ГОСТ 5981-88
Группа Д81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮ3А ССР
БАНКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ КОНСЕРВОВ
Технические условия
Tins for canned food. Specifications
ОКП 14 1740, 14 1750*
_______________
* Введен дополнительно, Изм. N 3.
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Госагропромом СССР
РАЗРАБОТЧИКИ
В.И.Рогачев, д-р техн. наук; Г.И.Робсман; Л.И.Малых
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.11.88 N 3828
3. Стандарт полностью соответствует СТ СЭВ 740-77, СТ СЭВ 832-77, МС ИСО 1361-83, МС ИСО 3004
4. ВЗАМЕН ГОСТ 5981-82
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 61-75 | Приложение 2 |
ГОСТ 166-89 | 3.1, 3.2 |
ГОСТ 490-79 | Приложение 2 |
ГОСТ 596-89 | Приложение 2 |
ГОСТ 2156-76 | Приложение 2 |
ГОСТ 2874-82 | Приложение 2 |
ГОСТ 4233-77 | Приложение 2 |
ГОСТ 4328-77 | Приложение 2 |
ГОСТ 5717-91 | Приложение 2 |
ГОСТ 5817-77 | Приложение 2 |
ГОСТ 6709-72 | 3.3.1, приложение 2 |
ГОСТ 10131-93 | 1.6.1 |
ГОСТ 11293-89 | Приложение 2 |
ГОСТ 12026-76 | 3.3.1, приложение 2 |
ГОСТ 13345-85 | 1.3.1 |
ГОСТ 13516-86 | 1.6.1 |
ГОСТ 14192-96 | 1.5.2 |
ГОСТ 19569-89 | Приложение 2 |
ГОСТ 21400-75 | Приложение 2 |
ГОСТ 21930-76 | 1.3.1 |
ГОСТ 24104-88 | 3.3.1, приложение 2 |
ГОСТ 24597-81 | 1.6.1, приложение 2 |
ГОСТ 25336-82 | Приложение 2 |
Методические указания N 4395 от 30.06.87 по гигиенической оценке лакированной консервной тары органами санитарно-эпидемиологического надзора | 2.10 |
6. Ограничение срока действия снято по Протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменениями N 1, 2, утвержденными в ноябре 1990 г., декабре 1994 г. (ИУС 1-91, 3-95)
ВНЕСЕНО Изменение N 3, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 20 от 01.11.2001). Государство-разработчик Россия. Постановлением Госстандарта России от 27.02.2002 N 79-ст введено в действие на территории РФ с 01.09.2002 и опубликовано в ИУС N 5, 2002 год
Изменение N 3 внесено юридическим бюро "Кодекс" по тексту ИУС N 5, 2002 год
Настоящий стандарт распространяется на металлические банки и крышки к ним, предназначенные для фасования консервируемой продукции.
Стандарт не распространяется на алюминиевые банки с легковскрываемыми крышками и жестяные банки с язычком.
Обязательные требования изложены в пп.1.3.2, 1.3.5, 1.3.6, 1.3.8, 1.3.12, 1.3.13, 1.3.16.
(Измененная редакция, Изм. N 2, 3).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Банки и крышки должны изготовляться в соответствии с требованиями настоящего стандарта по конструкторской и технологической документации, утвержденной в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. В зависимости от конструкции банки изготовляют двух типов:
I - сборные круглые (черт.1) и прямоугольные (черт.2);
II - цельные круглые (черт.3), фигурные - прямоугольные (черт.4), овальные (черт.5) и эллиптические (черт.6).
Сборные банки изготовляют со сварным и паяным продольным швом.
Банки изготовляют с ребрами жесткости (зигами) на корпусах или без них.
(Измененная редакция, Изм. N 2).
1.2.2. Размеры и вместимость укупоренных сборных круглых банок указаны на черт.1 и в табл.1.
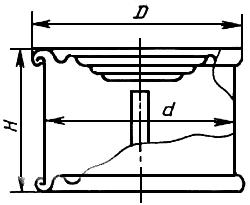
Черт.1
Таблица 1
Диаметр, мм | Вместимость, см | |||||
внутренний номин. | наружный | Высота наружная макс. | Обозначение банки | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
50,5 | 54,0 | -1,0 | 42,0 | 70 | +2,0 | 34 |
54,0 | 95 | +3,0 | 24 | |||
59,0 | 106 | +3,5 | 10 | |||
76,0 | 140 | +4,5 | 36 | |||
84,0 | 155 | +5,0 | 25 | |||
114,0 | 215 | +4,5 | 39 | |||
59,5 | 63,0 | 47,0 | 115 | +3,5 | 35 | |
63,0 | 155 | +5,0 | 20 | |||
76,0 | 195 | +6,0 | 23 | |||
72,8 | 76,0 | 70,0 | 260 | +5,5 | 4 | |
84,0 | 320 | +6,5 | 7 | |||
95,0 | 370 | +7,5 | 9 | |||
109,0 | 425 | +8,5 | 46 | |||
114,0 | 445 | +9,0 | 43 | |||
74,1 | 77,4 | -1,5 | 39,8 | 140 | +4,5 | 22 |
83,4 | 87,0 | 46,0 | 210 | +4,5 | 38 | |
52,0 | 240 | +5,0 | 5 | |||
57,0 | 270 | +5,5 | 6 | |||
91,0 | 95,0 | 27,0 | 150 | +4,5 | 37 | |
42,0 | 245 | +5,0 | 40 | |||
70,0 | 410 | +8,5 | 41 | |||
76,0 | 445 | +9,0 | 42 | |||
95,0 | 570 | +11,5 | 44 | |||
126,0 | 770 | +15,5 | 45 | |||
99,0 | 103,0 | 23,5 | 130 | +4,0 | 21 | |
30,5 | 175 | +5,0 | 2 | |||
40,4 | 250 | +5,0 | 3 | |||
53,2 | 353 | +7,0 | 8 | |||
70,0 | 475 | +9,5 | 11 | |||
82,0 | 580 | +11,5 | 12 | |||
124,0 | 895 | +18,0 | 13 | |||
153,1 | 157,1 | -2,0 | 172,5 | 3020 | +45,5 | 14 |
267,5 | 4770 | +71,5 | 47 | |||
215,0 | 218,0 | -1,5 | 250 | 8820 | +132,5 | 15 |
223,0 | 228,0 | -2,0 | 253,0 | 9590 | +144,0 | 48 |
Примечание. Внутренний диаметр не является контролируемым параметром по настоящему стандарту.
(Измененная редакция, Изм. N 2, 3).
