возможности смещения поплавка при пользовании регулировочными вентилями | 4.2.3 | Стойка вертикального контактного интерферометра по ГОСТ 8290-57. Плоскопараллельная концевая мера длины 3-го класса по ГОСТ 9038-73. Показывающий манометр с верхним пределом измерения 10 кгс/см | Да | Да | Да |
проверка перемещения поплавка при пользовании регулировочными вентилями | 4.2.4 | То же | Да | Да | Нет |
Определение метрологических параметров: | 4.3 | ||||
проверка ширины и длины штрихов шкалы | 4.3.1 | Измерительная лупа типа ЛИ-3-10* по ГОСТ 8309-75 | Да | Нет | Нет |
проверка неравномерности шкалы | 4.3.2 | То же | Да | Нет | Нет |
определение влияния изменения сетевого давления на показания прибора | 4.3.3 | Стойка вертикального контактного интерферометра по ГОСТ 8290-57. Плоскопараллельная концевая мера длины 3-го класса по ГОСТ 9038-73. Показывающий манометр класса точности 2,5 с верхним пределом измерения 10 кгс/см | Да | Да | Да |
определение погрешности повторного включения прибора в сеть сжатого воздуха | 4.3.4 | Стойка вертикального контактного интерферометра по ГОСТ 8290-57. Плоскопараллельная концевая мера длины 3-го класса по ГОСТ 9038-73. Показывающий манометр класса точности 2,5 с верхними пределами измерения 10 кгс/см | Да | Да | Да |
определение вертикального колебания поплавка | 4.3.5.1 | Стойка вертикального контактного интерферометра по ГОСТ 8290-57. Плоскопараллельная концевая мера длины 3-го класса по ГОСТ 9038-73. Показывающий манометр класса точности 2,5 с верхним пределом измерения 10 кгс/см | Да | Да | Да |
определение вертикального колебания поплавка при | 4.3.5.2 | То же | Да | Нет | Нет |
определение размаха показаний прибора | 4.3.6 | Средства поверки по п.4.3.5.1. Параллельное измерительное сопло диаметром | Да | Да | Да |
определение погрешности прибора | 4.3.7 | Стойка вертикального контактного интерферометра по ГОСТ 8290-57. Специальный кронштейн (справочное приложение 2). Переходная втулка (справочное приложение 3). Образцовые кольца 3 и 4 разрядов по ГОСТ 8.020-75. Трубка оптиметра по ГОСТ 5405-75. Оптикаторы 02П и 01П по ГОСТ 10593-74. Контрольное измерительное сопло (справочное приложение 1). Плоскопараллельная концевая мера длины 3-го класса по ГОСТ 9038-73. Показывающий манометр с верхним пределом измерения 10 кгс/см | Да | Да | Да |
определение погрешности при проверке запасной ротаметрической трубки | 4.3.7.4 | То же | Да | Нет | Нет |
Примечание. Для определения погрешности длиномеров с пробкой при выпуске из производства применяют контрольные пробки диаметром 20 мм (при рабочих пробках до 60 мм) и диаметром 100 мм (при рабочих пробках свыше 60 мм) и наборы образцовых колец следующих разрядов:
при цене деления шкалы прибора 1 мкм - кольца 3-го разряда:
при цене деления шкалы прибора 2 мкм для диаметров пробок ![]() 6-100 мм - кольца 4-го разряда, а для диаметров пробок
6-100 мм - кольца 4-го разряда, а для диаметров пробок ![]() 100-160 мм - кольца 3-го разряда;
100-160 мм - кольца 3-го разряда;
при цене деления шкалы прибора 5,10 мкм - кольца 4-го разряда.
1.2. Допускается применять другие, вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной или с их разрешения ведомственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
2. УСЛОВИЯ ПОВЕРКИ
2.1. При поверке длиномеров должны соблюдаться следующие условия:
температура помещения 20±1 °C для длиномеров с ценой деления 0,2; 0,5; 1 и 2 мкм; 20±2° - для длиномеров с ценой деления 5 и 10 мкм; атмосферное давление 101,3±3,3 кПа (760±25 мм рт. ст.); относительная влажность не более 80%.
2.2. При поверке должны отсутствовать удары и вибрации, влияющие на положение поплавка в рабочем состоянии.
2.3. Изменение давления воздуха в сети за время проведения операций поверки (кроме п.4.3.3) должно быть не более 0,05 МПа (0,5 кгс/см![]() ).
).
