ГОСТ 6271-90
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВОЛОКИ АЛМАЗНЫЕ
Технические условия
Diamond dies. Specifications
ОКП 39 7171
Срок действия с 01.01.92
до 01.01.95*
_______________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Ю.А.Клюев, Р.Ф.Кохан, Ю.Н.Тарасов, Т.И.Гришина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.12.90 N 3437
3. Срок проверки - 1993, периодичность проверки - 5 лет
4. Взамен ГОСТ 6271-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8.051-81 | 4.2, Приложение 2 |
ГОСТ 9.014-78 | 2.7 |
ГОСТ 27.410-87 | 4.5.1; 4.5.2 |
ГОСТ 1066-90 | Приложение 2 |
ГОСТ 2112-79 | 4.5 |
ГОСТ 5959-80 | 2.9 |
ГОСТ 18088-83 | 5 |
ГОСТ 18903-73 | Приложение 2 |
ГОСТ 18905-73 | Приложение 2 |
ГОСТ 19671-81 | Приложение 2 |
ГОСТ 24643-81 | 2.4 |
Настоящий стандарт распространяется на алмазные волоки общего назначения для волочения проволоки диаметром до 2 мм, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на волоки для часовой промышленности.
Требования настоящего стандарта являются обязательными.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Волоки в зависимости от области применения должны изготавливаться типов, указанных в табл.1.
Таблица 1
Тип волок | Область применения | Диаметр калибрующего отверстия, мм, не более |
М | Холодное волочение металлов и сплавов с временным сопротивлением до 500 МПа - медь, золото, серебро, платина | 2,0 |
Т | Холодное волочение металлов и сплавов с временным сопротивлением от 500 МПа и более - сталь, латунь, никель, константан, манганин нихром и др. | 1,0 |
Т | Теплое и горячее волочение вольфрама, молибдена, иридия и их сплавов | 0,5 |
1.2. Основные размеры волок должны соответствовать указанным на чертеже и в табл.2.
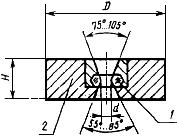
1 - алмаз; 2 - оправа; ![]() - диаметр калибрующего отверстия
- диаметр калибрующего отверстия
Таблица 2
мм
|
|
| ||
Номин. | Пред. откл. для исполнения | |||
1* | 2* | |||
До 0,03 | +0,0010 | +0,0005 | 16; 25 | 4-7 |
Св. 0,03 до 0,06 | +0,0015 | +0,0010 | ||
Св. 0,06 до 0,10 | +0,0020 | +0,0015 | ||
Св. 0,10 до 0,20 | +0,0030 | |||
Св. 0,20 до 0,50 | +0,0040 | +0,0025 | ||
Св. 0,50 до 0,80 | +0,0050 | +0,0030 | 7-14 | |
Св. 0,80 до 1,00 | +0,0070 | +0,0040 | ||
Св. 1,00 до 1,20 | +0,0090 | +0,0050 | ||
Св. 1,20 до 1,50 | +0,0100 | |||
Св. 1,50 до 2,00 | +0,0120 | +0,0065 | ||
________________
* 1 - нормальная точность; 2 - повышенная точность.
Примечание. По требованию потребителя волоки изготавливаются с любым значением ![]() , указанным в табл.2.
, указанным в табл.2.
Пример условного обозначения волоки с диаметром оправы ![]() 25 мм, типа М, с диаметром калибрующего отверстия
25 мм, типа М, с диаметром калибрующего отверстия ![]() 0,41 мм, исполнения 1:
0,41 мм, исполнения 1:
Волока 25 М 0,41 1 ГОСТ 6271-90.
То же, исполнения 2 с диаметром оправы ![]() 25 мм, высотой оправы
25 мм, высотой оправы ![]() 6 мм, типа М, с диаметром калибрующего отверстия
6 мм, типа М, с диаметром калибрующего отверстия ![]() 0,41 мм:
0,41 мм:
Волока 25 ![]() 6 М 0,41 2 ГОСТ 6271-90.