1.2.3. Размеры и вместимость укупоренных сборных прямоугольных банок указаны на черт.2 и в табл.2.
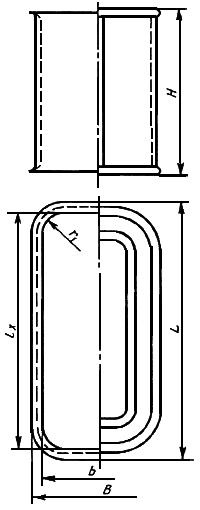
Черт.2
Таблица 2
Длина, мм | Ширина, мм | Высота наруж- | Радиус закру- | Вместимость, | Обозна- | |||||
внутре- | наружная | внутре- | наружная | |||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
62,2 | 200 | +2,0 | 61 | |||||||
91,3 | 94,2 | 43,2 | 46,1 | 76,0 | 15,4 | 250 | +2,5 | 62 | ||
-1,0 | -1,0 | 53,9 | 500 | +5,0 | 63 | |||||
122,4 | 125,6 | 91,1 | 94,3 | 102,1 | 20,4 | 1000 | +10,0 | 64 | ||
125,4 | 1250 | +6,5 | 65 | |||||||
148,4 | 1500 | +7,5 | 66 | |||||||
Примечание. Внутренние размеры банок и радиус закругления даны для изготовления технологических инструментов.
(Измененная редакция, Изм. N 2).
1.2.4. Размеры и вместимость укупоренных цельных круглых банок указаны на черт.3 и в табл.3.
Черт.3
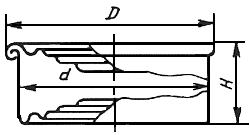
Черт.3
Таблица 3
Диаметр, мм | Высота наружная макс. | Вместимость, см | Обозначение банки | |||
внутренний номин. | наружный | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
17,0 | 50 | +1,50 | 57 | |||
21,0 | 70 | +2,5 | 58 | |||
72,8 | 76,0 | -1,0 | 25,0 | 90 | +3,0 | 59 |
27,0 | 95 | +3,0 | 60 | |||
31,5 | 110 | +3,5 | 1 | |||
70,0 | 260 | +5,5 | 4 | |||
74,1 | 77,4 | 39,8 | 140 | +4,5 | 22 | |
46,0 | 210 | +4,5 | 38 | |||
83,4 | 87,0 | 52,0 | 240 | +5,0 | 5 | |
57,0 | 270 | +5,5 | 6 | |||
27,0 | 150 | +4,5 | 37 | |||
91,0 | 95,0 | -1,5 | 42,0 | 250 | +5,0 | 40 |
| 70,0 | 410 | +8,8 | 41 | ||
22,0 | 130 | +4,0 | 21 | |||
99,0 | 103,0 | 28,0 | 175 | +5,5 | 2 | |
38,5 | 250 | +7,0 | 3 | |||
50,5 | 353 | +7,0 | 8 | |||
Примечание. Внутренний диаметр не является контролируемым размером по настоящему стандарту.
Для штампованных алюминиевых банок наружный диаметр ![]() может быть на 0,2-0,3 мм больше, чем указано в табл.3 (для жестяных банок).
может быть на 0,2-0,3 мм больше, чем указано в табл.3 (для жестяных банок).
(Измененная редакция, Изм. N 2, 3).
1.2.5. Размеры и вместимость укупоренных фигурных цельных банок указаны на черт.4-6 и в табл.4.
Черт.4-6
|
|
| |
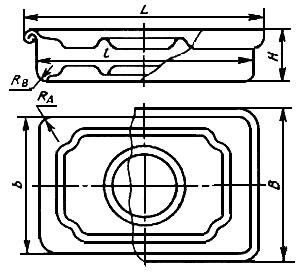
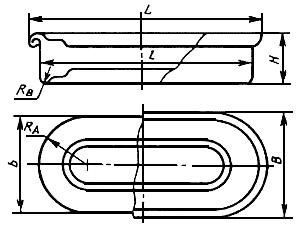
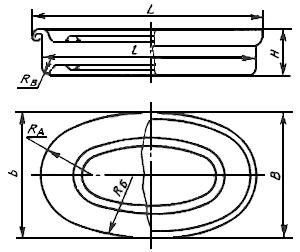
Таблица 4
Длина, мм | Ширина, мм | Высота наружная | Радиусы закругления, мм | Вместимость, см | Обозна- | |||||||||||
Форма | внутренняя | наружная | внутренняя | наружная | мм | |||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Макс. | Пред. откл. |
|
|
| Номин. | Пред. откл. | ||
96,0 | 99,6 | 43,0 | 46,6 | 19,1 | 15,0 | - | 2,5 | 55 | ±1,0 | 28 | ||||||
Прямо- | 100,0 | 103,6 | 70,8 | 74,4 | 21,2 | 17,0 | - | 2,5 | 100 | ±1,5 | 16 | |||||
105,0 | 108,8 | 76,0 | 79,8 | 22,0 | 17,0 | - | 2,5 | 115 | ±1,5 | 56 | ||||||
116,0 | 119,8 | 78,0 | 81,8 | 24,7 | 25,0 | - | 2,5 | 160 | ±2,0 | 17 | ||||||
116,0 | 119,8 | 78,0 | 81,8 | 31,4 | 25,0 | - | 2,5 | 220 | ±2,5 | 29 | ||||||
116,0 | ±0,5 | 119,8 | -1,0 | 78,0 | ±0,5 | 81,8 | -1,0 | 33,0 | -1,0 | 25,0 | - | 3,0 | 245 | ±2,5 | 18 | |
116,0 | 119,8 | 78,0 | 81,8 | 43,1 | 25,0 | - | 2,5 | 320 | ±3,5 | 32 | ||||||
121,7 | 125,5 | 76,7 | 80,5 | 25,0 | 25,0 | - | 3,0 | 160 | ±2,0 | 49 | ||||||
121,7 | 125,5 | 76,7 | 80,5 | 30,9 | 25,0 | - | 3,0 | 230 | ±2,5 | 50 | ||||||
121,7 | 125,5 | 76,7 | 80,5 | 40,5 | 25,0 | - | 2,5 | 325 | ±3,5 | 52 | ||||||
184,7 | 188,5 | 58,7 | 62,5 | 28,0 | 25,0 | - | 3,0 | 230 | ±2,5 | 51 | ||||||
Овальная | 148,0 | 151,8 | 66,1 | 69,9 | 31,0 | 32,0 | - | 3,0 | 220 | 54 | ||||||
150,0 | ±0,5 | 153,8 | -1,0 | 64,0 | ±0,5 | 67,8 | -1,0 | 31,8 | -1,0 | 32,0 | - | 2,5 | 235 | ±2,5 | 19 | |
Эллип- | 103,8 | 107,6 | 66,0 | 69,8 | 25,0 | 24,0 | 75,5 | 105 | ±1,5 | 53 | ||||||
145,0 | 148,8 | 84,0 | 87,8 | 28,5 | 30,0 | 111,0 | 230 | ±2,5 | 31 | |||||||
146,7 | ±0,5 | 150,5 | -1,0 | 89,0 | ±0,5 | 92,8 | -1,0 | 28,0 | -1,0 | 30,0 | 111,0 | 2,5 | 260 | ±3,0 | 55 | |
160,7 | 164,0 | 107,7 | 111,0 | 36,6 | 42,3 | 110,7 | 430 | ±4,5 | 33 | |||||||
Примечание. Внутренние размеры банок и радиусы закруглений даны для изготовления технологических инструментов.