3. ПОДГОТОВКА К ПОВЕРКЕ
3.1. Перед проведением поверки следует выполнить следующие подготовительные работы:
соединить шлангами сеть сжатого воздуха, стабилизатор давления, длиномер и измерительную оснастку; к длиномерам без измерительной оснастки присоединить контрольное измерительное сопло;
произвести настройку цены деления длиномера, предварительно выставив начальный зазор в зависимости от вида измерительной оснастки в соответствии с эксплуатационным документом.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр
При внешнем осмотре должно быть установлено соответствие внешнего вида, комплектности и маркировки длиномера требованиям ГОСТ 14866-76.
4.2. Опробование
4.2.1. Плавность перемещения передвижных указателей пределов полей допусков вдоль шкалы должна соответствовать требованиям ГОСТ 14866-76.
4.2.2. Герметичность длиномера (кроме длиномеров со встроенным стабилизатором давления) проверяют следующим образом.
При закрытом вентиле выпуска воздуха в атмосферу к длиномеру вместо измерительной оснастки присоединяют манометр. С помощью стабилизатора давления устанавливают деление 0,2 МПа (2 кгс/см![]() ), перекрывают вход прибора сразу за стабилизатором давления и в течение 3 мин наблюдают за показанием манометра. Стрелка манометра при этом не должна иметь заметного перемещения.
), перекрывают вход прибора сразу за стабилизатором давления и в течение 3 мин наблюдают за показанием манометра. Стрелка манометра при этом не должна иметь заметного перемещения.
4.2.3. Возможность смещения поплавка при пользовании регулировочными вентилями проверяют в начале, середине и конце шкалы, регулируя каждый из вентилей и наблюдая за изменением положения поплавка.
При действии каждым вентилем должна обеспечиваться возможность смещения поплавка согласно требованиям, установленным ГОСТ 14866-76.
4.2.4. Перемещение поплавка при пользовании регулировочными вентилями проверяют, регулируя вентили от их закрытого положения и наблюдая за положением поплавка.
Значение перемещения должно соответствовать требованиям, установленным ГОСТ 14866-76.
4.3. Определение метрологических параметров
4.3.1. Определение ширины и длины штрихов
Ширину и длину штрихов шкалы определяют при помощи измерительной лупы на соответствие требованиям ГОСТ 14866-76.
4.3.2. Определение неравномерности шкалы
Неравномерность шкалы, %, определяют по формулам:
![]() ;
;![]() ,
,
где ![]() - номинальное значение длины деления шкалы;
- номинальное значение длины деления шкалы;![]() - соответственно длина большего и меньшего деления шкалы, определенная с помощью лупы.
- соответственно длина большего и меньшего деления шкалы, определенная с помощью лупы.
Неравномерность шкалы должна соответствовать требованиям ГОСТ 14866-76.
4.3.3. Определение влияния изменения сетевого давления на показание прибора
Влияние изменения сетевого давления на показание прибора с пневматической пробкой определяют, используя эту пробку и установочное кольцо к ней наибольшего предельного размера. Для прибора с измерительным соплом закрепляют сопло в кронштейне стойки. Против него на столике стойки помещают концевую меру длины, которая является заслонкой сопла. Изменяя измерительный зазор, устанавливают поплавок на верхней отметке шкалы. На входе прибора редукционным пневмоклапаном изменяют давление от 0,32 до 0,6 МПа (от 3,2 до 6 кгс/см![]() ), отсчитанное по манометру, установленному после клапана, и при этом наблюдают за изменением положения поплавка.
), отсчитанное по манометру, установленному после клапана, и при этом наблюдают за изменением положения поплавка.
Изменение показаний прибора не должно превышать значений, установленных ГОСТ 14866-76.
4.3.4. Определение погрешности повторного включения прибора в сеть сжатого воздуха
Погрешность повторного включения прибора в сеть сжатого воздуха определяют для верхней отметки шкалы. Открывая и закрывая кран на входе в прибор 5 раз, наблюдают за изменением положения поплавка. Показания снимают через 2 мин после каждого открывания крана. За погрешность повторного включения принимают наибольшее отклонение от первоначального значения.
Погрешность повторного включения не должна превышать значений, установленных в ГОСТ 14866-76.
Примечание. Вместо поверки прибора по пп.4.3.3 и 4.3.4 допускается проводить отдельно поверку стабилизатора давления по ГОСТ 14862-69.