6 М 0,41 2 ГОСТ 6271-90.
1.3. Форма и размеры элементов канала волок указаны в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Волоки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Для изготовления волок должно применяться алмазное сырье VI группы по техническим условиям на сырье весовых групп в соответствии с табл.3.
Примечание. Не допускается применять алмазное сырье с напряжениями 2-го порядка и другими дефектами (трещинами, включениями в центральной и промежуточной зонах кристалла).
Таблица 3
| Весовая группа, караты |
До 0,045 | 0,08-0,10 |
Св. 0,045 до 0,100 | 0,11-0,16 |
0,100 " 0,200 | 0,17-0,20 |
0,200 " 0,300 | 0,21-0,30 |
0,300 " 0,400 | 0,31-0,40 |
0,400 " 0,500 | 0,41-0,60 |
0,500 " 0,600 | 0,61-0,85 |
0,600 " 0,800 | 0,86-1,10 |
0,800 " 1,000 | 1,11-1,35 |
1,000 " 1,200 | 1,36-1,60 |
1,200 " 1,500 | 1,61-2,10 |
1,500 " 2,000 | 2,11-3,00; 3,01-4,00 |
Примечание. Допускается использовать алмазное сырье на две весовые группы меньше или на две больше, а по согласованию с потребителем на три весовые группы меньше, указанной в табл.3, но не менее 0,08.
2.3. Поверхности рабочего, обратного конусов и калибрующей зоны должны быть отполированы до блеска и не содержать царапин, поперечных колец, резких переходов. Контроль качества поверхности проводится в соответствии с п.4.3. На поверхности волочильного канала трещины не допускаются.
По требованию потребителя дополнительно подвергается полировке смазочный конус.
2.4. Допуск параллельности торцевых поверхностей оправы и допуск плоскостности опорного торца оправы волоки - по 12-й степени точности ГОСТ 24643.
2.5. Средний ресурс волок в кг протянутой проволоки до первого восстановления должен быть не менее указанного в табл.4.
Таблица 4
Характеристика типового представителя | |||||
Тип волоки | Диапазон диаметров калибрующего отверстия, мм | Обрабатываемый материал |
| Весовая группа (размерность), караты | Средний ресурс, кг, |
М | До 0,60 | Медная проволока | 0,330 | 0,31-0,40 | 12000 |
Св. 0,60 | 1,200 | 1,36-1,60 | 80000 | ||
Т | До 1,0 | Стальная латунированная проволока | 0,148 | 0,08-0,16 | 190 |
0,17 и более | 210 | ||||
Критерием предельного состояния следует считать наличие хотя бы одного из следующих признаков:
износ волоки (выход из поля допуска диаметра калибрующего отверстия);
раскол алмаза;
появление на проволоке стружки, видимой невооруженным глазом у волок типа Т (для горячего и теплого волочения) и царапин, видимых при увеличении 8![]() -12
-12![]() ;
;
получение спиралеобразности проволоки диаметром менее 80 мм при испытании, не менее чем на двух станах и (или) с заменой подката.
2.6. На оправе волок должны быть нанесены:
со стороны входной распушки:
товарный знак предприятия-изготовителя;
номинальный диаметр калибрующего отверстия;
со стороны выходной распушки:
тип волоки;
исходной массы алмазов;
масса алмазов перед закреплением в оправу;
порядковый номер волоки по системе нумерации предприятия-изготовителя.
Для экспорта - массу алмазов не маркировать.
2.7. Перед упаковкой каждая волока должна быть законсервирована по ГОСТ 9.014. Методы и условия консервации должны обеспечить сохранность волок в течение года.
Допускается волоки с оправой из латуни не консервировать, а по требованию потребителя не консервировать волоки с оправой из стали.