(Измененная редакция, Изм. N 2).
1.3. Характеристики
1.3.1. Для изготовления банок должны применяться материалы:
жесть холоднокатаная белая листовая или рулонная по ГОСТ 13345 марок ЭЖК, ЭЖК-Д и ГЖК;
жесть белая холоднокатаная горячего лужения в рулонах;
жесть белая листовая лакированная по нормативно-технической документации;
жесть белая листовая и рулонная по нормативно-технической документации;
жесть белая листовая литографированная по нормативно-технической документации;
жесть белая импортная;
жесть хромированная лакированная марки ХЛЖК и ХЛЖК-У;
алюминиевая лакированная лента или листы по нормативно-технической документации;
припой оловянно-свинцовый по ГОСТ 21930 с номинальным содержанием олова 40%;
уплотнительные пасты по нормативно-технической документации;
материал лакокрасочный шовный по нормативно-технической документации.
(Измененная редакция, Изм. N 3).
1.3.2. Материалы, используемые для изготовления банок и крышек, должны быть допущены органами санитарно-эпидемиологического надзора для контакта с пищевыми продуктами.
(Измененная редакция, Изм. N 2).
1.3.3. Рекомендуемые толщины жести и алюминия для всех типов банок и крышек приведены в приложении 1.
1.3.4. Поверхность банок должна быть гладкой и соответствовать требованиям к поверхности жести по п.1.3.1.
Допускаются:
скобки и вмятины не нарушающие защитного покрытия;
для сборных банок - перегибы (граненость);
для сборных паяных банок:
следы от капельных забросов припоя площадью до 1 мм![]() ;
;
забросы припоя в виде частиц, прикрепившихся на внутренней поверхности банок, размером не более 1,6 мм.
(Измененная редакция, Изм. N 3).
1.3.5. Банки должны быть герметичными.
(Измененная редакция, Изм. N 2).
1.3.6. Края корпусов банок должны быть отбортованы.
Отбортованные края не должны иметь деформаций, влияющих на герметичность.
1.3.7. Продольный шов банок должен быть гладким и плотным.
На продольном паяном шве могут выполняться рифты, не нарушающие целостности внутреннего защитного покрытия банок.
Допускаются:
перекосы в нахлесте паяного шва не более чем на 0,5 мм;
утолщения нахлестки продольного паяного шва, превышающие удвоенную толщину жести корпуса не более чем на 0,25 мм;
наплывы припоя в местах нахлестки на внутренней поверхности банки суммарной площадью не более 50 мм![]() ;
;
волнистость закаточного шва, не влияющая на его герметичность;
шероховатость припоя с внешней стороны.
(Измененная редакция, Изм. N 1, 3).
1.3.7а. Закаточный шов должен быть гладким и плотно прикатанным по всему периметру к корпусу банки, без накатов и подрезов, заусенцев и волнистости.
Допускается в месте углошва видимое увеличение толщины шва не более чем на 20%.
(Введен дополнительно, Изм. N 1).
1.3.8. Крышки банок должны иметь слой уплотнительной пасты, обеспечивающей герметичность укупоривания банок.
1.3.9. В зависимости от назначения банки изготовляют с лакированной или нелакированной внутренней поверхностью, с лакированной, нелакированной или литографированной наружной поверхностью.
Вид лакокрасочного покрытия внутренней и наружной поверхностей банок устанавливают по согласованию с потребителем.
1.3.10. Лакокрасочное покрытие на внутренней и наружной поверхностях банок и крышек должно быть равномерным, сплошным, гладким, без трещин и пузырей, иметь цвет, свойственный лакокрасочным покрытиям.
(Измененная редакция, Изм. N 2).
1.3.11. На лакокрасочном покрытии внутренней поверхности допускаются:
нарушения покрытия на продольном паяном шве и незалакированные участки в местах нахлестки на расстоянии не более 2 мм от кромки нахлестки и вдоль шва шириной не более 1 мм;
расплывчатость полосы лакокрасочного материала по сторонам сварного шва;
изменение цвета пленки лакокрасочного покрытия по продольному шву в процессе пайки или сварки;
разнооттеночность цвета лакокрасочного покрытия у банок и крышек;
легкая потертость покрытия без нарушения его целостности;
незалакированные участки суммарной площадью не более 40 мм![]() на закаточном шве;
на закаточном шве;
несквозные царапины лакокрасочного покрытия (не проходящие до металла: олова, алюминия, хрома);
не более трех точечных повреждений лакокрасочного покрытия, каждое площадью до 1 мм![]() .
.
На лакокрасочном покрытии наружной поверхности допускаются незначительные нарушения покрытия в виде легких царапин и потертостей.
(Измененная редакция, Изм. N 2, 3).
1.3.12. Сварной шов должен быть защищен лакокрасочным покрытием.
(Измененная редакция, Изм. N 3).
1.3.13. Лакокрасочное покрытие внутренней поверхности должно быть стойким при стерилизации в модельных средах в течение 1 ч при температуре (120±2) °С (приложение 2).
Допускается посветление или потемнение лакокрасочного покрытия. В местах нахлестки углошва, на незалакированных участках вдоль продольного шва, в местах повреждения лакокрасочного покрытия, в местах дефектов поверхности металла допускается потемнение от красно-коричневого до черного. После стерилизации в дистиллированной воде не допускается появление постороннего запаха и привкуса.
(Измененная редакция, Изм. N 2).
1.3.14. На литографированных банках и крышках должен быть четкий отпечаток воспроизводимого оригинала с точной передачей цветов.
Допускается несовмещение красок:
для полутоновых оригиналов до 0,2 мм;
для штриховых оригиналов до 0,5 мм.