4.3.5. Определение вертикального колебания поплавка
4.3.5.1. Вертикальное колебание поплавка определяют при его положении в начале, середине и конце шкалы по окончании времени установления показаний. Поплавок устанавливают в заданных участках шкалы и наблюдают за ним. Проверку проводят при закрытом положении вентилей прибора и при открывании каждого вентиля, обеспечивающим максимальное регламентированное перемещение поплавка. Поверку проводят с каждым из комплектующих поплавков.
4.3.5.2. Вертикальное колебание поплавка при проверке запасной ротаметрической трубки определяют как указано в п.4.3.5.1 для каждого из комплектующих ее поплавков. При этом запасная ротаметрическая трубка монтируется в длиномер.
Колебание поплавка не должно превышать значений, установленных в ГОСТ 14866-76.
4.3.6. Определение размаха показаний
Для определения размаха показаний в пневматическую схему (указанную на чертеже), параллельно измерительной оснастке включают сопло диаметром ![]() =2 мм (см. справочное приложение 1). Поплавок выводят в середину шкалы прибора. Резко 10 раз открывают и перекрывают параллельное сопло и каждый раз снимают показания длиномера при перекрытом параллельном сопле. За размах показаний принимают разность наибольшего и наименьшего показаний длиномера. Поверку проводят с каждым из комплектующих поплавков. Допускается замена параллельного сопла краном-переключателем со сбросом в атмосферу.
=2 мм (см. справочное приложение 1). Поплавок выводят в середину шкалы прибора. Резко 10 раз открывают и перекрывают параллельное сопло и каждый раз снимают показания длиномера при перекрытом параллельном сопле. За размах показаний принимают разность наибольшего и наименьшего показаний длиномера. Поверку проводят с каждым из комплектующих поплавков. Допускается замена параллельного сопла краном-переключателем со сбросом в атмосферу.
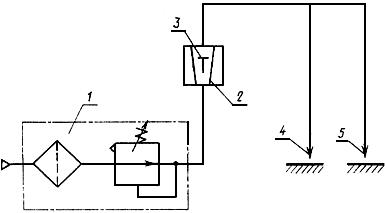
1 - блок фильтра со стабилизатором давления; 2 - ротаметрическая трубка; 3 - поплавок;
4 - измерительное сопло; 5 - параллельное сопло
Размах показаний не должен превышать значений, установленных в ГОСТ 14866-76.
4.3.7. Определение погрешности прибора
4.3.7.1. Погрешность длиномера с измерительным соплом определяют, укрепив на стойке кронштейн с двумя отверстиями (см. справочное приложение 2). В одно отверстие кронштейна закрепляют через переходную втулку (см. справочное приложение 3) измерительное сопло (против концевой меры длины), а в другое - образцовое измерительное средство. В качестве образцового измерительного средства используют при цене деления длиномера 10; 5 и 2 мкм трубку оптиметра, при цене деления 1 и 0,5 мкм - оптикатор с ценой деления 0,2 мкм, при цене деления 0,2 мкм - оптикатор с ценой деления 0,1 мкм. Показания по шкале длиномера отсчитывают до 0,1 цены деления.
Перемещая столик, устанавливают, руководствуясь эксплуатационным документом, начальный зазор, соответствующий положению поплавка длиномера на нижней отметке шкалы. Затем наконечник оптиметра или оптикатора вводят в соприкосновение с поверхностью стола, а указатель его шкалы устанавливают на такую отметку, чтобы обеспечить поверку всего диапазона показаний без изменения установки образцового средства измерения. После этого образцовое измерительное средство закрепляют в кронштейне.
Далее снимают показания по всей шкале длиномера, перемещая столик на 1 мкм при цене деления длиномера 0,2 мкм; на 2 мкм - при цене деления 0,5 мкм; на 3 мкм - при цене деления 1 мкм; на 6 мкм - при цене деления 2 мкм; на 10 мкм - при цене деления 5 мкм и на 20 мкм - при цене деления 10 мкм.
Погрешность для каждой поверяемой отметки шкалы длиномера определяют как разность между соответствующими показаниями длиномера и образцового измерительного средства. Поверку проводят с каждым из комплектующих поплавков. Для приборов, у которых предусмотрены разные значения цены деления, эту поверку проводят с одним из комплектующих поплавков на всех ценах деления, а с остальными поплавками - при наибольшей и наименьшей ценах деления.
