ГОСТ 627-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЗАТОЧНЫЕ ДЛЯ РЕЗЦОВ
Основные размеры. Нормы точности
Tool grinding machines.
Basic dimensions. Standards of accuracy
МКС 25.080.99
ОКП 38 1362
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 ВВЕДЕН ВЗАМЕН ГОСТ 627-76, ГОСТ 971-78
4 ПЕРЕИЗДАНИЕ. Сентябрь 2002 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 1574-91 | 1.1 |
ГОСТ 2323-76 | 1.1, 2.7, 2.8 |
ГОСТ 2424-83 | 1.2 |
ГОСТ 2464-82 | 1.2 |
ГОСТ 2789-73 | 3.4 |
ГОСТ 5688-61 | 3.1 |
ГОСТ 16172-90 | 1.1 |
ГОСТ 22267-76 | 2.2; 2.5-2.12 |
Настоящий стандарт распространяется на заточные станки с горизонтальным шпинделем классов точности Н, П и В, предназначенные для заточки и доводки резцов алмазными и абразивными шлифовальными кругами по поверхностям, образующим задние и передние углы и углы в плане.
Требования настоящего стандарта являются обязательными, за исключением 2.4.
1 Основные размеры
1 Основные размеры
1.1 Основные размеры заточных станков для резцов должны соответствовать указанным в таблице 1.
Таблица 1
В миллиметрах
Наибольшая высота устанавливаемого резца | 12 | 25 | 50 | 100 | ||
Наибольший диаметр устанавливаемого круга по ГОСТ 16172, не менее | 125 | 150 | 200 | 250 | ||
Конец шлифовального шпинделя по ГОСТ 2323, диаметр, не менее | 25 | 32 | 40 | 50 | ||
Рабочая поверхность стола | ширина | 180 | 160 | 220 | 280 | 360 |
длина | 280 | 320 | 400 | 560 | ||
Т-образные пазы по ГОСТ 1574 | ширина | 12 | 14 | 18 | ||
расстояние между пазами | 80 | |||||
Расстояние от основания до оси шпинделя, не более | 1200 | |||||
1.2. В станках с наибольшей высотой устанавливаемого резца 100 мм, работающих шлифовальными кругами по ГОСТ 2424 и шлифовальными сегментами по ГОСТ 2464, наружный диаметр шлифовальных кругов или сегментов должен быть не менее 300 мм.
2 Точность станка
2.1 Общие требования к испытаниям станков на точность - по ГОСТ 8.
2.2 Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
2.3 Станки классов точности Н и В должны изготовляться с допусками, соответственно равными 1,6 и 0,6 от допусков, указанных в настоящем стандарте для станков класса точности П соответствующих размеров.
2.4 По согласованию с изготовителем потребитель может выбрать только те проверки из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
2.5 Плоскостность рабочей поверхности стола станка
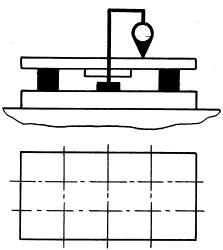
Рисунок 1
Таблица 2
Длина измерения, мм | Допуск, мкм |
До 250 | 12 |
Св. 250 " 400 | 16 |
" 400 | 20 |
Выпуклость не допускается |
Измерение - по ГОСТ 22267, разд.4 метод 3 (рисунок 1).
2.6 Параллельность рабочей поверхности стола станка продольному перемещению шлифовальной головки
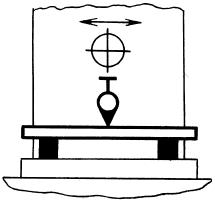
Рисунок 2
Допуск, мкм, при длине перемещения до 125 мм - 16, свыше 125 мм - 20.
Измерение - по ГОСТ 22267, разд.6, метод 1а (рисунок 2).
2.7 Радиальное биение базирующей поверхности под круг шлифовального шпинделя
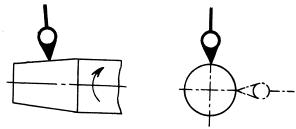
Рисунок 3
Допуск, мкм, для конца шлифовального шпинделя (по ГОСТ 2323) диаметром: до 50 мм - 4, свыше 50 мм - 5.
Измерение - по ГОСТ 22267, разд.15, метод 1 (рисунок 3).
2.8 Осевое биение шлифовального шпинделя
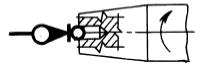
Рисунок 4
Допуск, мкм, для конца шлифовального шпинделя (по ГОСТ 2323) диаметром: до 50 мм - 4, свыше 50 мм - 5.
Измерение - по ГОСТ 22267, разд.17, метод 1 (рисунок 4).