2.8. Волоки должны быть плотно уложены в тару, изготовленную по чертежам предприятия-изготовителя.
Для экспорта на тару наносятся сведения в соответствии с условиями договора между предприятием и внешнеэкономической организацией.
2.9. Тара должна быть плотно уложена в транспортную тару - фанерные ящики по ГОСТ 5959 или другую тару, обеспечивающую сохранность инструмента.
2.10. В транспортную тару должен быть вложен документ с указанием:
товарного знака предприятия-изготовителя;
наименования инструмента и обозначения настоящего стандарта;
номера каждой волоки по системе нумерации предприятия-изготовителя;
диаметров калибрующих отверстий волок;
количества волок;
исходной массы алмазов для каждой волоки;
массы алмазов перед закреплением в оправу;
отметки ОТК, упаковщика и даты упаковки.
3. ПРИЕМКА
3.1. Для проверки соответствия волок требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочный контроль должен проводиться в следующем объеме: сплошной - по пп.1.2 (диаметр калибрующего отверстия), 2.3; выборочный - по пп.1.2 (размер оправы), 1.3; 2.4.
3.3. Выборочный контроль проводят с использованием нормальных, усиленных или ослабленных планов.
Параметры планов контроля для партии объемом до 150 шт. указаны в табл.5.
Таблица 5
Планы контроля | Объем выборки, шт. | Приемочное число | Браковочное число |
Нормальный | 3 | 0 | 1 |
Усиленный | 5 | ||
Ослабленный | 2 |
3.3.1. Для определения соответствия партии продукции установленным требованиям следует:
отобрать случайным образом выборку продукции объемом, указанным в принятом плане контроля (по табл.5);
проверить каждое изделие в выборке на соответствие требованиям, указанным в п.3.2 для выборочного контроля. Считать партию продукции соответствующей установленным требованиям, если у всех изделий в выборке не обнаружено дефектов по контролируемым параметрам.
3.3.2. Нормальный контроль является основным видом контроля и его следует применять во всех случаях до тех пор, пока не возникнут условия перехода на усиленный или ослабленный контроль.
Если в ходе нормального контроля две из пяти последовательных партий будут забракованы, следует перейти на усиленный контроль.
Если при усиленном контроле пять очередных партий будут приняты, переходят на нормальный контроль.
Если при нормальном контроле не менее семнадцати последовательных партий были приняты, переходят на ослабленный контроль.
Если в ходе ослабленного контроля очередная партия забракована при первом предъявлении, следует перейти на нормальный контроль.
3.4. Периодические испытания проводят один раз в три года на соответствие требованиям п.2.5.
Допускается проведение испытаний у потребителя в производственных условиях.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль диаметра калибрующего отверстия по п.1.2 проводится по методике, изложенной в приложении 2.
4.2. Контроль по пп.1.2 (размер оправы), 1.3; 2.4 должен проводиться средствами измерения, обеспечивающими необходимую точность измерения, выбираемыми в соответствии с требованиями ГОСТ 8.051.
Примечания.
1. Контроль формы и размеров элементов канала волок по п.1.3 проводится до закрепления алмаза в оправу через смотровое окно, приборами, снабженными линейными сетками при увеличении 25![]() -56
-56![]() .
.
Контроль размеров элементов канала волок с запрессованным алмазом в оправу осуществляется по качеству протянутой проволоки.
2. Контроль по п.2.4 проводится до нанесения маркировки.
4.3. Контроль по п.2.3 должен проводиться визуально с помощью оптических приборов при увеличениях:
8 | |||||
25 | " | " | " | менее 0,5 до 0,11 мм; | |
50 | " | " | " | " | 0,11 мм; |
80 | " | " | " | " | 0,03 мм. |
Контроль качества полировки проводится путем сравнения с контрольным образцом, утвержденным в установленном порядке.