1.3.15. Лакокрасочное покрытие наружной поверхности должно быть устойчивым к стерилизации в течение 1 ч при температуре (120±2) °С в питьевой воде или паровой среде.
После стерилизации допускается потемнение или посветление покрытия по местам нарушений покрытия.
(Измененная редакция, Изм. N 2).
1.3.16. Банки и крышки должны соответствовать санитарно-гигиеническим требованиям национальных органов санитарно-эпидемиологической службы.
(Измененная редакция, Изм. N 3).
1.4. Комплектность
1.4.1. Банки и крышки поставляют комплектно. Допускается по согласованию с потребителем раздельная поставка банок и крышек.
1.5. Маркировка
1.5.1. Маркировку условных обозначений на банках и крышках производят по согласованию с потребителем.
1.5.2. Транспортная маркировка - по ГОСТ 14192.
1.6. Упаковка
1.6.1. Крышки, уложенные в стопки, и банки упаковывают в транспортные пакеты на поддонах с учетом требований ГОСТ 24597. Допускается упаковывать крышки в ящики по ГОСТ 13516, ГОСТ 10131.
Допускается по согласованию с потребителем применять другие виды упаковки, обеспечивающие сохранность банок и крышек при транспортировании и хранении.
(Измененная редакция, Изм. N 2).
2. ПРИЕМКА
2.1. Банки принимают партиями.
Партией считают количество банок одного типоразмера, назначения, изготовленных из одних материалов и оформленных одним документом о качестве, содержащим:
товарный знак и (или) наименование предприятия-изготовителя;
объем партии;
тип и обозначение банки;
марку и класс покрытия белой жести по каждой стороне и марку алюминия;
вид лакокрасочного покрытия внутренней и наружной поверхности;
дату изготовления партии;
обозначение настоящего стандарта;
штамп отдела технического контроля.
2.2. Для контроля качества банок проводят приемо-сдаточные и периодические испытания.
2.3. Приемо-сдаточные испытания проводят по показателям групп 1-10 табл.5.
Таблица 5
Номер группы | Характеристика контролируемых показателей | Номер пункта |
1 | Размеры и вместимость банок | 1.2.2-1.2.5 |
2 | Герметичность банок | 1.3.5 |
3 | Стойкость лакокрасочных покрытий к стерилизации | 1.3.13, 1.3.15 |
4 | Забросы частиц припоя размером (диаметром) более 6,3 мм | 1.3.4 (в части забросов) |
5 | Забросы частиц припоя размером (диаметром), мм, более 2,4 до 6,3 включ. | То же |
6 | Забросы частиц припоя размером (диаметром), мм, более 2,0 до 2,4 включ. | 1.3.4 (в части забросов) |
7 | Забросы частиц припоя размером (диаметром), мм, более 1,6 до 2,0 включ. | То же |
8 | Поверхность банок и крышек, продольные и закаточные швы | 1.3.4 (кроме забросов), 1.3.7, 1.3.7а |
9 | Состояние лакокрасочного покрытия на внутренней и наружной поверхности банок и крышек | 1.3.10-1.3.12 |
10 | Наличие на крышке уплотнительной пасты и отбортовки на корпусе | 1.3.6, 1.3.8 |
Для контроля качества банок по каждой группе, кроме 1, 3 и 10, методом случайного отбора от партии отбирают выборку по табл.6.
Таблица 6
Объем партии, шт. | Вы- | Объ- | Общий объем выбор- | Группы 2, 4 | Группы 5, 9 | Группа 6 | Группы 7, 8 | ||||
Прие- | Брако- | Прие- | Брако- | Прие- | Брако- | Прие- | Брако- | ||||
До 1200 включ. | 1 | 50 | 50 | 0 | 2 | 0 | 3 | 1 | 4 | 2 | 5 |
2 | 50 | 100 | 1 | 2 | 3 | 4 | 4 | 5 | 6 | 7 | |
Св. 1201 до 3200 | 1 | 80 | 80 | 0 | 2 | 1 | 4 | 2 | 5 | 3 | 7 |
2 | 80 | 160 | 1 | 2 | 4 | 5 | 6 | 7 | 8 | 9 | |
Св. 3201 до 10000 | 1 | 125 | 125 | 0 | 2 | 2 | 5 | 3 | 7 | 5 | 9 |
2 | 125 | 250 | 1 | 2 | 6 | 7 | 8 | 9 | 12 | 13 | |
Св. 10001 до 35000 | 1 | 200 | 200 | 0 | 2 | 3 | 7 | 5 | 9 | 7 | 11 |
2 | 200 | 400 | 1 | 2 | 8 | 9 | 12 | 13 | 18 | 19 | |
Св. 35001 до 150000 | 1 | 315 | 315 | 0 | 3 | 5 | 9 | 7 | 11 | 11 | 16 |
2 | 315 | 630 | 3 | 4 | 12 | 13 | 18 | 19 | 26 | 27 | |
Св. 150001 | 1 | 500 | 500 | 1 | 4 | 7 | 11 | 11 | 16 | 11 | 16 |
2 | 500 | 1000 | 4 | 5 | 18 | 19 | 26 | 27 | 26 | 27 | |
(Измененная редакция, Изм. N 1, 2, 3).
2.4. Партию принимают, если количество банок, не соответствующих требованиям настоящего стандарта в первой выборке по показателям каждой группы меньше или равно приемочному числу, и бракуют, если количество банок хотя бы по показателям одной группы больше или равно браковочному числу.
Если количество банок, не соответствующих требованиям настоящего стандарта в выборке больше приемочного числа и меньше браковочного числа, то отбирают вторую выборку от той же партии.
По результатам контроля второй выборки партию принимают, если количество банок, не соответствующих требованиям настоящего стандарта меньше или равно приемочному числу. Партию бракуют, если количество банок хотя бы по показателям одной группы больше или равно браковочному числу.
2.5. Для контроля качества банок по группе 1 от партии отбирают выборку в количестве 6 шт. Партию принимают, если все банки в выборке соответствуют требованиям настоящего стандарта.
2.6. (Исключен, Изм. N 3).
2.7. Для контроля качества банок по группе 3 от партии отбирают по 5 банок для испытания в каждой модельной среде. Партию принимают, если все банки в выборке соответствуют требованиям настоящего стандарта.
2.8. Для контроля качества банок по группе 10 от партии отбирают выборку в количестве 6 шт. Партию принимают, если после контроля не обнаружено ни одной негерметичной банки.
2.9. При получении неудовлетворительных результатов по пп.2.5-2.8 хотя бы по показателям одной группы, проводят контроль удвоенного количества банок, взятых от той же партии.
Результаты повторного контроля распространяются на всю партию.