2.9 Параллельность оси шлифовального шпинделя рабочей поверхности стола станка
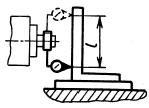
Рисунок 5
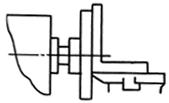
Рисунок 6
Допуск - 40 мкм, на длине 100 мм.
Измерение - по ГОСТ 22267, разд.7, метод 4 (рисунок 5) или следующим методом (рисунок 6).
На конце шпинделя укрепляют поверочный диск диаметром 200 мм с измерительной торцевой поверхностью. На рабочей поверхности стола при установке шкалы поворота 0° ставят поверочный угольник так, чтобы измерительная поверхность угольника касалась диска, основание угольника плотно прилегало к рабочей поверхности стола. Зазор между угольником и диском измеряется щупом.
Измерения производят не менее чем в двух крайних положениях угольника, после чего шпиндель с диском поворачивают на 180° и измерения повторяют.
Отклонение равно наибольшей алгебраической разности измерений.
2.10 Перпендикулярность оси шлифовального шпинделя к боковым сторонам паза стола
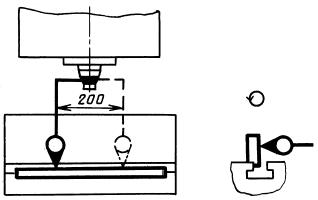
Рисунок 7
Допуск - 0,1 мм, на диаметре 200 мм.
Измерение - по ГОСТ 22267, разд.10, метод 5 (рисунок 6).
2.11 Перпендикулярность оси шлифовального шпинделя к продольному перемещению шлифовальной головки
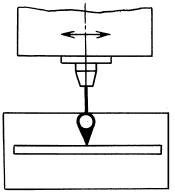
Таблица 3
Длина перемещения, мм | Допуск, мкм |
До 40 | 5 |
Св. 40 " 63 | 6 |
63 " 125 | 8 |
125 | 10 |
Рисунок 8
Измерение - по ГОСТ 22267, разд.9, метод 3а (рисунок 7).
2.12 Прямолинейность продольного перемещения шлифовальной головки в горизонтальной плоскости
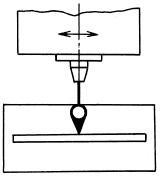
Таблица 4
Длина перемещения, мм | Допуск, мкм |
До 40 | 3 |
Cв. 40 " 63 | 4 |
63 " 125 | 5 |
125 | 6 |
Рисунок 9
Измерение - по ГОСТ 22267, разд.3, метод 1а (рисунок 8).
2.13 Точность перемещения шлифовального шпинделя в направлении поперечной подачи
Допуск - 5 мкм.
На неподвижной части станка укрепляют измерительный прибор так, чтобы его измерительный наконечник касался шлифовальной головки вблизи торца шпинделя в плоскости перемещения.
Шлифовальную головку после выборки зазора в ее приводе подачи перемещают в одном направлении вручную на одно деление лимба не менее 10 раз.
Проверку проводят не менее чем в трех положениях шлифовальной головки.
Отклонение равно разности между фактическим и заданным перемещениями.
3 Точность образца изделия
3.1. Для проверки точности на станке производится заточка резцов по ГОСТ 5688.
3.2 Соответствие переднего (![]() ) и заднего (
) и заднего (![]() ) углов режущей части резцов показаниям шкал стола (приспособлений)
) углов режущей части резцов показаниям шкал стола (приспособлений)
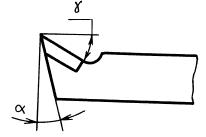
Рисунок 10
Допуск для переднего и заднего углов - 0,5°.
Резец закрепляют на столе (в приспособлении) и производят заточку. Измерение проводят угломером.
Отклонение равно разности между фактическим и заданным углами резца.
3.3 Соответствие угла в плане режущей части резцов показаниям шкал стола (приспособлений)
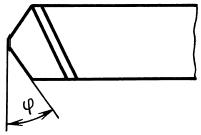
Рисунок 11
Допуск - 1°.
Резец закрепляют на столе (в приспособлении) и производят заточку. Измерение проводят угломером.
Отклонение равно разности между фактическим и заданным углами резца.
3.4 Шероховатость рабочей поверхности резца с твердосплавной пластиной, обработанной алмазным кругом
Параметры шероховатости обработанных поверхностей по ГОСТ 2789:
подвергаемых доводке ![]() 0,4 мкм;
0,4 мкм;
не подвергаемых доводке ![]() 0,8 мкм.
0,8 мкм.
Проверку проводят при помощи универсальных средств контроля шероховатости поверхности.