4.4. Контроль плавности перехода между калибрующей зоной и обратным конусом проводится по проволоке, протянутой в прямом и обратном направлениях через волоку. На выходной раcпушке волоки и на проволоке, протянутой через нее, не должно появляться стружки, видимой невооруженным глазом. На проволоке, протянутой через волоку типа Т (для горячего и теплого волочений), не должно появляться царапин, видимых при увеличениях:
8 | ||||
12 | " | " | " | менее 0,10 мм. |
Примечание. Проволока (для определения плавности перехода) должна быть проверена входным контролем на наличие царапин при указанных увеличениях.
4.5. Периодические испытания по п.2.5 проводятся в производственных условиях для каждого типового представителя, указанного в табл.4 при условиях, изложенных в табл.6.
Таблица 6
Тип воло- |
| Характеристика проволоки, оборудование | Скорость воло- | Превышение исходного диаметра проволоки | СОЖ |
М | 0,330 | Медная проволока с временным сопротивлением разрыву до 500 МПа марки МТ ГОСТ 2112 | 22 | 10…14 | Мыльно-масляная эмульсия |
1,200 | 15 | 15…16 | |||
Т | 0,148 | Стальная латунированная проволока с временным сопротивлением разрыву 2500-3100 МПа "Сталь 70Корд" волочильный стан типа НТ-12 | 12 | 5…10 | Эмульсия |
4.5.1. Испытания проводят в соответствии с ГОСТ 27.410 по одноступенчатому методу для экспоненциального распределения наработки волок до предельного состояния.
4.5.2. Для определения испытаний определяют по ГОСТ 27.410 предельную суммарную наработку испытуемых волок ![]() и предельно допустимое число отказавших волок
и предельно допустимое число отказавших волок ![]() при условии:
при условии:
![]() ,
,
где ![]() - норма среднего ресурса волоки по табл.4;
- норма среднего ресурса волоки по табл.4;![]() - браковочное значение среднего ресурса волоки.
- браковочное значение среднего ресурса волоки.
4.5.3. Испытания проводят не менее чем на ![]() волоках без восстановления и замены в следующей последовательности:
волоках без восстановления и замены в следующей последовательности:
фиксируют наработку каждой волоки до предельного состояния и определяют суммарную наработку ![]() испытуемых волок;
испытуемых волок;
если первым достигается предельное число отказов ![]() при
при ![]() , принимают решение о несоответствии требованиям и показателю надежности;
, принимают решение о несоответствии требованиям и показателю надежности;
если первым достигается ![]() при количестве отказавших при испытании волок
при количестве отказавших при испытании волок ![]() , принимают решение о соответствии требованиям и показателю надежности.
, принимают решение о соответствии требованиям и показателю надежности.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение волок - по ГОСТ 18088.
Транспортирование волок для экспорта в соответствии с условиями договора между предприятием и внешнеэкономической организацией.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие волок требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения - один год с момента изготовления.
ПРИЛОЖЕНИЕ 1 (обязательное). ФОРМА И РАЗМЕРЫ ЭЛЕМЕНТОВ КАНАЛА ВОЛОКИ
ПРИЛОЖЕНИЕ 1
Обязательное
(до закрепления алмаза в оправу)
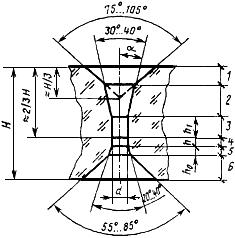
1 - входная распушка; 2 - смазочный конус; 3 - рабочий конус; 4 - калибрующая зона;
5 - обратный конус; 6 - выходная распушка
Примечания:
1. Допускается изготовлять распушку сферической формы.
2. Высота кристалла ![]() устанавливается предприятием-изготовителем.
устанавливается предприятием-изготовителем.
3. Для волок типа Т диаметром калибрующего отверстия свыше 0,5 мм входную распушку допускается не изготавливать.
4. В волоках, изготовленных из алмазного сырья размерностью меньшей, чем указано в табл.3, допускается изготавливать входную и выходную распушку уменьшенных размеров.