2.10. При периодических испытаниях проводят контроль санитарно-гигиенических показателей. Испытания проводят не реже одного раза в год в соответствии с методическими указаниями N 4395-87 по гигиенической оценке лакированной консервной тары, а также в соответствии с требованиями ГН 2.3.3.972-00 по гигиеническим нормативам предельно допустимых количеств химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами, методами их определения или другими соответствующими документами, утвержденными органами здравоохранения.
Подлежащие контролю токсичные органические вещества, выделяющиеся из лакокрасочных покрытий, определяют по методическим указаниям N 4395-87.
Банки для консервов не должны выделять в модельные среды металлы в количествах, превышающих установленные для них значения допустимых норм миграции по ГН 2.3.3.972-00. При этом контролируют миграцию следующих металлов:
Fe, Pb, Zn - для банок сборных паяных из белой жести;
Fе, Сu - для банок сборных сварных из белой жести;
Аl - для банок и крышек из алюминиевой ленты или листов;
Cr, Fe - для банок цельных и крышек из хромированной жести;
Fe, Pb, Zn, Cr - для банок сборных паяных с концами из хромированной жести.
При использовании для внутренней поверхности банок и крышек лакокрасочного покрытия с алюминиевым пигментом дополнительно контролируют переход Аl, а при применении лакокрасочного покрытия, пигментированного двуокисью титана, - Ti.
(Измененная редакция, Изм. N 3).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Размеры банок контролируются измерительными инструментами по ГОСТ 166 или шаблонами и калибрами по нормативно-технической документации с погрешностью не более 0,1 мм.
3.2. Внешний вид банок и крышек, поверхность швов и покрытий, а также показатели, не характеризующиеся количественными значениями по пп.1.3.4, 1.3.6-1.3.8, 1.3.10-1.3.12, контролируют визуально.
Показатели с количественными значениями, приведенные в пп.1.3.4, 1.3.7, 1.3.7а, 1.3.11, контролируют универсальными измерительными инструментами по ГОСТ 166 с погрешностью не более 0,05 мм.
(Измененная редакция, Изм. N 1).
3.3. Контроль вместимости банок
3.3.1. Аппаратура и материалы
Весы лабораторные по ГОСТ 24104.
Вода дистиллированная по ГОСТ 6709.
Бумага фильтровальная по ГОСТ 12026.
3.3.2. Подготовка к контролю
В крышке банки до ее закрытия со стороны внутренней поверхности просверливают два отверстия диаметром 3-4 мм на расстоянии 5 мм друг от друга.
Отверстия располагают как можно ближе к закаточному шву (для крышки с рельефом, направленным наружу, - в наивысшей точке крышки).
3.3.3. Проведение контроля
Порожнюю банку взвешивают с погрешностью ±0,5 г.
Через одно из отверстий банку заполняют водой температурой (20±5) °С, при этом банку следует держать в наклонном положении так, чтобы отверстия были расположены как можно выше. По мере наполнения водой положение банки приближают к вертикальному. Когда вода выступит из второго отверстия, оба отверстия закрывают пальцами рук. Остаток воды на наружной стороне крышки удаляют фильтровальной бумагой.
Наполненные водой банки взвешивают:
банки вместимостью до 300 см![]() - с погрешностью ±0,1 г;
- с погрешностью ±0,1 г;
банки вместимостью свыше 300 до 1000 см![]() - с погрешностью ±1,0 г;
- с погрешностью ±1,0 г;
банки вместимостью свыше 1000 см![]() - с погрешностью ±2,0 г.
- с погрешностью ±2,0 г.
3.3.4. Обработка результатов
Вместимость в см![]() определяют как разность между массой наполненной и порожней банки, умноженную на коэффициент 1,003.
определяют как разность между массой наполненной и порожней банки, умноженную на коэффициент 1,003.
3.4. Герметичность банок контролируют воздушно-водяным тестером в течение 10 с под давлением:
90-110 кПа (0,90-1,10 кгс/см![]() ) - для банок вместимостью до 1000 см
) - для банок вместимостью до 1000 см![]() и диаметром до 100 мм включ.;
и диаметром до 100 мм включ.;
85-95 кПа (0,85-0,95 кгс/см![]() ) - для банок вместимостью свыше 1000 см
) - для банок вместимостью свыше 1000 см![]() и диаметром от 100 до 153 мм;
и диаметром от 100 до 153 мм;
70-80 кПа (0,70-0,80 кгс/см![]() ) - для банок диаметром более 153 мм.
) - для банок диаметром более 153 мм.
Банку зажимают между фланцами. С открытой стороны банки фланец должен иметь уплотнительную прокладку, герметизирующую внутреннюю полость банки, и штуцер, соединяющий эту полость с ресивером через гибкий шланг. Банку опускают в водяную ванну так, чтобы вода полностью покрывала ее, и подают под давлением воздух.
Банку считают негерметичной, если во время испытания в воде появляются непрерывно выделяющиеся пузырьки воздуха.
Если пузырьки воздуха выделяются прерывно, то определяют количество воздуха и время, в течение которого он выходит. К месту выделения пузырьков подносят мерный цилиндр по ГОСТ 1770, заполненный водой. Для предотвращения утечки воды из цилиндра во время погружения его в ванну открытый конец закрывают. Цилиндр устанавливают, освобождают его открытый конец и одновременно включают секундомер. По истечении контрольного времени по шкале цилиндра определяют количество вытесненной из него воды. Допускается наличие в выборке 10% банок с утечкой воздуха не более 5 см![]() за 30 с.
за 30 с.
(Измененная редакция, Изм. N 2, 3).
3.5. Качество отбортовки корпуса определяют следующим образом:
отбирают крышки с уплотнительной пастой, нанесенной без пропусков, пузырьков и трещин;
в отбортованных крышках просверливают отверстия диаметром не менее 5 мм, при этом не должно быть деформаций элементов крышек;
закатывают;
определяют герметичность банок (см. п.3.4).
3.6. Качество слоя уплотнительной пасты на крышках определяют следующим образом:
отбирают крышки с видимыми дефектами слоя пасты (пропуски, пузырьки, трещины и др.);
в крышках просверливают отверстия диаметром не менее 5 мм, при этом не должно быть деформаций элементов крышек;
закатывают;
определяют герметичность укупоривания банок (см. п.3.4).
3.7. Контроль стойкости лакокрасочного покрытия при стерилизации в модельных средах проводят в соответствии с приложением 2.
3.8. Контроль качества поперечных швов проводят в соответствии с приложением 3.
(Введен дополнительно, Изм. N 1).
