ГОСТ 7013-67
Группа П41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НОЖИ ИЗМЕРИТЕЛЬНЫЕ
Measuring knives
Дата введения 1968-01-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 25 мая 1967 г. Срок введения установлен с 01.01.68
ВЗАМЕН ГОСТ 7013-54
ПЕРЕИЗДАНИЕ. Декабрь 1985 г.
Настоящий стандарт распространяется на измерительные ножи, предназначенные для измерения методом осевого сечения резьбовых калибров с шагом более 0,5 мм и углом подъема до 7°30' и гладких калибров.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Измерительные ножи должны изготовляться следующих типов:
РПБ - резьбовые правые большие (черт.1);
РЛБ - резьбовые левые большие (черт.2);
РПМ - резьбовые правые малые (черт.1);
РЛМ - резьбовые левые малые (черт.2);
ГП - гладкие прямые (черт.3).
Черт.1. Резьбовые правые большие и малые
Черт.2. Резьбовые левые большие и малые
Черт.3. Гладкие прямые
Правый | Левый | Прямой | |||
|
|
| |||
Черт.1 | Черт.2 | Черт.3 | |||



Примечание. Правые и левые ножи отличаются только положением рабочей грани.
Правые резьбовые ножи служат для установки их по правым сторонам профиля витков, обращенных к наблюдателю, левые - для установки по левым сторонам профиля витков.
1.2. Основные размеры ножей должны соответствовать указанным на черт.4, 5 и в таблице.
Черт.4. Основные размеры. Прямой нож
Прямой нож
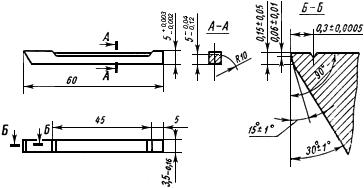
Черт.4
Черт.5. Основные размеры. Резьбовой нож
Резьбовой нож
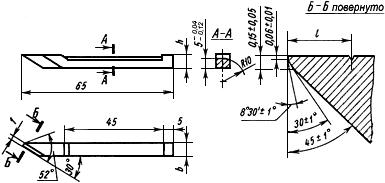
Черт.5
Размеры, мм
Тип ножей | Ширина ножей | Рабочий размер |
РПБ, РЛБ | 5 | 0,9±0,0005 |
РПМ, РЛМ | 3,5 | 0,3±0,0005 |
1.3. Допускается изготовление резьбовых ножей с отрицательным передним углом (черт.6).
Черт.6. Резьбовые ножи с отрицательным передним углом
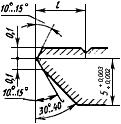
Черт.6
1.4. Размер ![]() определяется как расстояние от кромки измерительной поверхности у резьбовых и рабочей грани у прямых ножей до середины штриха, измеренное в направлении, перпендикулярном кромке (грани).
определяется как расстояние от кромки измерительной поверхности у резьбовых и рабочей грани у прямых ножей до середины штриха, измеренное в направлении, перпендикулярном кромке (грани).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Измерительные ножи должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Ножи должны изготовляться из стали ХВ5 по ГОСТ 5950-73*.
_______________
* На территории Российской Федерации действует ГОСТ 5950-2000, здесь и далее по тексту. - Примечание изготовителя базы данных.
Допускается изготовление ножей из стали марок Х и ХВГ по ГОСТ 5950-73 или ШХ15 по ГОСТ 801-78.
2.3. Твердость измерительных ножей должна быть не ниже HV 739 по ГОСТ 2999-75.
2.4. Шероховатость поверхностей должна быть не более параметров по ГОСТ 2789-73:
верхней поверхности (с нанесенным штрихом) - ![]() 0,05 мкм;
0,05 мкм;
граней, образующих измерительную кромку, - ![]() 0,05 мкм;
0,05 мкм;
нерабочих поверхностей - ![]() 0,32 мкм;
0,32 мкм;
нерабочей поверхности, закругленной по радиусу, - ![]() 0,63 мкм.
0,63 мкм.
2.5. Все нерабочие острые кромки ножей должны быть притуплены. Ширина притупления должна быть не более 0,2 мм.
2.6. Притупление вершины угла 52° должно быть не более 0,03 мм.
2.7. Завалы верхней поверхности у рабочей кромки не допускаются.
2.8. Штрих должен быть четким и ровным. Ширина штриха должна быть в пределах 0,003-0,004 мм. Непрямолинейность штриха не должна превышать 0,001 мм.
2.9. Неплоскостность верхней поверхности (с нанесенным штрихом) не должна быть более 0,0006 мм, нижней - 0,002 мм.
2.10. Непараллельность верхней и нижней плоскостей не должна быть более 0,002 мм.
2.11. Непараллельность штриха и кромки (рабочей грани) не должна быть более 0,0005 мм.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Поверка ножей должна производиться методами, указанными в ГОСТ 8.236-77.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На каждом ноже должно быть нанесено:
а) номинальный размер (0,3 или 0,9 мм);
б) товарный знак предприятия-изготовителя;
в) порядковый номер;
г) год выпуска или его условное обозначение;
д) номер настоящего стандарта.
Маркировка должна быть чистой, ровной и четкой.
4.2. Перед упаковкой измерительные ножи должны быть промыты обезжиривающей и не вызывающей коррозии жидкостью и антикоррозионно обработаны. Ножи, обернутые в бумагу, не впитывающую смазку, должны быть уложены комплектно в коробки.
В комплект должны входить по два резьбовых ножа (правый и левый) или по два прямых ножа.
4.3. На коробке должно быть нанесено:
а) товарный знак предприятия-изготовителя;
б) номер настоящего стандарта.
4.4. Для транспортирования коробки с ножами должны быть обернуты в водонепроницаемую бумагу и упакованы в деревянные ящики, выложенные внутри водонепроницаемым материалом, по действующим стандартам. Футляры не должны перемещаться внутри ящика.
При транспортировании ящики с ножами должны быть установлены так, чтобы исключалась возможность их перемещения.
При транспортировании ножей в контейнерах должны соблюдаться требования настоящего пункта.
4.5. Каждый комплект измерительных ножей должен сопровождаться документом, удостоверяющим его соответствие требованиям настоящего стандарта.
Документ должен содержать:
а) наименование изделия;
б) номинальный размер;
в) порядковый заводской номер;
г) дату выпуска;
д) подтверждение соответствия ножей требованиям настоящего стандарта;
е) номер настоящего стандарта.
4.6. Ножи должны храниться в сухих отапливаемых помещениях, в воздухе которых не должно быть примесей, вызывающих коррозию.