5. Форма и размеры элементов канала волок по согласованию с потребителем могут быть изменены.
Таблица 7
Размеры, мм
Тип волок |
|
|
|
|
|
М | До 0,100 | 0,5 | 1,0 | 0,3 | 8°…10° |
Св. 0,100 до 0,500 | |||||
Св. 0,500 до 1,000 | 0,4 | ||||
Св. 1,000 до 2,000 | 0,3 | 0,7 | |||
Т | До 0,100 | 1,0 | 1,4 | 4°…7° | |
Св. 0,100 до 1,000 | 0,75 |
________________
* Угол наклона образующей поверхности рабочего конуса.
Примечание. По согласованию между потребителем и изготовителем волок допускается выполнять волоки с углом ![]() больше указанного в табл.7.
больше указанного в табл.7.
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОДИКА ОПРЕДЕЛЕНИЯ ДИАМЕТРА КАЛИБРУЮЩЕГО ОТВЕРСТИЯ ВОЛОК КОСВЕННЫМ СПОСОБОМ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Диаметр калибрующего отверстия должен проверяться путем измерения проволоки, протянутой через волоку.
2. Проволока должна протягиваться плавно, без рывков.
3. Относительное обжатие (![]() ) при протягивании проволоки через волоку должно соответствовать указанному в табл.8.
) при протягивании проволоки через волоку должно соответствовать указанному в табл.8.
Таблица 8
| Относительное обжатие | |
М | Т | |
До 0,05 | 9…13 | 5…7 |
Св. 0,05 " 0,10 | 15…17 | 5…10 |
Св. 0.10 | 17…23 | 10…17 |
4. Первоначальный диаметр проволоки ![]() , протягиваемой через волоку, должен определяться в зависимости от относительного обжатия по следующей формуле
, протягиваемой через волоку, должен определяться в зависимости от относительного обжатия по следующей формуле
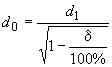 ,
,
![]() - диаметр калибрующего отверстия, определяемый в процессе изготовления канала волоки, мм;
- диаметр калибрующего отверстия, определяемый в процессе изготовления канала волоки, мм;![]() - относительное обжатие, %.
- относительное обжатие, %.
Примечание. Расчетный диаметр проволоки допускается округлять до ближайшего значения по стандарту на проволоку.
5. Для контроля должна применяться следующая проволока: типа М - медная ММ по ГОСТ 2112 - для волок типа М; вольфрамовая ВА-1-А ГОСТ 18903 и молибденовая МЧ-1-А ГОСТ 18905 - для волок типа Т диаметром до 0,1 мм; св. 0,1 мм - латунная II Л63 ГОСТ 1066, стальная латунированная из стали "70 Корд" по технической документации, утвержденной в установленном порядке.
По согласованию между изготовителем и потребителем допускается применять проволоку из других металлов.
6. За фактический диаметр калибрующего отверстия волоки принимается значение результатов измерения диаметра проволоки, протянутой через волоку, и измеренные не менее, чем в двух взаимно перпендикулярных плоскостях каждого из сечений, взятых в середине и на концах отрезка, при условии, что ни один из результатов измерения не выходит из поля допуска на данный номинальный диаметр калибрующего отверстия.
Для измерений должны применяться приборы (оптиметры, рычажные микрометры и др.), обеспечивающие необходимую точность измерений и выбираемые по ГОСТ 8.051.
7. По согласованию между потребителем и изготовителем допускается контролировать диаметр волоки другими методами и способами, обеспечивающими необходимую точность измерения.
Диаметр волок, предназначенных для волочения вольфрама, молибдена и их сплавов, допускается контролировать методом взвешивания отрезка протянутой проволоки по ГОСТ 19671* и ГОСТ 18905.
_______________
* На территории Российской Федерации действует ГОСТ 19671. - Примечание изготовителя базы данных.