3.9. Выбор модельных сред, подготовку вытяжек, а также определение органолептических показателей качества воды после испытаний проводят в соответствии с требованиями методических указаний N 4395-87.
Миграцию органических веществ из лакокрасочных покрытий контролируют в соответствии с методическими указаниями N 4395-87.
Миграцию металлов определяют по методам, указанным в ГН 2.3.3.972-00, и методам, приведенным в приложении 4.
Допускается применять другие методы исследования, обладающие необходимой селективностью и чувствительностью, утвержденные национальными органами здравоохранения.
(Введен дополнительно, Изм. N 3).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Банки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими для каждого вида транспорта.
Допускается транспортирование банок и крышек открытым автомобильным транспортом при условии защиты их от атмосферных осадков брезентом, полиэтиленовой пленкой и другими материалами.
4.2. Банки хранят в помещениях с относительной влажностью воздуха не более 75% при температуре не ниже 4 °С.
Банки из нелакированной жести электролитического лужения хранят в помещениях с относительной влажностью воздуха не более 65% при температуре не ниже 4 °С.
Не допускается хранение банок в одном помещении с материалами, вызывающими коррозию и загрязнение банок.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие качества банок требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и применения.
5.2. Гарантийный срок хранения - один год со дня изготовления.
После истечения срока хранения перед применением проводят проверку банок на соответствие требованиям настоящего стандарта.
Раздел 5. (Введен дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 1 (рекомендуемое)
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Таблица 7
Сборные круглые банки
Внутренний диаметр банок, | Толщина жести, мм | |
корпуса | крышки | |
50,5 | 0,18 | 0,20 |
59,5 | 0,18 | 0,20 |
72,8 | 0,18 | 0,20 |
74,1 | 0,18 | 0,20 |
83,4 | 0,20 | 0,22 |
91,0 | 0,20 | 0,22 |
99,0 | 0,22 | 0,22 |
153,1 | 0,25 | 0,28 |
215,0 | 0,28 | 0,32 |
223,0 | 0,28 | 0,32 |
Таблица 8
Сборные прямоугольные банки
Обозначение банок | Толщина жести, мм | |
корпуса | крышки | |
61 | 0,22 | 0,25 |
62 | 0,22 | 0,25 |
63 | 0,22 | 0,25 |
64 | 0,25 | 0,25 |
65 | 0,25 | 0,25 |
66 | 0,25 | 0,25 |
Таблица 9
Цельные круглые банки
Внутренний диаметр банок, мм | Толщина жести, мм | Толщина алюминия, мм | ||
корпуса | крышки | корпуса | крышки | |
72,8 | 0,20 | 0,22 | 0,25 | 0,27 |
83,4 | 0,20 | 0,22 | 0,25 | 0,27 |
91,0 | 0,20 | 0,22 | 0,25 | 0,27 |
99,0 | 0,20-0,22 | 0,20-0,22 | 0,27 | 0,27 |
Таблица 10
Цельные фигурные банки
Обозначение банок | Толщина жести, мм | Толщина алюминия, мм | ||
корпуса | крышки | корпуса | крышки | |
28 | 0,20 | 0,22 | 0,27 | 0,30 |
16 | 0,20 | 0,22 | 0,27 | 0,30 |
17 | 0,20 | 0,22 | 0,27 | 0,30 |
49 | 0,22 | 0,22 | 0,27 | 0,30 |
29 | 0,22 | 0,22 | 0,27 | 0,30 |
50 | 0,22 | 0,25 | 0,30 | 0,32 |
51 | 0,22 | 0,25 | 0,30 | 0,32 |
18 | 0,22 | 0,25 | 0,30 | 0,32 |
32 | 0,22 | 0,25 | 0,30 | 0,32 |
52 | 0,22 | 0,25 | 0,30 | 0,32 |
56 | 0,20 | 0,25 | 0,30 | 0,32 |
54 | 0,22 | 0,25 | 0,30 | 0,30 |
19 | 0,22 | 0,25 | 0,30 | 0,30 |
53 | 0,22 | 0,25 | 0,27 | 0,30 |
31 | 0,22 | 0,25 | 0,30 | 0,30 |
55 | 0,22 | 0,25 | 0,30 | 0,30 |
33 | 0,22 | 0,25 | 0,30 | 0,30 |
(Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ 2 (обязательное). КОНТРОЛЬ СТОЙКОСТИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ БАНОК И КРЫШЕК ПРИ СТЕРИЛИЗАЦИИ В МОДЕЛЬНЫХ СРЕДАХ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Аппаратура и реактивы
Стерилизатор паровой медицинский по ГОСТ 19569 или производственный автоклав.
Машина закаточная или другие приспособления, обеспечивающие герметичность укупоривания.
Весы лабораторные общего назначения с наибольшим пределом взвешивания 1 кг с поверочной ценой деления 100 мг по ГОСТ 24104.
Палочки стеклянные по ГОСТ 21400.
Банки стеклянные 1-82-500 или 1-82-1000 по ГОСТ 5717 или лакированные металлические сборные банки по нормативно-технической документации.
Прижимные устройства по нормативно-технической документации, предотвращающие вскрытие крышек.
Химические стаканы вместимостью 800-1000 см![]() по ГОСТ 25336.
по ГОСТ 25336.
Натрия гидроокись по ГОСТ 4328 или натрий двууглекислый (сода пищевая) по ГОСТ 2156.
Соль поваренная пищевая не ниже 1-го сорта по ГОСТ 13830*.
____________________
* На территории Российской Федерации действует ГОСТ Р 51574-2000.
Кислота уксусная по ГОСТ 61.
Кислота винная по ГОСТ 5817.
Вода дистиллированная по ГОСТ 6709.
Кислота молочная пищевая по ГОСТ 490.
Аммоний сернистый.
Натрий сернистый по ГОСТ 596.
Магний фосфорнокислый двухзамещенный.
Желатин пищевой по ГОСТ 11293.
Вода питьевая по СанПиН 2.1.4.559-96.
Бумага фильтровальная по ГОСТ 12026.
Допускается использовать химические реактивы аналогичного качества, изготовленные по нормативно-технической документации, или импортные.
Раздел 1. (Измененная редакция, Изм. N 2, 3).
2. Подготовка образцов
2.1. Банки, предназначенные для испытаний в дистиллированной воде, промывают раствором пищевой соды с массовой концентрацией 50 г/дм![]() , тщательно несколько раз прополаскивают теплой 40-45 °С проточной водопроводной и дистиллированной водой.
, тщательно несколько раз прополаскивают теплой 40-45 °С проточной водопроводной и дистиллированной водой.