4.3.7.2. Погрешность длиномеров с пневматической пробкой, имеющих кроме двух образцовых колец, соответствующих граничным значениям шкалы, еще не менее двух дополнительных образцовых колец, делящих диапазон шкалы по возможности равномерно, определяют по этим кольцам. Пневматическую пробку закрепляют горизонтально при вертикальном расположении оси сопел. По предельным кольцам устанавливают цену деления и затем поочередно устанавливают на пробку все кольца таким образом, чтобы они своим весом прижимались к верхней образующей пробки. Снимают показания по шкале длиномера и определяют погрешность, как разность между соответствующим показанием длиномера и действительным размером образцового кольца.
4.3.7.3. При отсутствии дополнительных образцовых колец пневматическую пробку заменяют двумя контрольными измерительными соплами номинального диаметра (см. справочное приложение 1), равного диаметру сопел пневматической пробки. Одно из измерительных сопел закрепляют в кронштейне с двумя отверстиями. Перед этим соплом устанавливают с помощью образцового измерительного средства, закрепленного во втором отверстии кронштейна, зазор, равный минимальному зазору между торцом сопла пневматической пробки и кольцом (этот зазор образуется при прижиме кольца к пробке со стороны сопла). В дальнейшем этот зазор остается неизменным. Допускается имитировать указанный зазор другими средствами.
На второй стойке, тоже с кронштейном, закрепляют второе сопло и устанавливают перед ним зазор, равный разности занижения по диаметру сопел пробки и зазора, установленного у первого сопла. Изменение зазора перед этим соплом имитирует установку различных колец на пневматическую пробку. Проводят настройку цены деления длиномера с двумя соплами. Дальнейшая методика поверки - как указано в п.4.3.7.1.
4.3.7.4. Погрешность длиномера с измерительным соплом при проверке запасной трубки определяют как указано в п.4.3.7.1, а длиномера с пробкой - в пп.4.3.7.2 или 4.3.7.3. Поверку проводят для каждого из комплектующих трубку поплавков.
Погрешность прибора во всех поверяемых отметках шкалы не должна превышать предела допускаемой погрешности по ГОСТ 14866-76.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
5.1. На длиномеры, признанные годными при поверке органами Госстандарта СССР, выдают свидетельство установленной формы.
5.2. Результаты периодической ведомственной поверки оформляют соответствующим документом, составленным ведомственной метрологической службой.
5.3. Результаты первичной поверки длиномеров предприятие-изготовитель оформляет отметкой в паспорте.
5.4. Длиномеры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ 1 (справочное). Контрольное измерительное сопло
ПРИЛОЖЕНИЕ 1
Справочное
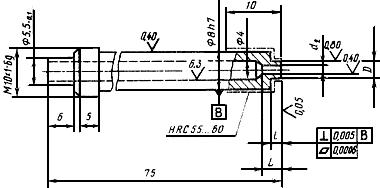
Контрольные измерительные сопла используют для поверки длиномеров, выпускаемых без измерительной оснастки. Эти сопла могут быть использованы в качестве параллельного сопла, а также для замены пробки соплами.
Неуказанные предельные отклонения размеров: охватывающих - по H14; охватываемых - по h14; прочих - ![]() допуска квалитета 15.
допуска квалитета 15.
Размер ![]() должен обеспечиваться на торце сопла, где недопустимы видимые глазом фаски, закругления и т.д.
должен обеспечиваться на торце сопла, где недопустимы видимые глазом фаски, закругления и т.д.
|
|
|
|
10 | 2,0 | 1,0 | 2,0 |
2,0 | 4,0 | 2,0 | 4,0 |
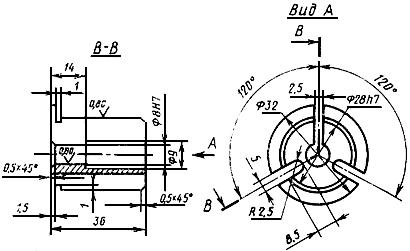
ПРИЛОЖЕНИЕ 2 (справочное). Кронштейн с двумя отверстиями
ПРИЛОЖЕНИЕ 2
Справочное
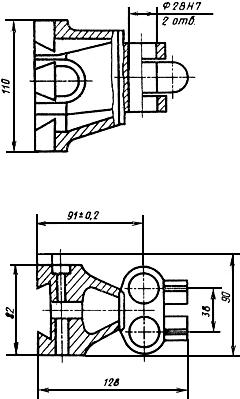
ПРИЛОЖЕНИЕ 3 (справочное). Втулка переходная
ПРИЛОЖЕНИЕ 3
Справочное