2.2. Банки заполняют модельными средами и укупоривают крышками. Контроль банок вместимостью 2000 см![]() и более допускается проводить на вырезанных из них образцах размером 70x100 мм.
и более допускается проводить на вырезанных из них образцах размером 70x100 мм.
(Измененная редакция, Изм. N 2).
2.3. Контроль стойкости лакокрасочных покрытий к стерилизации в дистиллированной воде проводят на вырезанных пластинках в стеклянных банках.
2.4. Контролируемые образцы помещают в банки. Для свободного доступа раствора по всей поверхности образцов между ними помещают стеклянные палочки или загибают углы образцов таким образом, чтобы обеспечить зазор между ними.
(Измененная редакция, Изм. N 2).
3. Приготовление модельных сред
3.1. Модельные среды (табл.11) готовят на дистиллированной воде.
(Измененная редакция, Изм. N 3).
Таблица 11
Испытание стойкости лакокрасочных покрытий при стерилизации в модельных средах
Банки и крышки | ||||
Модельная среда | Количество вещества, | из белой жести | из хромиро- ванной жести | из алюминиевой лакированной |
Покрытие внутренней поверхности | ||||
3%-ный раствор уксусной кислоты | 30,0±0,1 | + | - | - |
2%-ный раствор винной кислоты | 20,0±0,1 | + | + | + |
3%-ный раствор поваренной соли | 30,0±0,1 | + | + | + |
Дистиллированная вода | - | + | + | + |
Белковая жидкость N 1, состоящая из: | + | - | - | |
молочной кислоты 40%-ной концентрации | 12,5±0,1 | |||
поваренной соли | 10,0±0,1 | |||
сернистого натрия | 1,0±0,1 | |||
желатина | 30,0±0,1 | |||
Белковая жидкость N 2, состоящая из: | + | - | - | |
поваренной соли | 20,0±0,1 | |||
сернистого аммония или сернистого натрия | 0,005±0,001 | |||
фосфорнокислого магния двузамещенного | 0,2±0,05 | |||
Покрытие наружной поверхности | ||||
Вода питьевая | - | + | + | + |
Примечания:
1. Знак "+" - испытывают, знак "-" - не испытывают.
2. Белковую жидкость N 1 используют для испытания банок и крышек под мясные, мясорастительные, рыбные и овощные натуральные белковосодержащие консервы, белковую жидкость N 2 - для банок и крышек под крабовые консервы.
3. При применении молочной кислоты другой концентрации проводится соответствующий перерасчет.
(Измененная редакция, Изм. N 3).
3.2. Реактивы взвешивают на лабораторных весах, уксусную кислоту отмеряют мерным цилиндром с учетом плотности.
3.3. Белковую жидкость N 1 готовят следующим образом:
для получения 1 дм![]() белковой жидкости готовят раствор желатина вместе с поваренной солью в 0,5 дм
белковой жидкости готовят раствор желатина вместе с поваренной солью в 0,5 дм![]() теплой воды. В отдельных колбах взвешивают молочную кислоту, исходя из фактического ее содержания в исходном растворе, к ней добавляют едкий натр, растворенный в небольшом количестве воды, и этот раствор приливают к раствору желатина.
теплой воды. В отдельных колбах взвешивают молочную кислоту, исходя из фактического ее содержания в исходном растворе, к ней добавляют едкий натр, растворенный в небольшом количестве воды, и этот раствор приливают к раствору желатина.
Сернистый натрий взвешивают и растворяют в небольшом количестве воды в колбе с притертой пробкой. Раствор вливают в раствор желатина, колбу закрывают пробкой. Колбы после сливания растворов молочной кислоты и сернистого натрия ополаскивают дистиллированной водой, приливают эту воду к общему раствору, добавляют воды до 950-960 см![]() , колбу закрывают пробкой, встряхивают и определяют рН.
, колбу закрывают пробкой, встряхивают и определяют рН.
рН белковой жидкости N 1 (табл.11) устанавливают в пределах 5,8-6,3; рН среды корректируют добавлением водного раствора винной кислоты с массовой концентрацией 20 г/дм![]() или водного раствора гидроокиси натрия с массовой концентрацией 100 г/дм
или водного раствора гидроокиси натрия с массовой концентрацией 100 г/дм![]() . Раствор белковой жидкости доводят до объема 1 дм
. Раствор белковой жидкости доводят до объема 1 дм![]() добавлением дистиллированной воды.
добавлением дистиллированной воды.
(Измененная редакция, Изм. N 2, 3).
3.4. рН белковой жидкости N 2 (табл.11) устанавливают в пределах 7-8; рН среды корректируют добавлением водного раствора гидроокиси натрия с массовой концентрацией 100 г/дм![]() .
.
4. Проведение контроля
4.1. Банки заполняют модельными средами, нагретыми до температуры 80-85 °С, укупоривают и стерилизуют в автоклавах.
Крышки укладывают в стеклянные банки, укупоривают и стерилизуют в автоклавах.
При испытании образцов в стеклянных банках в паровом медицинском стерилизаторе на крышки необходимо надеть прижимные устройства, предотвращающие срыв крышек с банок.
(Измененная редакция, Изм. N 2).
4.2. Стерилизацию проводят при температуре (120±2) °С в течение 1 ч, без учета времени нагрева и охлаждения.
Время подъема температуры в автоклаве (стерилизаторе) 25-30 мин, время охлаждения до 30-40 °С - 25-30 мин.
4.3. Охлажденные металлические и стеклянные банки вскрывают, банки и образцы промывают дистиллированной водой и высушивают фильтровальной бумагой.
(Измененная редакция, Изм. N 2).
5. Обработка результатов
5.1. Состояние покрытия на банках и образцах оценивают визуально в сравнении с контрольными образцами, не подвергавшимися испытаниям, тотчас после испытаний.
При оценке качества лакокрасочного покрытия на пластинках и крышках зону деформированной части (до 10 мм) от места отреза или сгиба не учитывают.
(Измененная редакция, Изм. N 2).
5.2. Модельные среды после испытаний сливают в стеклянные химические стаканы и оценивают визуально в проходящем свете на прозрачность и изменение цвета.
5.3. Дистиллированную воду после испытаний контролируют органолептически на наличие постороннего запаха и привкуса.
ПРИЛОЖЕНИЕ 3 (рекомендуемое). КОНТРОЛЬ КАЧЕСТВА ПОПЕРЕЧНОГО ШВА
ПРИЛОЖЕНИЕ 3
Рекомендуемое
1. Общие положения
1.1. Оценку качества поперечных швов в соединении донышка и крышки с корпусом сборных металлических банок или крышки с корпусом цельных металлических банок проводят последовательно по следующим параметрам:
внешний вид;
размер;
разобранный шов;
расчет перекрытия и толщины шва.
2. Проведение контроля
2.1. Оценка внешнего вида банки
2.1.1. Оценку проводят невооруженным глазом и на ощупь.
2.1.2. Шов должен быть гладким и плотно прижатым по всему периметру к корпусу банки, без накатов и подрезов, заусенцев и волнистости. Выдавливание уплотнительной пасты из шва не допускается. В месте крестообразного соединения допускается видимое увеличение толщины шва, отвечающее конструкции корпуса, и увеличение ширины шва не более чем на 20%.
2.2. Оценка разреза шва банки
2.2.1. Шов прорезают в двух местах, расположенных на расстоянии не менее 4 мм друг от друга, и вырезанную часть удаляют. Кроме того, шов прорезают в месте крестообразного соединения и в других местах по периметру шва на расстоянии около длины периметра по обе стороны от крестообразного соединения, а также в любом подозрительном месте шва, обнаруженном при оценке внешнего вида согласно п.2.1.
2.2.2. Профиль шва (черт.1) оценивают визуально при помощи лупы или профильпроектора.
Черт.1
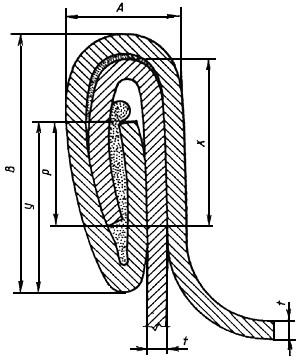
Черт.1
2.2.3. Перекрытие крючков на местах по периметру шва, за исключением крестообразного соединения и в местах крестообразного соединения сварных банок, должно быть не менее 45%. В местах крестообразного соединения паяных банок должно быть хотя бы минимальное перекрытие.
2.3. Оценка разобранного шва
2.3.1. Разборку шва проводят при помощи клещей, т.е. крючок донышка или крышки отделяют от крючка корпуса на протяжении половины или двух третей периметра. Сразу после этого проводят измерение параметров, необходимых для расчета значений перекрытия и сжатия.
2.3.2. Степень волнистости крючка разобранного шва донышка и крышки оценивают визуально согласно шкале, приведенной на черт.2. По этой шкале степени 0 соответствует участок крючка, где волнистость отсутствует, степени 1 соответствует участок с высотой волны, равной 10% ширины крючка, и т.д. до степени 10, которой соответствует участок с высотой волны, равной полной ширине крючка.
Черт.2
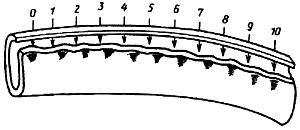
Черт.2
2.3.3. Волнистость крючка донышка и крышки не должна быть выше пятой степени для банок диаметром от 72 до 99 мм и второй степени - для банок больших диаметров.
2.4. Расчет перекрытия и толщины шва
2.4.1. Перекрытие шва (![]() ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
![]() ,
,
где ![]() - высота шва, мм;
- высота шва, мм;![]() - толщина листа донышка или крышки, мм;
- толщина листа донышка или крышки, мм;![]() - толщина листа корпуса, мм;
- толщина листа корпуса, мм;![]() - длина крючка корпуса, мм;
- длина крючка корпуса, мм;![]() - длина крючка донышка или крышки, мм.
- длина крючка донышка или крышки, мм.
2.4.2. Толщину шва (![]() ) в миллиметрах вычисляют по формуле
) в миллиметрах вычисляют по формуле
![]() .
.
2.4.3. Перекрытие должно иметь значение не менее 45%, толщина шва должна удовлетворять требованиям п.2.4.2.
3. Протокол испытания
Протокол испытания должен содержать следующие данные:
наименование и вид продукции;
наименование предприятия-изготовителя;
результаты испытания;
обозначение настоящего стандарта;
дату испытания.
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 4 (справочное). МЕТОДЫ КОНТРОЛЯ МИГРАЦИИ МЕТАЛЛОВ ИЗ БАНОК И КРЫШЕК
ПРИЛОЖЕНИЕ 4
Справочное
Таблица 12
Наименование | Метод контроля миграции металлов |
Алюминий | Фотометрический метод - по ГОСТ 18165-89 Вода питьевая. Метод определения массовой концентрации алюминия |
Железо | Атомно-абсорбционный метод - по ГОСТ 30178-96 Сырье и продукты пищевые. Атомно-абсорбционный метод определения токсичных элементов |
Колориметрические методы - по ГОСТ 4011-72 Вода питьевая. Методы измерения массовой концентрации общего железа, ГОСТ 26928-86 Продукты пищевые. Метод определения железа | |
Медь | Атомно-абсорбционный метод - по ГОСТ 30178-96 Сырье и продукты пищевые. Атомно-абсорбционный метод определения токсичных элементов |
Колориметрические методы - по ГОСТ 4388-72 Вода питьевая. Методы измерения массовой концентрации меди, ГОСТ 26931-86 Сырье и продукты пищевые. Методы определения меди | |
Полярографический метод - по ГОСТ 26931-86 Сырье и продукты пищевые. Методы определения меди | |
Свинец | Атомно-абсорбционный метод - по ГОСТ 30178-96 Сырье и продукты пищевые. Атомно-абсорбционный метод определения токсичных элементов |
Полярографический метод - по ГОСТ 26932-86 Сырье и продукты пищевые. Методы определения свинца | |
Метод тонкослойной хроматографии. Определение ионов свинца и цинка. "Методические указания по гигиенической оценке лакированной консервной тары" N 4395-87 от 30.06.87 | |
Титан | Фотометрический метод. Определение титана с динатриевой солью хромотроповой кислоты. "Методы исследования качества воды в водоемах", М., "Медицина", 1990, с.224-227 |
Хром | Атомно-абсорбционный метод. "Методические указания по атомно-абсорбционным методам определения токсичных элементов в пищевых продуктах и пищевом сырье" N 01-19/47-11-92 от 25.12.92 |
Колориметрический метод. Методические указания "Санитарно-химические исследования стеклянной тары" N 2396-81 от 18.05.81 | |
Цинк | Атомно-абсорбционный метод - по ГОСТ 30178-96 Сырье и продукты пищевые. Атомно-абсорбционный метод определения токсичных элементов |
Полярографический метод - по ГОСТ 26934-86 Сырье и продукты пищевые. Метод определения цинка | |
Метод тонкослойной хроматографии. Определение ионов свинца и цинка. "Методические указания по гигиенической оценке лакированной консервной тары" N 4395-87 от 30.06.87 |
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. N 3).